屈强比是指材料的屈服强度σs与抗拉强度σb的比值,即材料的屈强比用表示。反之,小的屈强比值,即σs与σb之间的差值大,对所有冲压成形都是有利的。根据我国钢铁材料有关标准规定,深拉深用ZF级钢板的屈强比应不大于0.66,即σs/σb≤0.66。......
2023-06-26
在冲压过程中,毛坯和各个部分在同一模具的作用下,有可能以不同的方式变形,即具有不同的变形趋向。为了达到使毛坯获得预期的变形,进而实现毛坯的变形趋向控制,从而得到合格的冲件的目的,有必要研究变形的趋向性问题,并将之运用于零件的工艺方案制定及冲模的设计。
冲压成形时,毛坯内各处的应力与应变关系都不尽相同,在应力状态满足屈服准则的区域内将产生塑性变形,此区称为塑性变形区;没有满足屈服准则的区域不会产生塑性变形,称为非变形区。非变形区进一步又可分为已变形区、待变形区和不变形区。图2-13的A部位为变形区,B、C为非变形区,其中B为已变形区,C为不变形区或待变形区。在缩口变形的例子中,C的上部为待变形区,C的下部为不变形区。若非变形区也受到力的作用时,又可称其为传力区。
以图2-13c中缩口变形为例,在变形力F的作用下,A区受缩口模的作用,在有利的变形条件下先行屈服,产生塑性变形,而C区同样受到变形力F的作用,却没有屈服变形。换句话说,A区屈服需要的变形较小,是相对的弱区。形象地称缩口变形区A为弱区,C为强区,C区把来自于冲压设备的作用力F传递到变形区,因此C区也是传力区。
为了保证冲压过程的顺利进行,必须保证冲压工序中变形限于变形区,因而要排除传力区产生任何不必要的塑性变形的可能。由此可以得出一个十分重要的结论:在冲压成形过程中,需要最小变形力的区是个相对的弱区,而且弱区必先变形,因此变形区应为弱区。这个结论在冲压生产中具有很重要的实际意义。
当变形区和传力区有两种以上变形方式时,则首先发生的是需变形力最小的变形方式。因此,在工艺过程设计和模具设计时,除要保证变形区为弱区外,还要保证其所需的变形方式要求最小的变形力。例如,在缩口时,变形区可能产生的塑性变形是切向收缩的缩口变形或在切向压应力作用下的失稳起皱;传力区可能产生的塑性变形是镦粗或纵向失稳。在这四种变形趋向中,只有满足缩口变形所需的变形力最小这个条件,缩口才可能正常进行。
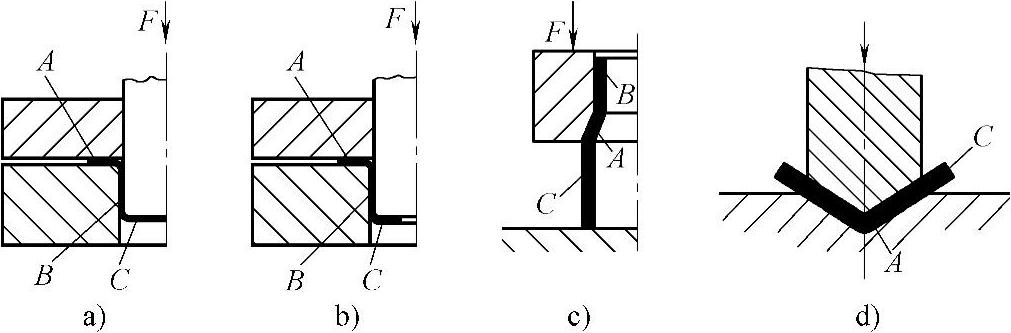
图2-13 冲压成形时毛坯各区划分
a)拉深 b)翻边 c)缩口 d)弯曲
有关多工位级进模设计实用手册的文章

屈强比是指材料的屈服强度σs与抗拉强度σb的比值,即材料的屈强比用表示。反之,小的屈强比值,即σs与σb之间的差值大,对所有冲压成形都是有利的。根据我国钢铁材料有关标准规定,深拉深用ZF级钢板的屈强比应不大于0.66,即σs/σb≤0.66。......
2023-06-26

针对冲压加工中分离和变形两大类工序各自的特点,在工艺方案的制定及冲模设计时的侧重点也有所不同。基于这一成形条件,要使冲压工艺过程顺利地进行,在制定工艺方案时,就应针对性地创造外部条件,保证变形的趋向性符合工艺的要求,以实现对金属流动的控制。例如,增大图2-14所示的压边力FQ,使毛坯和压边圈及凹模端面之间的摩擦阻力增大,结果不利于拉深变形而有利于翻边或胀形的实现。......
2023-06-26

冲压模具是指通过加压将金属或非金属板料或型材分离、成形或接合而得到制件的工艺装备,统称冲模。冲压模具包括的范围比较广,比较常见的有:1.按冲压工艺性质分冲裁模 冲裁模又称刀口模。其成形特点是利用锋利的凸、凹模刃口和合理冲裁间隙,使板料分离,得到所需形状和尺寸的平片毛坯或制件。各种冷冲模的成形特点见表1-2。......
2023-06-26

所以,只有在冲压零件为大批或大量生产的情况下,冲压加工的优点才能充分体现,从而获得好的经济效益。根据材料的变形特点可将冲压工序分为分离工序和成形工序两类。分离工序主要有剪裁和冲裁等。上模通过模柄5被安装在压力机滑块上,随滑块做上下往复运动,因此称为活动部分。下模通过下模座被固定在压力机工作台上,又称为固定部分。冲压件的质量、生产效率及生产成本等,与模具设计和制造有直接关系。......
2023-06-22

根据拉深过程中毛坯各部分的应力状况的不同,将其划分为五个部分。图4-34所示为圆筒形件在拉深过程中的应力与应变状态。以后σ1max又随着拉深的进行逐渐减小。综合以上分析可知,拉深时毛坯各区的应力、应变是不均匀的,且随着拉深的进行时刻在变化,拉深件的壁厚也是不均匀的。......
2023-06-26

由于气缸的冷热区段温差较大,过大的温差致使气缸产生了极不均匀的热变形。图3.40不同转速下气缸各参点处的轴向变形量从图3.40可以看出,气缸的热变形量是随着发动机转速的增加而增加的。对比图3.40和图3.41可以看出,前后端盖轴向距离变化的趋势与气缸轴向变形基本相同,并且数值变化比较小,这是由于前后端盖的温度较低,所以前后端盖的轴向变形量要小于气缸的轴向变形量。......
2023-06-23
例如,料厚0.2mm的中硬钢推荐的合理冲裁间隙为0.012~0.016mm(双面)。必要时还要采用复式导向结构2.材料厚度对冲压变形力的影响材料厚度与冲压变形力成正比关系。薄料冲裁件虽然因为回弹较大而使精度降低,但它的冲裁间隙较小,冲裁断面与表面比较垂直,而厚料的冲裁间隙较大,冲裁断面有明显的斜度并粗糙不平。......
2023-06-26

如果除此以外,人们还采纳了传统的问题视野以及由此而来的固定的学科划分(逻辑学、伦理学、美学……),那么,这一描述心理学所要探察的就是所有的行为:逻辑领域的认知性行为,道德的、艺术创造的、饮食的、社会的、宗教的行为,就是说,那些根据其规则特性与标准而在各个相应的学科中得到规定的行为。......
2023-12-02
相关推荐