荔枝湖水浅,循环流量大,混合较快,通过质量守恒原理[7,8]建立分湖富营养化TP串联模型。假定降雨后箱涵溢流充满全湖,选取全湖平均TP为0.20mg/L作为设计初值。计算表明四分湖水质均达到Ⅳ类治理目标需要3.05d,也就是说大雨期时管网溢流造成湖水水质恶化后,通过差不多一次半湖水循环运行基本能达到Ⅳ类景观水治理目标。......
2023-06-26
由于线电极的直径和放电间隙的关系,在工件切割面的交接处,会出现一个高出加工表面的高线条,称之为突尖,如图7-20所示。这个突尖的大小决定于线径和放电间隙。快速走丝的加工中,用细的线电极加工,突尖一般很小;而在慢速走丝加工中突尖就比较大,必须将它去除。下面介绍几种去除突尖的方法。
1)利用拐角的方法。凸模在拐角位置的突尖比较小,选用图7-21所示的切割路线,可减少精加工量。切下前要将凸模固定在外框上,并用导电金属将其与外框连通,否则在加工中不会产生放电。
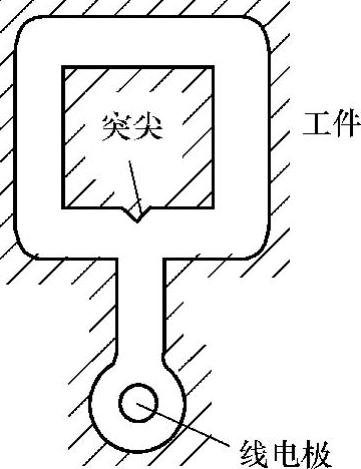
图7-20 突尖
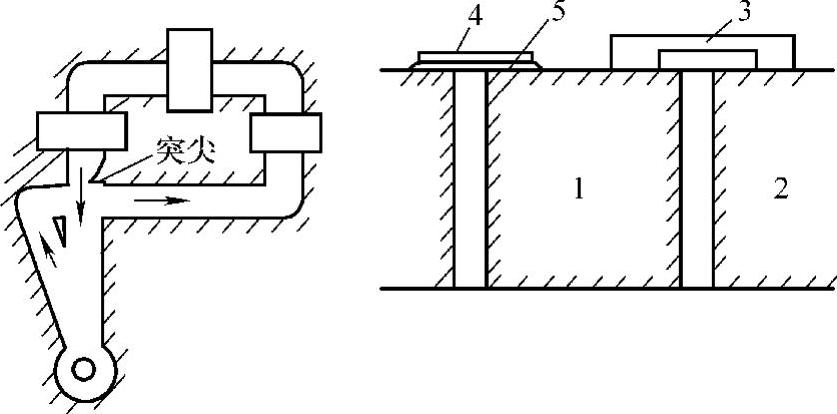
图7-21 利用拐角去除突尖
1—凸模 2—外框 3—短路金属 4—固定夹具 5—粘结剂
2)切缝中插金属板的方法。将切割要掉下来的部分用固定板固定起来,在切缝中插入金属板,金属板长度与工件厚度大致相同,金属板应尽量向切落侧靠近,如图7-22所示。切割时应往金属板方向多切入大约一个电极丝直径的距离。
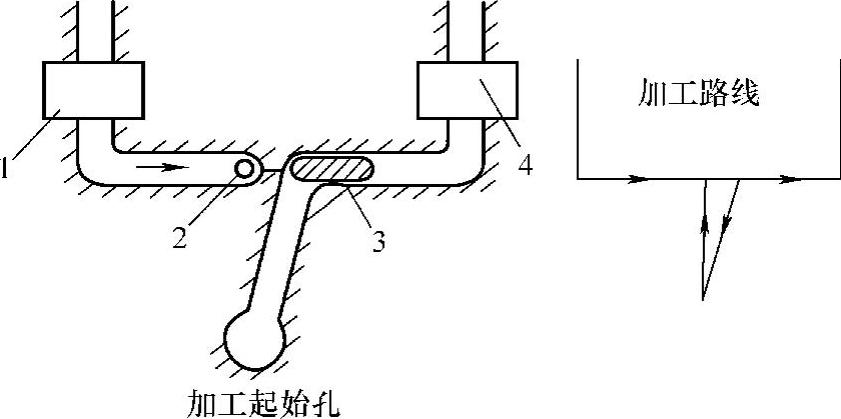
图7-22 插入金属板去除突尖
1—固定夹具 2—电极丝 3—金属板 4—短路金属
3)用多次切割的方法。工件切断后,对突尖进行多次切割精加工。一般分三次进行,第1次为粗切割,第2次为半精切割,第3次为精切割。也可采用粗、精二次切割法去除凸尖,如图7-23所示。切割次数的多少,主要由加工对象精度要求的高低和突尖的大小来确定。
改变偏移量的大小,可使线电极靠近或离开工件。第1次比原加工路线增加大约0.04mm的偏移量,使线电极远离工件开始加工,第2次、第3次逐渐靠近工件进行加工,一直到凸尖全部被去除为止。一般为了避免过切,应留0.01mm左右的余量供手工精修。
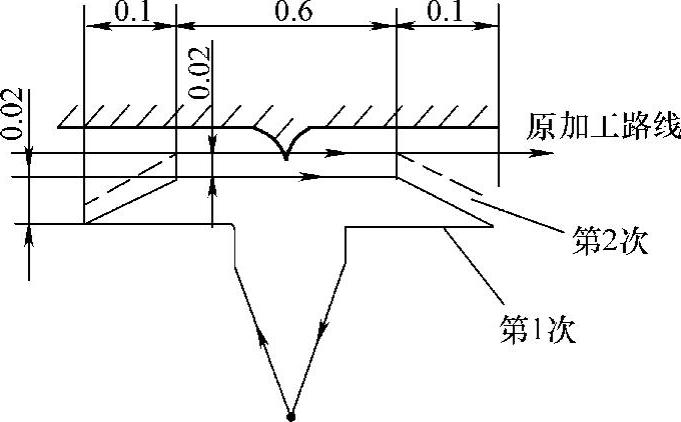
图7-23 二次切割去除凸尖的路线
有关数控机床加工工艺入门与提高的文章

