定义智能制造是先进智能系统强化应用、新产品制造快速、产品需求动态响应,以及工业生产和供应链网络实时优化的制造。因此,也有一种观点认为这些战略规划就是在讲“智能制造”,这实际上过于泛化了,不利于理解智能制造的本质特征。关于该定义的解释如下:智能制造面向产品全生命周期而非狭义的加工生产环节,产品是智能制造的目标对象。智能制造技术的应用是针对制造系统的关键环节或过程,而不一定是全部。......
2023-06-23
下面讲解盒子(BOX.PRT)的过程。零件模型及模型树如图11.8.1所示。

图11.8.1 零件模型及模型树
Step1.在装配体中创建盒子(BOX.PRT)。选择下拉菜单
 命令;在系统弹出的“元件创建”对话框中,选中
命令;在系统弹出的“元件创建”对话框中,选中 选项组的
选项组的 单选项;选中
单选项;选中 选项组中的
选项组中的 单选项;在
单选项;在 文本框中输入文件名BOX,单击
文本框中输入文件名BOX,单击 按钮;在系统弹出的“创建选项”对话框中选中
按钮;在系统弹出的“创建选项”对话框中选中 单选项,单击
单选项,单击 按钮。
按钮。
Step2.激活盒子模型。
(1)在模型树中单击 ,然后右击,在系统弹出的快捷菜单中选择
,然后右击,在系统弹出的快捷菜单中选择 命令。
命令。
(2)选择下拉菜单 命令,系统弹出“复制几何”操控板,在该操控板中进行下列操作:
命令,系统弹出“复制几何”操控板,在该操控板中进行下列操作:
①在操控板中,先确认“将参照类型设置为组件上下文”按钮 被按下。
被按下。
②复制几何。在操控板中单击 按钮,系统弹出“参照”界面;选中
按钮,系统弹出“参照”界面;选中 复选框,然后在模型树中选取SECOND.PRT为参照模型;单击“完成”按钮
复选框,然后在模型树中选取SECOND.PRT为参照模型;单击“完成”按钮 。
。
Step3.在模型树中选择 ,然后右击,在系统弹出的快捷菜单中选择
,然后右击,在系统弹出的快捷菜单中选择 命令。
命令。
Step4.隐藏草图及曲线。在模型树区域选取 下拉列表中的
