特点 圆锥孔轴承可以直接装在有锥度的轴颈上,或者装在紧定套或退卸套的锥面上。图3-40 调心滚子轴承的径向游隙e用锁紧螺母安装此类轴承可以精确控制径向游隙减小量。图3-41所示是用锁紧螺母安装圆锥孔轴承。因锥面自锁,拧松锁紧螺母后,还须加一推力使轴承与锥面轴颈相脱开。图3-41 圆锥孔向心轴承的安装装拆较大型轴承时,常用活塞式加压装置,如图3-43所示。......
2023-06-26
(1)安装 通常内、外圈不可分的向心轴承,内圈与轴常采用较紧配合;外圈与座孔则采用较松配合。此时可用压力将轴承先压装在轴上,然后轴承连同轴一起装入轴承座孔内。压装时采用的装配套筒如图3-33所示。此套筒用软金属制成,如铜或软钢均可。a图所示套筒内径略大于轴径,外径略小于轴承内圈挡边。b图所示为轴承须同时装入轴上和座孔内时,在套筒和轴承端面之间加一压板。其孔径略大于轴径,外径略小于轴承外径。其作用是防止轴承外圈在座孔内挠曲或卡住。套筒上所施加的压力可以是机械的,也可以是液压的。但绝对不可直接锤击套圈端面。因为套圈属淬硬薄壁零件,锤击易产生表面裂纹。
