与湿切削相比,干切削刀具的工作条件更为恶劣,对刀具的要求也就更严格,如图3-18所示。图3-18 干切削加工对刀具的要求1)刀具应具有优异的耐高温性能。3)干切削刀具的结构要保证排屑方便快捷,以减少热量堆积。5)干切削刀具安装要安全可靠。......
2025-09-29
1.加工零件的特点
采用线切割加工的零件一般具有以下特点:
1)品种多,批量大小不定。
2)具有薄壁、窄槽、异形孔等复杂结构图形。
3)不仅有直线和圆弧组成的图形,还有阿基米德螺旋线、抛物线、双曲线等特殊曲线图形。
4)图形大小和材料厚度常有很大的差别;技术要求高,特别是在加工精度和表面质量方面有着不同的要求。
2.加工实例
图7-27所示为喷丝板异形孔的几种孔形。其孔形特殊、细微、复杂,图形外接参考圆的直径在1mm以下,深径比达20以上,缝宽为0.08~0.1mm。孔的一致性要求很高,加工精度在±0.005mm以下,表面粗糙度值小于Ra0.4μm。喷丝板的材料是不锈钢1Cr18Ni9Ti。在加工中,为了保证高精度和小表面粗糙度值的要求,可采取以下措施:
1)正确加工穿丝孔。用细钼丝作电极在电火花成形机床上加工细小的穿丝孔。穿丝孔在异形孔中的位置要合理,一般选择在窄缝的相交处,以便于校正和加工。穿丝孔的垂直度也有一定的要求,应在0.5mm高度内。穿丝孔壁与上、下平面的垂直度应不大于0.01mm,否则会影响电极丝与工件穿丝孔的正确定位。
2)保证一次加工成形。当线电极进、退轨迹重复时,应当切断脉冲电源,使得异形孔各槽能一次加工成形,有利于保证缝宽的一致性。
3)选择合适的线电极直径。电极丝直径应根据异形孔缝宽来选定,通常采用直径为0.035~0.10mm的电极丝。(https://www.chuimin.cn)
4)确定合理的电极丝线速度。实践表明,对快走丝线切割加工,当线速度在0.6m/s以下时,加工不稳定;当线速度为2m/s时,工作稳定性显著改善;线速度提高到3.4m/s以上时,工艺效果变化不大。因此,目前线速度常用0.8~2.0m/s。
5)保持电极丝运动稳定。利用宝石限位器保持电极丝运动的位置精度。
6)线切割加工参数的选择。可选择的电参数如下:空载电压峰值为55V,脉冲宽度为1.2μs,脉冲间隔为4.4μs,平均加工电流为100~120mA。采用快走丝方式,走丝速度为2m/s,电极丝为φ0.05mm的钼丝,工作液为油酸钾乳化液。
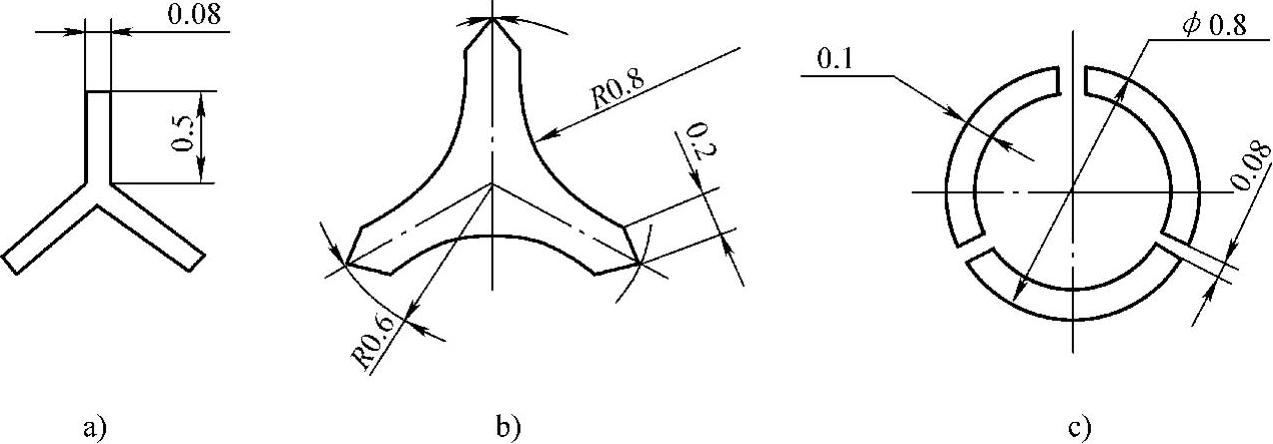
图7-27 喷丝板异形孔的几种孔形
a)三叶形 b)变形三角形 c)中空形
电火花线切割一般只用来切割型孔,即用于切割二维曲面,不能加工立体曲面(三维曲面)。然而对于一些由直线组成的三维直纹曲面,如螺纹面、双曲面以及一些特殊表面等,用电火花线切割加工仍是可以实现的,这时只需增加一个数控回转工作台附件,工件装在用步进电动机驱动的回转工作台上,采取数控移动和数控转动相结合的方式编程,用θ角方向的单步转动来代替Y轴方向的单步移动,即可完成这些加工工艺。图7-28所示为工件转动θ角和X、Y两轴或三轴联动加工多维复杂曲面实例的示意图。
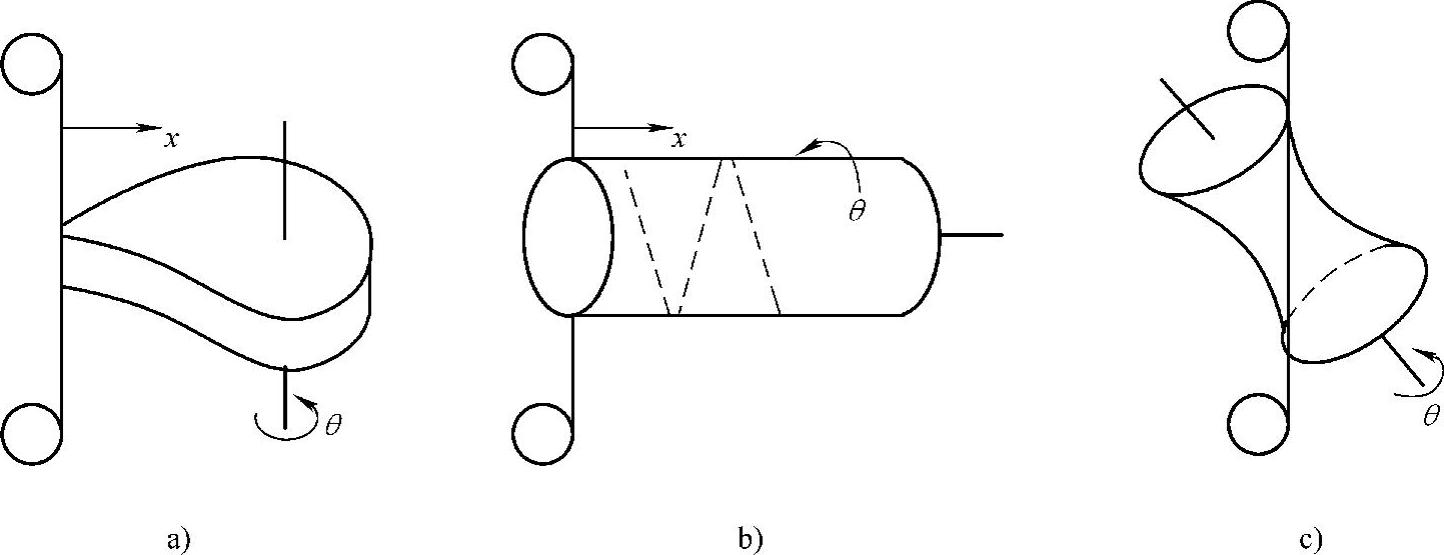
图7-28 电火花线切割加工直纹曲面
a)加工平面凸轮 b)加工螺旋面 c)加工双曲面
相关文章

