各级精度滚动轴承的尺寸公差和旋转精度列于表4-3~表4-30中。表4-104 级向心轴承外圈公差 (μm)① 仅适用于直径系列0、1、2、3和4。表4-19 5级圆锥滚子宽度公差——内外圈、单列轴承及组件 (μm)表4-20 4级圆锥滚子轴承内圈公差 (μm)表4-21 4级圆锥滚子轴承外圈公差 (μm)① 不适用于凸缘外圈轴承。表4-30 推力轴承座圈公差 (μm)(续)注:对于双向轴承,公差值只适用于D≤360mm的轴承。......
2023-06-26
每一个冲压件都有其不同的特点,在排样设计时,必须全面针对这些特点加以分析研究,只有抓住制件的主要特点并分析各工位之间的相互关系,才能确保模具冲压加工顺利完成。对于形状异常复杂、精度有特殊要求并伴随有多种冲压工序的制件,应采取对应的工艺措施予以保证。
普通冲裁件外形及型孔尺寸的经济公差等级一般不高于IT11,制件外形公差等级最好低于IT10,而型孔公差等级最好低于IT9。
一般冲裁、冲切后所能得到的制件公差见表4-1、表4-2。如制件要求的公差值小于表4-1、表4-2中的数值,则应在冲裁或冲切后的工位上设置整修工序或采用其他工艺措施来修整。
表4-1 冲裁件外形与内孔尺寸公差 (单位:mm)
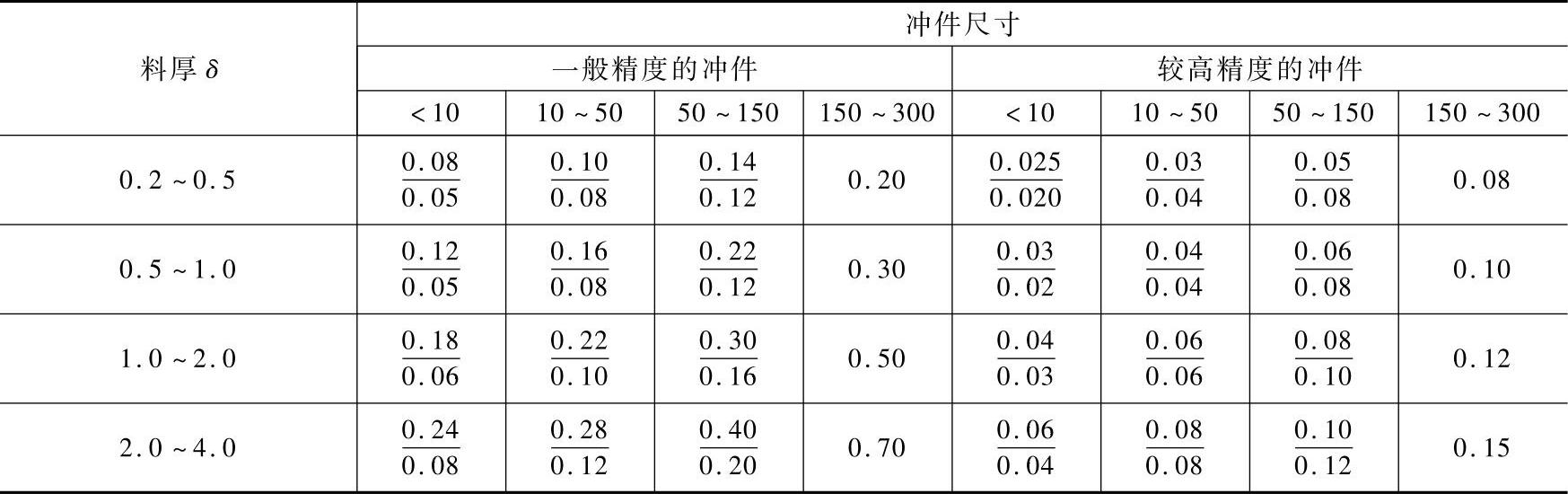
注:1.分子为冲件外形公差,分母为冲件内孔公差。
2.一般精度的冲件采用IT7~IT8公差等级的普通冲裁;较高精度的冲件采用IT6~IT7公差等级的普通冲裁。
表4-2 冲裁件孔中心距公差 (单位:mm)