下拉列表中的 选项,在系统弹出的层区域中右击
选项,在系统弹出的层区域中右击 ,从系统弹出的快捷菜单中选取
,从系统弹出的快捷菜单中选取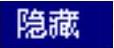 选项,此时完成骨架模型中的所有曲线及草图的隐藏。
选项,此时完成骨架模型中的所有曲线及草图的隐藏。
Step5.添加图11.8.2b所示的实体化特征──实体化1。选取图11.8.2a所示的曲面,选择下拉菜单 命令;定义实体化方向如图11.8.2a所示,并在操控板中单击“去除材料”按钮
命令;定义实体化方向如图11.8.2a所示,并在操控板中单击“去除材料”按钮 。
。
Step6.添加图11.8.3b所示的倒圆角特征──倒圆角1(将视图调整到系统默认方向)。选择下拉菜单 命令,选取图11.8.3a所示的边线为圆角放置参照,圆角半径值为5.0。
命令,选取图11.8.3a所示的边线为圆角放置参照,圆角半径值为5.0。
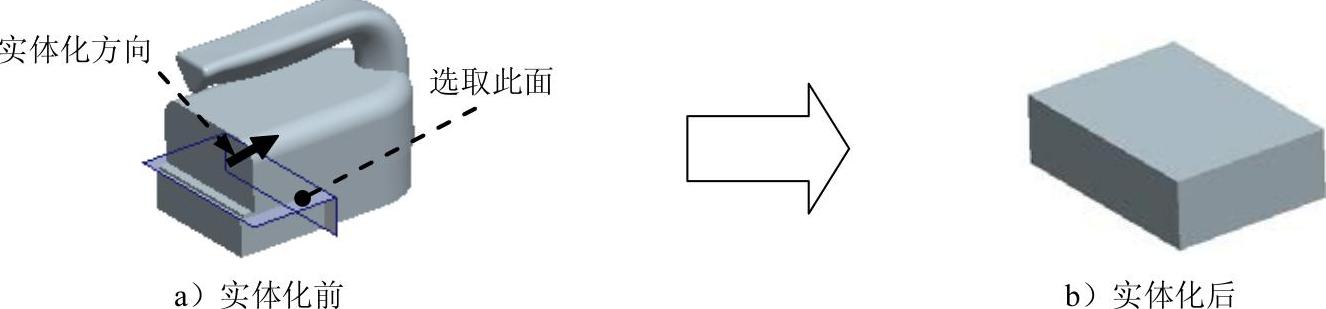
图11.8.2 实体化1
图11.8.3 倒圆角1
Step7.添加图11.8.4b所示的倒圆角特征──倒圆角2。选择下拉菜单
 命令;选取图11.8.4a所示的两条边链为圆角放置参照,圆角半径值为2.0。
命令;选取图11.8.4a所示的两条边链为圆角放置参照,圆角半径值为2.0。
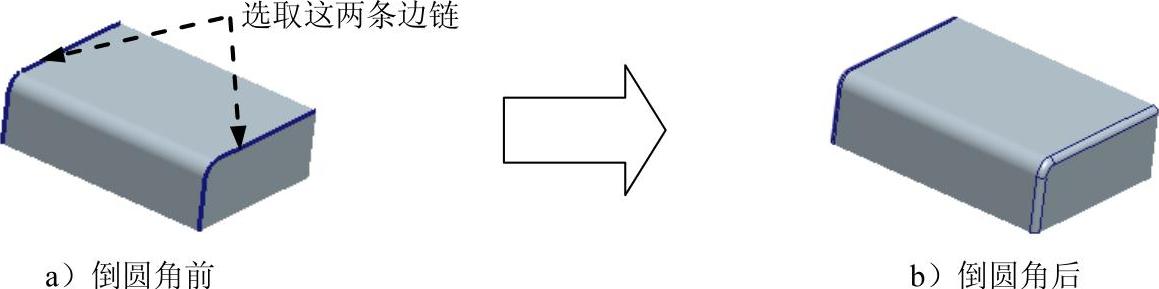
图11.8.4 倒圆角2
Step8.创建图11.8.5b所示的抽壳特征──壳1。选择下拉菜单
 命令;在绘图区选取图11.8.5a所示的面为移除面,输入厚度值2.0。
命令;在绘图区选取图11.8.5a所示的面为移除面,输入厚度值2.0。
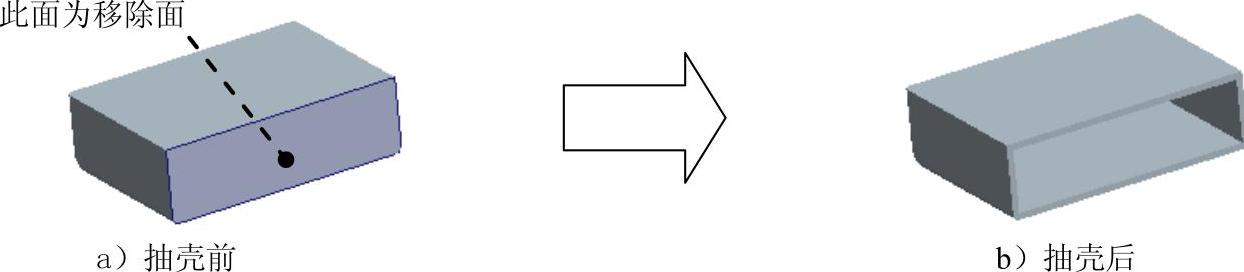
图11.8.5 壳1
Step9.创建图11.8.6所示的拉伸特征──拉伸1。选择下拉菜单

 命令;选取图11.8.7所示的面为草绘平面,选取ASM_TOP基准平面为参照平面,方向为