(2)加热安装 安装过盈套圈所需加的力与轴承尺寸和配合过盈量的大小有关。对于过盈量较大的中、大型轴承,常采用加热安装的方法。热装前将轴承放入油箱均匀加热至80℃~100℃,然后从油中取出装在轴上。加热时轴承不应放在箱底,以防沉淀杂质进入轴承中。并应严格控制油温不得超过100℃。根据轴承批量大小还可采用其他电加热方法,如感应加热器、电热板和电炉等。
(3)拆卸 拆卸其内圈与轴较紧配合、外圈与座孔较松配合的不可分轴承时,先将轴连同轴承从轴承座孔中取出,然后再将轴承从轴上拆下。拆卸内外圈可分轴承时,先将轴连同内圈拆下,然后再将内圈从轴上拆下;外圈从轴承座孔内拆出,其过程如图3-34所示。轴承从轴上拆下或轴承内圈由轴上拆下可用压力机,如图3-35所示。也可用螺杆机构,如图3-36和图3-37所示。当外圈在座孔中配合较紧时,可用如图3-38所示的压力机构将外圈压出。
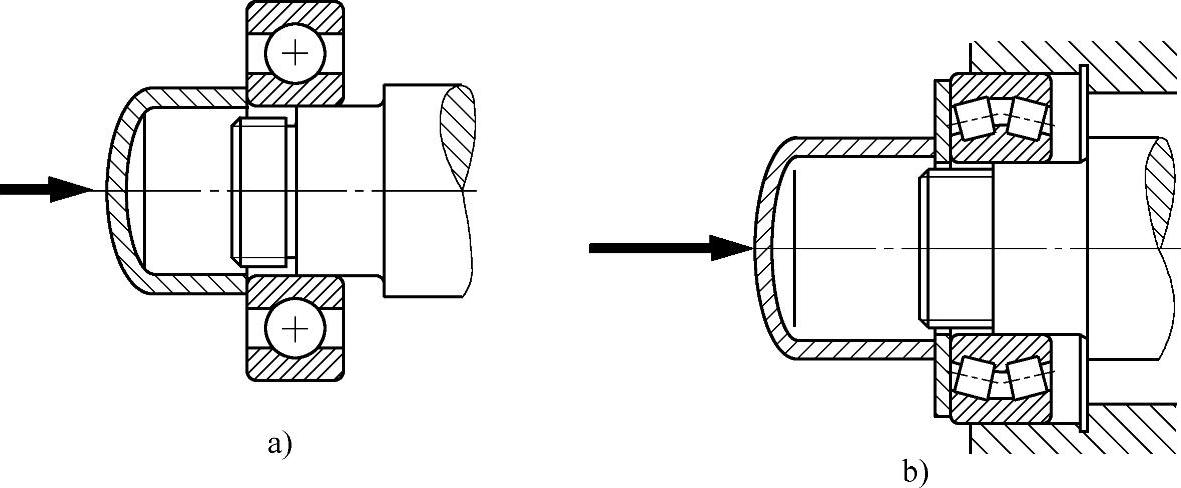
图3-33 装配套筒
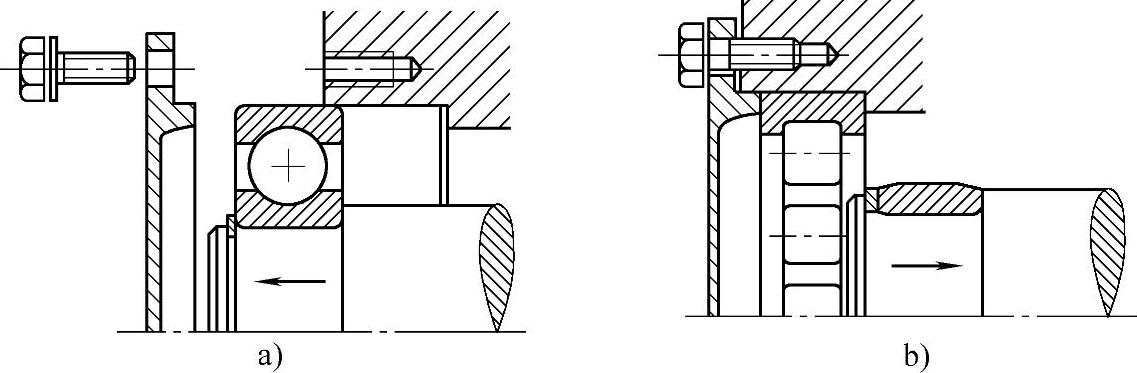
图3-34 轴承拆卸过程
a)拆卸不可分离型轴承 b)拆卸可分离型轴承
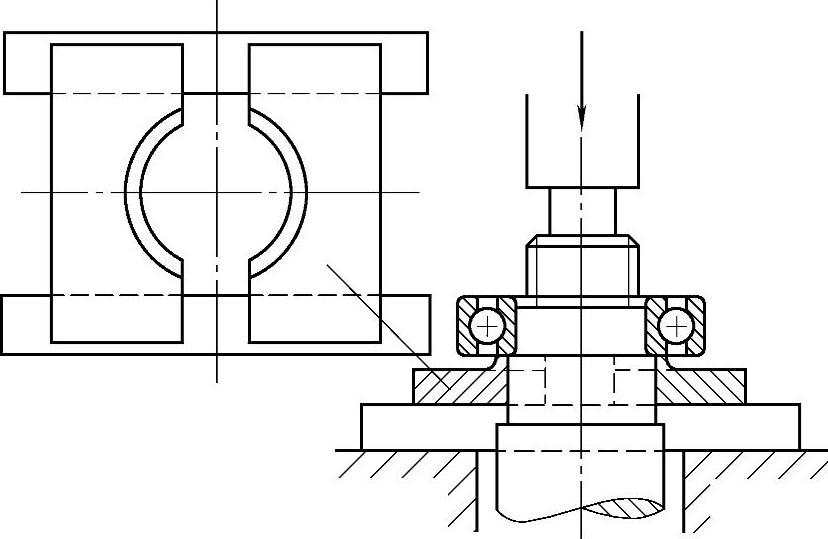
图3-35 压出轴的压力机构

