在影响冲裁件质量的诸多因素中,间隙是主要的因素之一。表4-5 较小间隙冲裁模具初始用双面间隙(续)注:1.初始间隙的最小值相当于间隙的公称数值。......
2023-06-26
1.冲裁变形过程及剪切区的应力状态
(1)冲裁变形过程 冲裁时板料的变形具有明显的阶段性,由弹性变形过渡到塑性变形,最后产生断裂分离。
1)弹性变形阶段(见图4-1a)。凸模接触板料后开始加压,板料在凸、凹模作用下产生弹性压缩、拉伸、弯曲、挤压等变形。此阶段以材料内的应力达到弹性极限为止。在该阶段,凸模下的材料略呈弯曲状,凹模上的板料向上翘起,凸、凹模之间的间隙越大,则弯曲与翘起的程度也越大。
2)塑性变形阶段(见图4-1b)。随着凸模继续压入板料,压力增加,当材料内的应力状态满足塑性条件时,开始产生塑性变形,进入塑性变形阶段。随凸模挤入板料深度的增大,塑性变形程度增大,变形区材料硬化加剧,冲裁变形抗力不断增大,直到刃口附近侧面的材料由于拉应力的作用出现微裂纹时,塑性变形阶段结束,此时冲裁变形抗力达到最大值。
3)断裂分离阶段(见图4-1c、d、e)。凸模继续下压,使刃口附近的变形区的应力达到材料的破坏应力,在凹、凸模刃口侧面的变形区先后产生裂纹。已形成的上、下裂纹逐渐扩大,并沿最大切应力方向向材料内层延伸,直至两裂纹相遇,板料被剪断分离,冲裁过程结束。
(2)剪切区的应力状态 根据试验的结果,冲裁时,板料最大的塑性变形集中在以凸模与凹模刃口连线为中线的纺锤形区域内,如图4-2所示。

图4-1 冲裁变形过程
a)弹性变形阶段 b)塑性变形阶段 c)、d)、e)断裂分离阶段
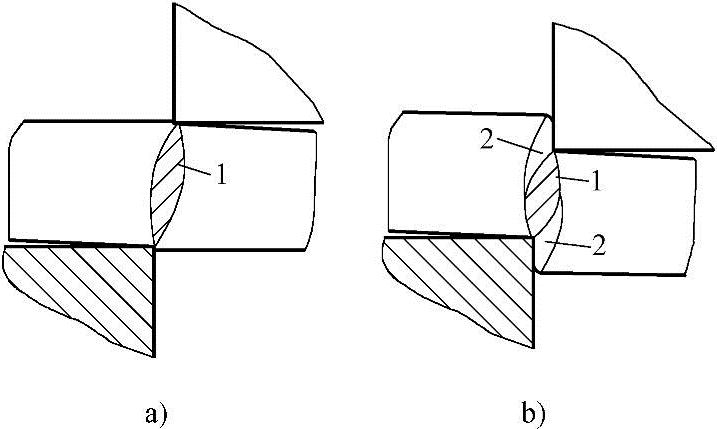
图4-2 冲裁板料的变形区
a)初始冲裁 b)切入板料 1—变形区 2—已变形区
图4-2a表示初始冲裁时的变形区由刃口向板料中心逐渐扩大,截面呈纺锤形。材料的塑性越好,硬化指数越大,则纺锤形变形区的宽度将越大。
图4-2b表示变形区随着凸模切入板料深度的增加而逐渐缩小,但仍保持纺锤形,其周围已变形的材料被严重加工硬化了。纺锤形内以剪切变形为主,特别是当凸模与凹模的间隙较小时,纺锤形的宽度将减小。但由于冲裁时板料的变形受到材料的性质、凸模与凹模的间隙、模具刃口变钝的程度等因素的影响,不可能只产生剪切变形,还有弯曲变形,而弯曲又将使板料产生受拉与受压两种不同的变形,因此冲裁变形区的应力状态是十分复杂的。图4-3所示为冲裁时板料的应力状态。
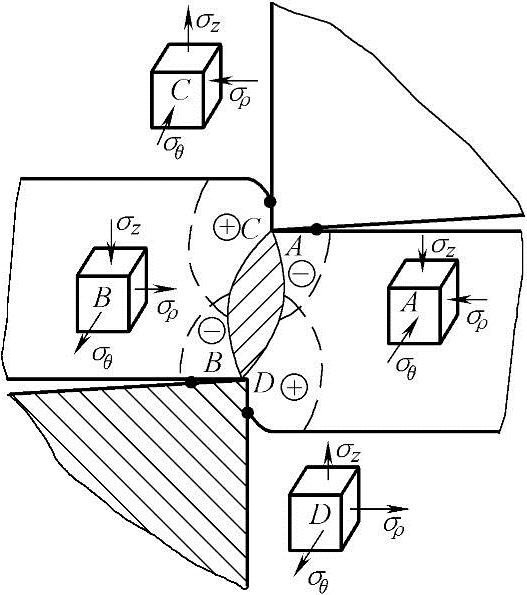
图4-3 冲裁时板料的应力状态
A点:位于凸模端面靠近刃口处,受凸模正压力作用,并处于弯曲的内侧,因此受三向压应力作用,为强压应力区。
B点:位于凹模端面靠近刃口处,受凹模正压力作用,并处于弯曲的外侧,因此轴向应力σz为压应力,径向应力σρ和切应力σθ均为拉应力,但主要是受压应力作用。
C点:位于凸模侧面靠近刃口处,受凸模的拉伸和垂直方向摩擦力的作用,因此轴向应力σz为拉应力。径向受凸模侧压力作用并处于弯曲的内侧,因此径向应力σρ为压应力。切向受凸模侧压力作用将引起拉应力,而板料的弯曲又引起压应力。因此切应力σθ为合成应力,一般为压应力。
D点:位于凹模刃口侧面靠近刃口处,轴向受凹模侧壁垂直方向摩擦力作用将产生拉应力σz。凹模侧压力和板料的弯曲变形导致径向应力σρ和切应力σθ均为拉应力,因此D点为强拉应力区。
2.冲裁件断面分析
冲裁件断面可分为明显的四部分:塌角、光面(光亮带)、毛面(断裂带)和毛刺,如图4-4所示。
(1)塌角 塌角也称为圆角带,是由于冲裁过程中刃口附近的材料被牵连拉入变形(弯曲和拉伸)的结果。材料的塑性越好,凸模与凹模的间隙越大,塌角越大。
(2)光面(光亮带) 光面也称为剪切面,是刃口切入板料后产生塑性变形时,凸、凹模侧面与材料挤压形成的光亮垂直的断面。光面是最理想的冲裁断面,冲裁件的尺寸精度就是以光面处的尺寸来衡量的。普通冲裁时,光面的宽度约占板料厚度的1/3~1/2。材料的塑性越好,光面就越宽。
(3)毛面(断裂带) 毛面是由主裂纹贯通而形成的表面十分粗糙且有一定斜度的撕裂面。塑性差的材料撕裂倾向严重,毛面所占比例也大。
(4)毛刺 冲裁毛刺是在刃口附近的侧面上,材料出现微裂纹时形成的。当凸模继续下行时,便使已形成的毛刺拉长并残留在冲裁件上。冲裁间隙越小,毛刺的高度越小。
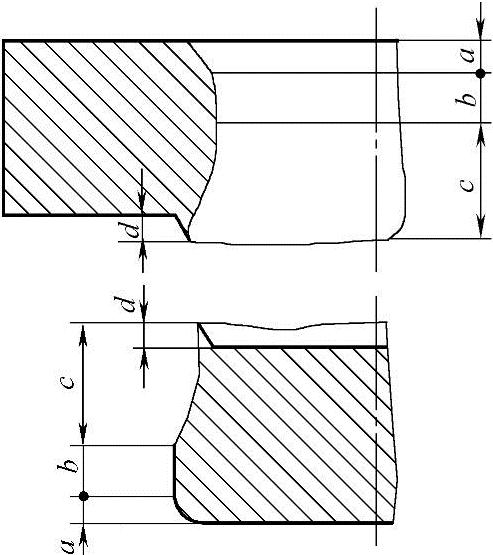
图4-4 冲裁件断面的状态
a—塌角 b—光面(光亮带) c—毛面(断裂带) d—毛刺
有关多工位级进模设计实用手册的文章