命令;选取图11.8.7所示的面为草绘平面,选取ASM_TOP基准平面为参照平面,方向为 ;绘制图11.8.8所示的截面草图;在操控板中选取深度类型为
;绘制图11.8.8所示的截面草图;在操控板中选取深度类型为 ,输入深度值6.0。
,输入深度值6.0。
说明:为了保证设计零件的可装配性,图11.8.8所示的截面草图是基于骨架模型中的草图而创建的,以下类似情况不再重述。
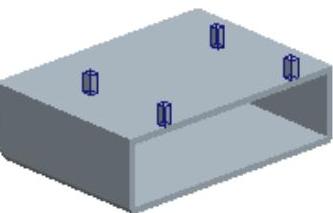
图11.8.6 拉伸1

图11.8.7 定义草绘平面
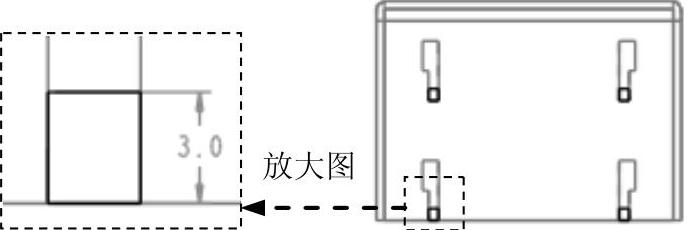
图11.8.8 截面草图
Step10.创建图11.8.9所示的拉伸特征──拉伸2。选择下拉菜单
 命令;选取图11.8.10所示的面为草绘平面,选取ASM_TOP基准平面为参照平面,方向为
命令;选取图11.8.10所示的面为草绘平面,选取ASM_TOP基准平面为参照平面,方向为 ;绘制图11.8.11所示的截面草图;在操控板中选取深度类型为
;绘制图11.8.11所示的截面草图;在操控板中选取深度类型为 ,输入深度值3.0。
,输入深度值3.0。
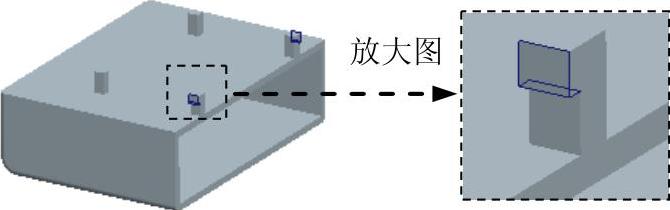
图11.8.9 拉伸2

图11.8.10 定义草绘平面
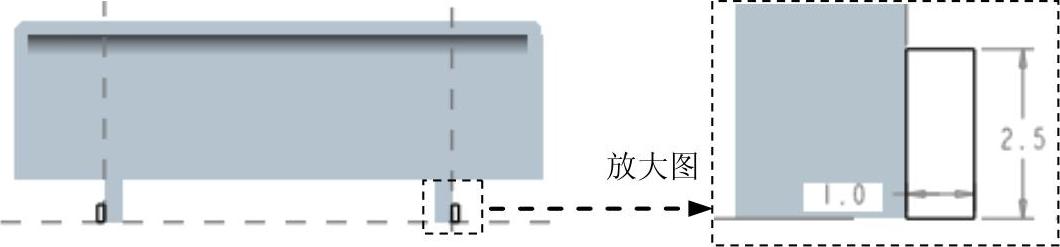
图11.8.11 截面草图
Step11.创建图11.8.12所示的拉伸特征──拉伸3。选择下拉菜单
 命令;选取图11.8.13所示的面为草绘平面,方向为
命令;选取图11.8.13所示的面为草绘平面,方向为 ,单击对话框中的
,单击对话框中的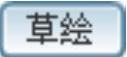 按钮,绘制图11.8.14所示的截面草图(用“使用边”命令
按钮,绘制图11.8.14所示的截面草图(用“使用边”命令 );在操控板中选取深度类型为