图3-36 压出轴的螺杆机构
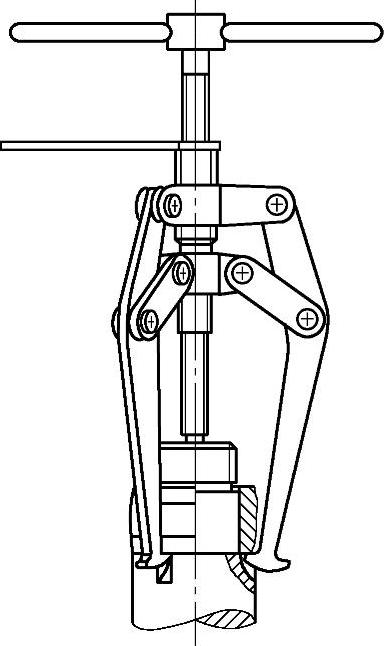
图3-37 拔出内圈的螺杆机构
(4)几项便于装卸的结构措施 在设计轴肩和轴承座孔的挡肩时,如果在轴肩和挡肩上加工有放置拆卸器卡爪的孔或槽,则装卸工作就方便多了。如图3-39所示,a图所示为在轴肩上加工有槽,可放置卡爪。b图所示为在轴承座挡肩上加工有螺钉孔,可放置拆卸用的顶压螺钉。c图所示是在轴承座挡肩上加工有槽,供压出轴承外圈时放置卡爪用。
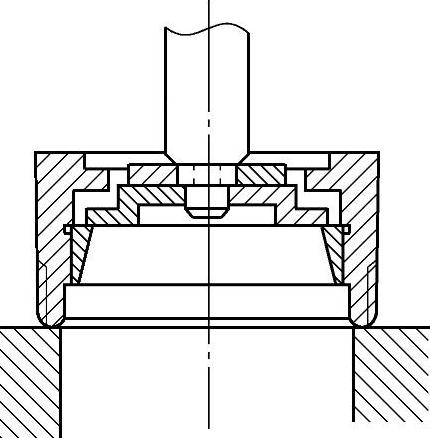
图3-38 用压力机压出轴承外圈
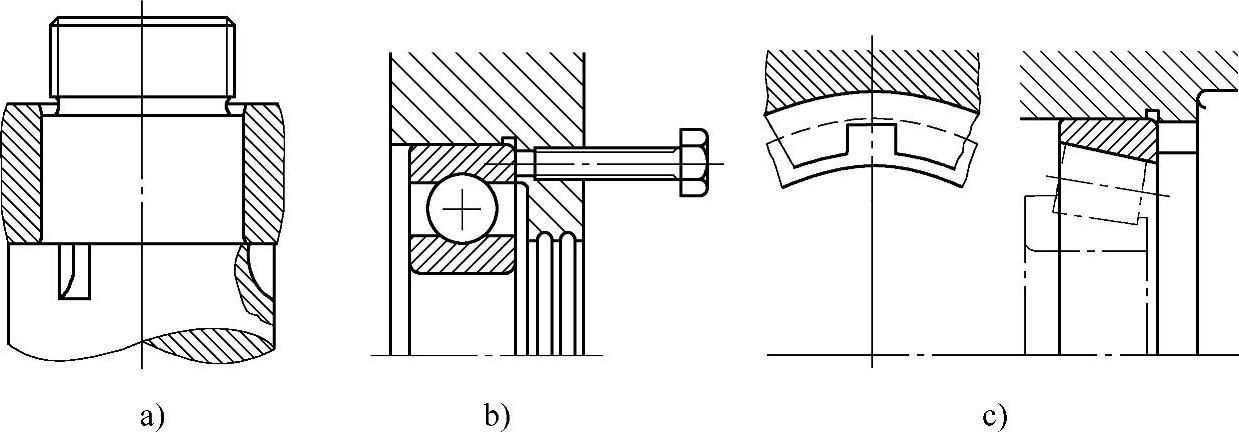
图3-39 几项便于装卸的措施
有关滚动轴承应用手册的文章