与湿切削相比,干切削刀具的工作条件更为恶劣,对刀具的要求也就更严格,如图3-18所示。图3-18 干切削加工对刀具的要求1)刀具应具有优异的耐高温性能。3)干切削刀具的结构要保证排屑方便快捷,以减少热量堆积。5)干切削刀具安装要安全可靠。......
2025-09-29
通常情况下,低压触电急救法是指触电者的触电电压低于1000V的急救方法。这种急救法的关键是让触电者迅速脱离电源,然后再进行救治。......
2025-09-29

由此可见,冷轧管机对于轧制工具材料的选择是非常严格的,而且对轧制工具的机械加工和热处理的工艺要求也同样非常严格。此外,对于轧制工具的表面粗糙度的要求也很高。通常要求轧辊孔型的表面粗糙度必须达到Ra0.2~0.4。目前,有多种不同结构的孔型加工机床。最后一道工序是孔型的表面及芯棒的表面抛光,以使其达到使用要求。关于制作轧辊孔型和芯棒的材料,目前还没有统一的可靠的标准,但常用的有GCr15和H13。......
2025-09-29

图3-25万能拉伸冷拔生产机3.3.2冷拔产品的刮削钢管冷拔生产后,经过校直、锯切出需要的成品长度,送到由美国进口的5m内孔刮削滚光加工机床,进行内孔切削加工。......
2025-09-29

数控系统与计算机存储卡在线加工是以存储卡为存储介质,通过系统的第4I/O通道从存储卡上直接读取加工程序,进行DNC在线加工。2)将加工程序拷贝至存储卡内,可以一次拷贝多条程序。图7-60 FANUC系统的存储卡在线加工上述5步是通过启动自动操作实现存储卡在线加工的,除此之外还可指定M198子程序调用命令,由系统中主程序调用存储卡中的子程序实现在线加工。......
2025-09-29

学术界和工业界普遍认为,前传的时间同步精度要求在5G以上为+/-100 ns。因此,最小化非对称延迟的影响是实现超高精度时间同步的关键。为了解决上述问题,我们提出了一种基于深度强化学习的路由优化方案,来减少非对称延迟对前端时间同步精度的影响。我们的实验测试表明,Deep-TSR在减少非对称延迟方面具有出色的性能,并且在基于云的光与无线网络测试平台上Deep-TSR优于通用的机器学习方法[9]。......
2025-09-29
在特殊情况下,在不断气、断电的情况下进行可达性差的结构焊接时,应向上级主管安全部门申请,经他们研究批准后方可施工。6)水下可达性差的结构焊接时,必须严格遵守《水下焊接与切割中的安全技术》标准及有关潜水规定。4)可达性差的结构焊接时,要对焊接现场尽量实行隔离。......
2025-09-29
相关推荐