);在操控板中选取深度类型为 ,输入深度值3.0。
,输入深度值3.0。
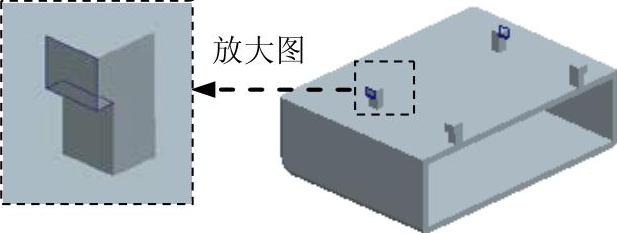
图11.8.12 拉伸3
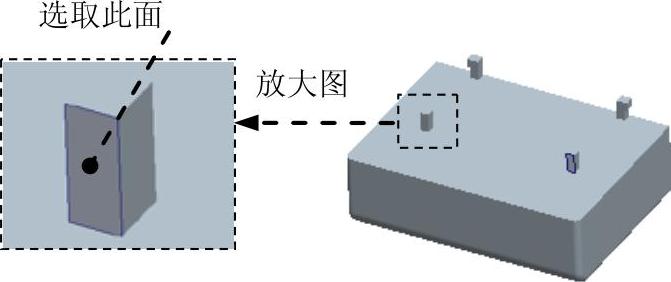
图11.8.13 定义草绘平面
图11.8.14 截面草图
Step12.创建图11.8.15b所示的倒角特征──倒角1。选择下拉菜单
 命令;选取图11.8.15a所示的四条边线为倒角参照,选取倒角方案为
命令;选取图11.8.15a所示的四条边线为倒角参照,选取倒角方案为 ,输入D值2.0。
,输入D值2.0。
Step13.创建图11.8.16所示的草绘特征──草绘1。单击工具栏中的“草绘”按钮 ,选取图11.8.17所示的面为草绘平面,选取ASM_TOP基准平面为参照平面,方向为
,选取图11.8.17所示的面为草绘平面,选取ASM_TOP基准平面为参照平面,方向为 ;绘制图11.8.16所示的草图。
;绘制图11.8.16所示的草图。
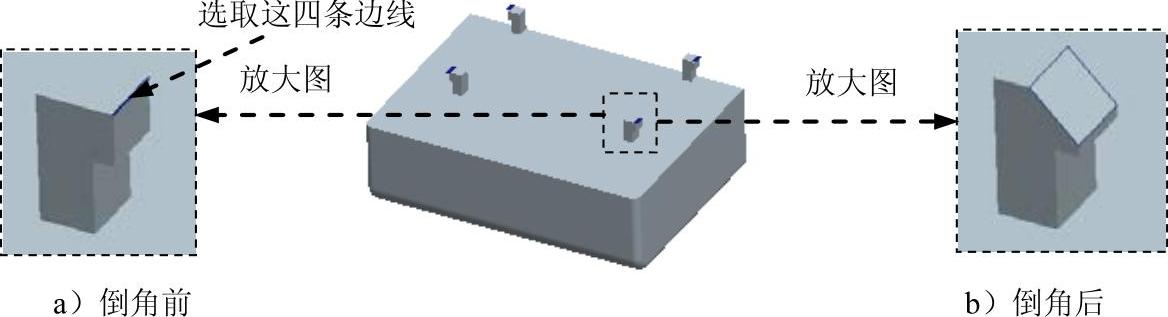
图11.8.15 倒角1
图11.8.16 草绘1
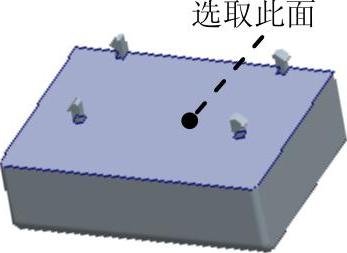
图11.8.17 定义草绘平面
Step14.创建图11.8.18所示的扫描特征──伸出项(标识2341)。
(1)选择下拉菜单 命令,系统弹出“伸出项:扫描”对话框。
命令,系统弹出“伸出项:扫描”对话框。
(2)定义扫描轨迹。在 菜单中选择
菜单中选择 命令,在绘图区选取图11.8.16所示的草绘1,单击“选取”对话框中的
命令,在绘图区选取图11.8.16所示的草绘1,单击“选取”对话框中的 按钮,定义扫描轨迹的起始方向如图11.8.19所示;在菜单管理器中选择
按钮,定义扫描轨迹的起始方向如图11.8.19所示;在菜单管理器中选择 命令。
命令。
(3)系统进入截面草绘环境,绘制图11.8.20所示的截面草图,完成后单击 按钮。