特点 圆锥孔轴承可以直接装在有锥度的轴颈上,或者装在紧定套或退卸套的锥面上。图3-40 调心滚子轴承的径向游隙e用锁紧螺母安装此类轴承可以精确控制径向游隙减小量。图3-41所示是用锁紧螺母安装圆锥孔轴承。因锥面自锁,拧松锁紧螺母后,还须加一推力使轴承与锥面轴颈相脱开。图3-41 圆锥孔向心轴承的安装装拆较大型轴承时,常用活塞式加压装置,如图3-43所示。......
2023-06-26

并且支承的刚性好,没有轴承卡死的问题,因此应用比较广泛。此时轴承已稍带预过盈。采用两对角接触球轴承组成两个单向限位支承。每个支承中的两个轴承呈串联、两个单向限位支承呈背对背安装方式。在特定条件下,当两个轴承外圈的轴向位置不能改变时,可以用放置在内圈与轴肩之间的调整环来调整内圈的轴向位置,以期达到调整轴承游隙的目的。......
2023-06-26
用前面学过的二维图形绘制方法,选择菜单栏中的“绘图”→“直线”命令以及“修改”工具栏中的“偏移”“镜像”“修剪”“延伸”等按钮绘制如图10-44所示的3个平面图形及辅助轴线。单击“修改”工具栏中的“环形阵列”按钮,将创建的滚动体,进行环形阵列,阵列中心为坐标原点,数目为10。单击“渲染”工具栏中的“隐藏”按钮,进行消隐处理后的图形如图10-43示。......
2023-11-02

单列圆柱滚子轴承由一个外圈、一个内圈、一个保持器和一组滚子组成。另外,内、外圈有挡边的圆柱滚子轴承可以承受一定量的轴向载荷。但由于没有保持器,滚子表面在轴承转动中互相摩擦,所以此类圆柱滚子轴承极限转速较低。图1-29 交叉圆柱滚子轴承a)轴向载荷传递 b)径向载荷传递 c)力矩传递交叉圆柱滚子轴承的优点是刚度大,可承受重载荷,占用空间小,轴承内孔大,能承受极重的双向轴向载荷、径向载荷和力矩。......
2023-06-26

也就是说,为了防止钢球和滚道之间打滑,可根据轴承设计和所用润滑剂的情况,选用比表列数值较高的轴向载荷。单列角接触球轴承只在可承受轴向载荷的一侧进行测量。......
2023-06-26
任务描述创建轴承座的半剖视图,如图5-3-1所示。图5-3-1轴承座任务实施在任务之中,轴承座由底板、顶板、圆柱筒和半圆凸台组成。工件主视图和俯视图均采用半剖视图。图5-3-8设置比例步骤3设置剖视图。步骤3调整轴线位置。......
2023-06-15

向心轴承在承受径向载荷Fr后,上半圈的滚动体不承受载荷,下半圈的滚动体承受载荷。图2 - 19 向心轴承中的弹性变形图2 - 20 向心轴承中的径向变位在图2-19中:ψ——各滚动体中心与最大载荷滚动体之间的夹角,ψ0=0°,,ψ2’,…对球轴承:对滚子轴承 t=1.1图2-21为轴承载荷分布图。每个滚动体载荷可以分解为两个分量,由力的平衡可得将式代入可得由上式可看出,Qmax与作用于轴承上的载荷Fr和滚动体数量z有关。......
2023-06-26

圆柱滚子轴承为分离型轴承,可以分别将内外圈装到轴上和外壳中,因而组装时只需把装齐的全套轴承推入外壳即可。然而要使安置在轴承套圈旁边的固定元件和密封元件不妨碍组装支承,为了便于分别安装和拆卸,圆柱滚子轴承的安装尺寸应符合表3-63和表3-64的规定。图3-25~图3-28为各类圆柱滚子轴承的安装尺寸。......
2023-06-26
相关推荐