荔枝湖水浅,循环流量大,混合较快,通过质量守恒原理[7,8]建立分湖富营养化TP串联模型。假定降雨后箱涵溢流充满全湖,选取全湖平均TP为0.20mg/L作为设计初值。计算表明四分湖水质均达到Ⅳ类治理目标需要3.05d,也就是说大雨期时管网溢流造成湖水水质恶化后,通过差不多一次半湖水循环运行基本能达到Ⅳ类景观水治理目标。......
2023-06-26

图3-1-11 钎料-母材-钎剂系统平衡时的界面张力去除氧化膜最有效的方法是采用钎剂。钎剂的作用,除能清除母材表面氧化物使σSF增大外,也能减小液态钎料的界面张力σLF。另一方面,钎剂中若存在重金属化合物,根据Gibbs的观点,可以得出在液态钎剂和液态钎料、固体母材之间,会发生钎剂中的金属离子的传质过程。因此,施加钎剂可显著提高钎料的润湿性。......
2023-06-26

图8.5.1 模型及模型树Step2.激活上盖模型。在绘图区选取图8.5.2a所示的面组,选择下拉菜单命令;在操控板中按下“去除材料”按钮,并单击按钮调整去除材料的方向,使其方向如图8.5.2a所示。选择下拉菜单命令;在绘图区选取图8.5.3a所示的面为移除面,输入厚度值0.5。Step19.创建图8.5.26所示的拉伸特征──拉伸8。选择下拉菜单命令;选取图8.5.28a所示的圆柱体的侧面为要拔模的面;选取ASM_TOP基准平面为拔模枢轴平面,在操控板中输入拔模角度值1.0。......
2023-06-26

溶剂精制的作用相当于从润滑油原料中抽出其中非理想组分,所以这一过程也叫溶剂抽提或溶剂萃取。(三)溶剂精制的主要工艺条件溶剂用量,常以溶剂比表示。通常抽提温度应低于临界温度10℃左右,并使塔顶和塔底有一定的温度梯度,以使溶剂有足够的溶解能力和较好的选择性,以保证精制油的收率高,含理想组分多,质量好。......
2023-06-30

但自来水在消毒处理时,为了抑制细菌的再度繁殖,需在自来水管网中维持少量游离性余氯。Na2SO3的脱氯反应为Na2SO3具有较强的还原性,除与次氯酸反应外,还能与水中的溶解氧发生反应。反应式如下所以用Na2SO3处理自来水,会起到脱氯和脱氧的双重效果。......
2023-06-19

中文名 尖尾滨鹬拉丁名 Calidris acuminata英文名 Sharp-tailed Sandpiper分类地位形目鹬科体长 16~23cm体重 48~114g野外识别特征 小型涉禽,喙黑褐色,略下弯,脚黄绿色,尾较其他滨鹬尖长。成鸟冬羽似夏羽,但头顶的棕红色较淡,眉纹较明显,耳区色暗,体侧无黑褐色“V”字形斑,胸部微缀褐纹或形成黑褐色胸带。常单独或成小群活动,也与其他鹬类混群,飞行时起飞迅速且成密集而有规律的群体。......
2023-11-03
图3-26垂尾前缘组件结构分解垂尾翼尖组件也由内部的铝合金骨架与外部的蒙皮外形组成。另外,整个垂尾前缘翼尖组件上的蒙皮壁板均采用复合材料制造。为了达到前缘与翼尖组件之间的装配安装位置准确度,从而满足垂尾的整个气动外形协调要求。从垂尾前缘组件的结构关系可以看出,前缘辅梁通过外缘型面及加强筋平面与其他所有前缘结构件存在连接关系,各肋与相关蒙皮壁板之间存在连接关系,而这些连接之间具有配合协调准确度要求。......
2023-07-18
此节所问,前一段已自说得分晓,末后却是自生迷惑,说得支离,及有“本来面目未达一间”之疑,都是自私自利、将迎意必之为病。去此病,自无此疑矣。去除了这个弊端,就不会再有疑惑了。陆澄此问,就是尚未好好实践,一心想在知解上要求索个万无一失的方法,其实正是意志不纯粹的结果,因此阳明批评他有自私自利、刻意追求之病。......
2023-11-21
相关推荐