注:适用于本表数值所指的孔为同时冲出。
在实际生产中,制件的尺寸精度是由产品设计给定的,要保证其全部尺寸精度往往难以达到。冲压加工制件从公差等级分析,制件尺寸主要由关键尺寸、主要尺寸、一般尺寸三大部分组成,从技术上讲,很难使三类尺寸全部达到精度要求,从经济上讲也不必要,因此,在排样设计时,制件尺寸分类与确定的原则应是:确保关键尺寸,满足主要尺寸,兼顾一般尺寸。
一般情况下,多工位级进模连续冲裁、冲切的材料断面表面粗糙度Ra应在3.2~12.5μm范围内。
制件有时有平面度、垂直度、平行度、对称度、位置度等几何公差的精度要求,在排样设计时应考虑选用相应的工艺措施(如增加精定位、复合工序成形、校正、整形或在成形后再冲型孔等)来保证制件的精度要求。
有关多工位级进模设计实用手册的文章

各级精度滚动轴承的尺寸公差和旋转精度列于表4-3~表4-30中。表4-104 级向心轴承外圈公差 (μm)① 仅适用于直径系列0、1、2、3和4。表4-19 5级圆锥滚子宽度公差——内外圈、单列轴承及组件 (μm)表4-20 4级圆锥滚子轴承内圈公差 (μm)表4-21 4级圆锥滚子轴承外圈公差 (μm)① 不适用于凸缘外圈轴承。表4-30 推力轴承座圈公差 (μm)(续)注:对于双向轴承,公差值只适用于D≤360mm的轴承。......
2023-06-26

表D-1 平冲压件和成形冲压件尺寸公差 (续)注:1.平冲压件是经平面冲裁工序加工成形的冲压件。表D-6 未注公差角度尺寸的极限偏差 表D-7 角度公差等级选用表D-8 直线度、平面度未注公差 表D-9 同轴度、对称度未注公差 表D-10 圆筒形拉深件的直径偏差 注:根据拉深件内外形尺寸标注需要,内径尺寸取正偏差;外径尺寸取负偏差。......
2023-06-26

公差带代号可表示出零件尺寸的加工精度,它注写在公称尺寸的后面,由基本偏差代号和公差等级所组成。公称尺寸是确定尺寸偏差的基准,即公称尺寸确定了公差带的零线位置。1)在孔或轴的公称尺寸的右边注出公差带代号,如图3-14所示。上极限偏差应注在公称尺寸的右上角;下极限偏差应与公称尺寸在同一底线上,且上、下极限偏差数字的字号应比公称尺寸数字的字号小一号。......
2023-06-26

按GB/T 1182—2008中规定,几何公差包括形状公差、方向公差、位置公差和跳动公差。形状公差带包括公差带的形状、大小、位置和方向四个要素,其形状随要素的几何特征及功能要求而定。因此,给出位置公差要求的被测要素,一般不再提出方向和形状公差的要求。......
2023-06-26

滚动轴承的尺寸公差和旋转精度用英文字母表示。各类轴承的外形尺寸简图如图4-1~图4-4所示。锥度公差,由锥孔两端实际平均直径的偏差的极限表示。直径变动量Vdsp用任一径向平面内的内径变动量的最大值表示。......
2023-06-26
表11-5 工件转速的选择细长工件磨削时,工件转速应低一些,以减少振动,保证磨削加工的质量。精磨余量一般是全部余量的1/10左右,约为0.05mm。7)对刀磨削,找正后符合工件圆柱度公差要求。表11-6 光轴磨削工序尺寸......
2023-06-28
影响塑件尺寸公差的因素很多,而且相当复杂,主要因素有以下五个。上述影响磨损的诸因素中,塑件脱模过程的摩擦磨损是最主要的。对一副已完工的模具来说,收缩率波动是造成塑件尺寸变化的主要因素。也就是说,塑件的公差要求受到可能产生的误差限制。......
2023-06-30
对图350所示塑件进行结构工艺性分析。ABS塑件标注公差尺寸高精度一般为MT2级,而上述各有两个尺寸精度在MT1~MT2级之间,因此,如采用注射成型方法生产,须保证模具制造装配精度并严格控制成型工艺条件。ABS塑件未标注公差尺寸精度一般为MT5级,因此,容易成型。查表39,塑件的孔间距、孔边距均符合要求。......
2023-06-30
相关推荐