按钮。
(4)在弹出的 菜单管理器中选择
菜单管理器中选择 命令。
命令。
(5)单击“伸出项:扫描”对话框中的 按钮,完成伸出项(标识2341)的创建。
按钮,完成伸出项(标识2341)的创建。
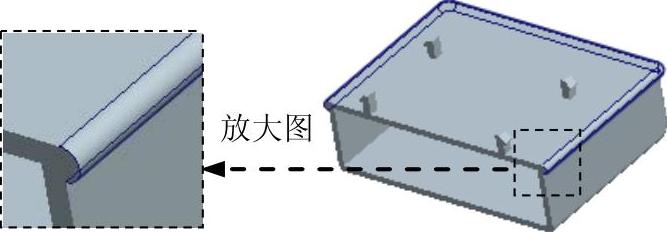
图11.8.18 伸出项(标识2341)
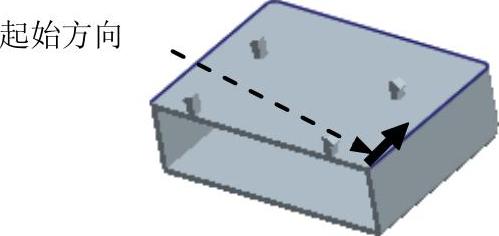
图11.8.19 定义起始方向
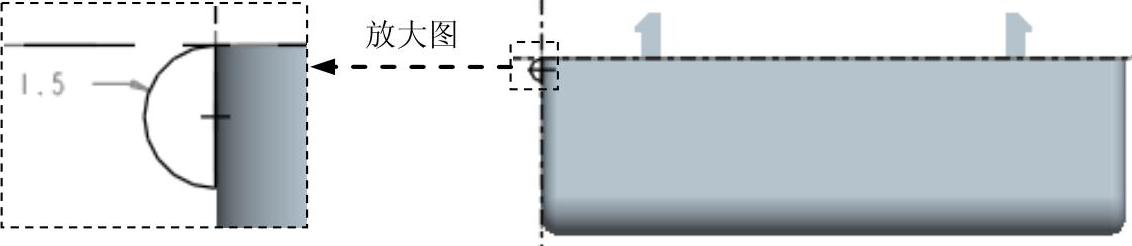
图11.8.20 截面草图
Step15.添加图11.8.21所示的阵列特征──阵列1/伸出项。在模型树中选取图11.8.18所示的伸出项,选择下拉菜单 命令;在操控板的
命令;在操控板的 界面中选中
界面中选中 单选项;在操控板中单击
单选项;在操控板中单击 按钮,在绘图区选取图11.8.22所示的边线,输入增量值3.0,在操控板中输入阵列数目值5,并按<Enter>键。
按钮,在绘图区选取图11.8.22所示的边线,输入增量值3.0,在操控板中输入阵列数目值5,并按<Enter>键。
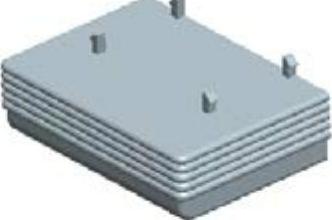
图11.8.21 阵列1/伸出项
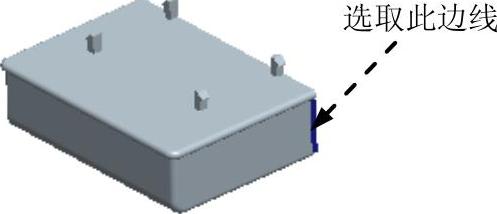
图11.8.22 定义阵列方向
Step16.保存模型文件。
有关Pro/ENGINEER中文野火版5.0曲面设计实例精解:(增值版)的文章

定义智能制造是先进智能系统强化应用、新产品制造快速、产品需求动态响应,以及工业生产和供应链网络实时优化的制造。因此,也有一种观点认为这些战略规划就是在讲“智能制造”,这实际上过于泛化了,不利于理解智能制造的本质特征。关于该定义的解释如下:智能制造面向产品全生命周期而非狭义的加工生产环节,产品是智能制造的目标对象。智能制造技术的应用是针对制造系统的关键环节或过程,而不一定是全部。......