在影响冲裁件质量的诸多因素中,间隙是主要的因素之一。表4-5 较小间隙冲裁模具初始用双面间隙(续)注:1.初始间隙的最小值相当于间隙的公称数值。......
2023-06-26

从工程的角度可以把所采集数据分为压力、温度、能耗三类,并将它们称为过程参数,意为这些参数不是设定的。深入分析已有的大量数据,对揭示该过程的规律将起到关键的作用。有了较为全面翔实的数据,可以进行综合分析,可以对过程作出更加细化的解释,获得更为深入的了解。......
2023-07-02

图5-19冲裁过程1. 冲裁间隙指冲裁模具中凹模刃口尺寸D凹与凸模刃口尺寸D凸的差值。表5-6搭边最小值式中F——冲裁力,N;L——冲裁件周边长度,m;t——板料厚度,m;τ——材料抗剪强度,MPa;K——系数,一般取1.3。......
2023-06-24

图8-2所示为大型飞轮模样结构及铸造工艺示意图。轮缘铸齿部位共由10块铸齿砂芯3组成。在整个造型过程中,必须注意防止刮板、活页及轴杠有任何松动,以确保刮制成的砂型尺寸准确。全部铸齿砂芯组装并调整尺寸后,要用型砂将对接缝隙及芯头间隙填紧,严防砂芯发生径向移动。3)铸齿砂芯经充分硬化后才能起模,然后平放在平板上。......
2023-07-02

通过真空除气器后水中残余的CO2可低于3mg/L,残余的O2可低于0.05mg/L。真空除气器所用填料与填料塔基本相同,如需提高水温,则应考虑水温对填料的影响,例如超过40℃则不应采用硬PVC拉西环,存水部分的大小应根据处理水量的大小及工艺要求的停留时间确定,也可在下部设卧式贮水箱,以加大存水部分的容积。......
2023-06-19

利用有地下电厂情况下枢纽运行70+6年的淤积地形,进一步开展了三峡枢纽上游引航道内冲沙闸和冲沙隧洞运用情况的试验研究。时间变态的第一个问题是非恒定流时段的冲沙不相似。为了获取坝区模型内非恒定流动阶段的准确历时,本次试验中采用压力传感器测量水位的动态变化。因此模型上非恒定流的全过程持续时间不超过模型时间1.5min。......
2023-06-22

这里主要介绍冲裁凸模的强度计算,包括失稳长度计算。图6-61所示为一个分段计算凸模强度的例子。6)如图6-71所示,该凸模用螺纹固定,前提是凸模与凸模固定板配合部分端面较大,此凸模固定安全可靠,但加工工艺复杂。9)如图6-74所示,此凸模是一种可受较重负荷的快换凸模结构,凸模上端开有环形滑槽,并与凸模固定板滑配。......
2023-06-26

其上部为高压部分,缸径φ80mm,水压试验压力为12MPa;下部为低压部分,缸径φ284mm,水压试验压力为3.2MPa。浇注系统的设置应有利于促进气缸体的方向性凝固,增强补缩作用,以防止产生局部缩松和渗漏现象。......
2023-07-02
相关推荐