2023-06-23

冷却水管用于感应器的冷却及连续淬火时提供淬火冷却介质。2)同时加热法的中频感应圈高度。有些内孔感应器和平面感应器还需加装导磁体。导磁体与有效圈之间应该绝缘,可以使用耐温200℃的树脂作为绝缘层,也可以用0.5mm厚度的云母片作为绝缘层。图2-56 导磁体、硅钢片的尺寸注:a=H+mm,H为感应器有效圈的宽度;c=a;b=(1~2)c。表2-46 常用中频感应加热感应器(续)......
2023-06-24

挤出制品对机头设计与制造的要求1)制品的尺寸精度。熔体在口模各处的流速、压力降均不相同,给机头的设计、制造、调试加大了难度。为防止收缩痕,应在模具设计中尽可能使壁厚均匀,加强筋的壁厚比本体减薄20%以上,让加强筋与本体冷却速度平衡,或在出现收缩痕的部位设置补偿性凸缘。挤出成型机头的设计原则1)机头内腔要呈流线型。......
2023-06-15
图10.9.1 零件模型及模型树Step1.在装配体中创建前轮01。图10.9.2 拉伸1图10.9.3 截面草图Step4.创建图10.9.4所示的实体旋转特征──旋转1。图10.9.7 倒圆角2Step7.创建图10.9.8b所示的抽壳特征──壳1。选择下拉菜单命令;在绘图区选取图10.9.8a所示的面为移除面,输入厚度值3.0。选择下拉菜单命令;选取图10.9.10所示的平面为草绘平面,选取ASM_TOP基准平面为参照平面,方向为;绘制图10.9.11所示的截面草图;选取深度类型为。图10.9.14 倒圆角3Step11.创建图10.9.15所示的拉伸特征──拉伸3。......
2023-06-26
图4.77所示的插装式液控单向阀,其控制油来自B 口。插装式二位换向阀用一个二位三通电磁换向阀作先导阀,控制插装组件控制油路的通断,即组成插装式二位二通换向阀,如图4.78 所示。上述插装式三位四通换向阀相当于普通O 型机能的三位四通电液换向阀。若改变先导阀的中位机能,也可使插装式换向阀的中位机能发生变化。......
2023-06-18
1.GB/T 191—2008 包装储运图示标志2.GB/T 2423.1—2008 电工电子产品环境试验 第1部分:试验方法 试验A:低温3.GB/T 2423.2—2008 电工电子产品环境试验 第2部分:试验方法 试验B:高温4.GB/T 2423.3—2006 电工电子产品环境试验 第2部分:试验方法 试验Cab:恒定湿热方法5.GB/T 2423.10—2008 电工电子产品环境试验 第......
2023-06-22

如图2-1所示,智能制造系统的整体架构可分为五层。控制系统主要包括适用于流程制造的过程控制系统、适用于离散制造的单元控制系统和适用于运动控制的数据采集与监控系统。图2-1智能制造系统架构3.PLM系统层它主要分为研发设计、生产和服务三个环节。......
2023-06-23

数字制造是实现智能制造的基础与手段,而智能制造是数字制造的提升。数字制造过程以信息处理为核心,而智能制造过程以智能学习与推理为核心。数字制造系统在环境异常或使用错误时无法正常工作,而智能制造系统则具有容错功能。......
2023-06-23
相关推荐