3)工件的装夹位置要能满足加工行程的需要,方便工件的找正;工作台移动时不得与丝架发生干涉。图7-10 工件的固定4)装夹时夹紧力要均匀,不得使工件变形或翘起。......
2023-06-26
在线切割前,应将电极丝调整到切割的起始坐标位置上,其调整方法有以下三种。
1.目测法
如图7-14所示,目测法利用穿丝孔处划出的十字线为基准,沿划线方向直接目测或借助于2~8倍的放大镜来观察电极丝与基准线的相对位置,根据两者的偏离情况调整移动工作台。当电极丝中心分别与纵、横方向基准线重合时,根据工作台纵、横方向的读数就确定了电极丝中心的位置。
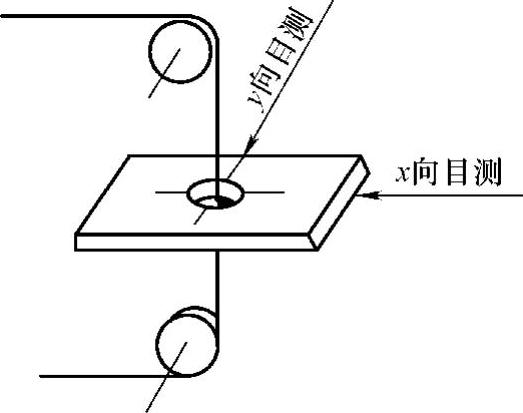
图7-14 目测法
2.火花法
如图7-15所示,火花法通过移动工作台,使工件的基准面逐渐靠近电极丝,利用电极丝与工件在一定间隙时发生火花放电的瞬时,记下拖板的相应坐标值来推算电极丝中心坐标。此法简便、易行,但因电极丝易抖动而会出现误差;放电还会损伤工件的基准面;同时,电极丝逐渐逼近基准面产生的放电间隙与正常切割产生的放电间隙不完全相同也会产生误差。
3.自动找中心法
此法是通过电极丝与工件的短路信号来自动确定电极丝的中心位置的。这种方法常用于数控功能较强的线切割机床。具体操作为:移动横向床鞍使电极丝与孔壁相接触,记下坐标值x1,反向移动床鞍至另一导通点,记下相应坐标值x2,将拖板移至两者绝对值之和的一半处,即线电极中心的X坐标值为(x1+x2)/2;同理也可得到了y1和y2。基准孔中心与线电极中心相重合的Y坐标值为(y1+y2)/2,如图7-16所示。当误差达到所要求的允许值之后,找中心就结束了。
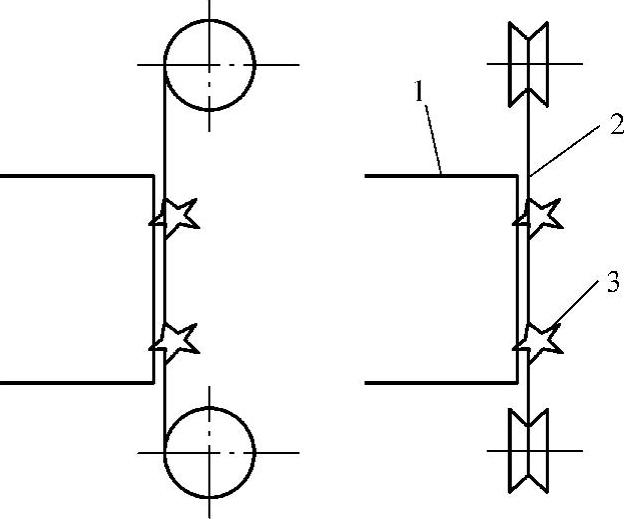
图7-15 火花法校正电极丝位置
1—工件 2—电极丝 3—火花
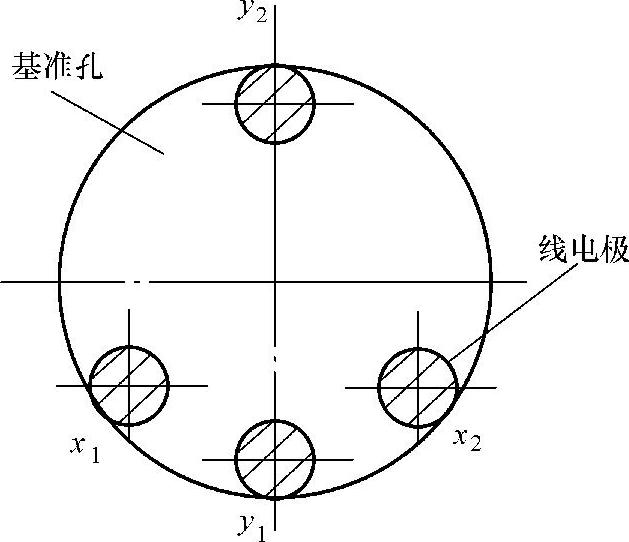
图7-16 自动找中心
有关数控机床加工工艺入门与提高的文章

3)工件的装夹位置要能满足加工行程的需要,方便工件的找正;工作台移动时不得与丝架发生干涉。图7-10 工件的固定4)装夹时夹紧力要均匀,不得使工件变形或翘起。......
2023-06-26

在技师组装车辆时,他会寻找校正问题的迹象,并进行适当的调整。一些车店拥有非常好的校正台和装置,能够精确测量并将车架按照非常严格的标准进行校正。要记住,如果损伤很严重,可能无法修复,而且并不是所有类型的车架都能进行校正处理。尽管用于组装这些车架的树脂异常强大,但是它们并不是冷加工的,只能由制造厂商重新校正或修复。车轮循迹性 这项校正检查用于确定前后轮是否遵循同一条线。......
2023-08-30

微分(超前)校正环节的数学模型为,其伯德图如图12-11所示。图12-11 微分校正环节的伯德图1.校正原理使校正环节的两个转折频率[1/T和1/(αT)]分别位于原系统剪切频率ωc的两侧,则校正后系统的幅频曲线在ωc附近的那一段将上移,幅值裕量将增加。......
2023-06-15

马秦山的左侧是乌沙门,右侧就是茫茫的东海。由于海上交通及渔业生产的良好条件,宋代的马秦山也是昌国县经济发展较早的地区,当地还设有专司酿酒的“马秦坊”,这说明马秦山当时户口数量与诸大岛相匹敌。因此,酒坊的建立,也说明古马秦山当时的农业、手工业生产水平较高,海运业初具规模。综上所述,宋代的马秦山,已经是浙东“海上丝绸之路”的重要驿站,也是渔业基地,舟山较早的佛教传播地,且有良好的经济发展基础。......
2023-11-21

对设备等被测目标进行红外检测的方法,可分为两大类,即被动式和主动式,对于主动式的检测又可分为单面法和双面法;进行检测时,被测目标被加热的过程也可分成为稳态和非稳态两种,分述如下。若被测物内部有裂纹、孔洞、脱粘等缺陷,则内外部进行热交换的热流将受到缺陷阻碍,其相应表面就会产生温度的变化,与无缺陷相应的表面相比则形成温度梯度。......
2023-06-27

利用相机获取的纸币图像通常都会有一定程度的倾斜,在进行特征提取和鉴别之前,需要对拍摄的纸币图像进行倾斜校正。因此,本节采用一种更加快速和直接的倾斜校正方法,该方法利用PCA算法直接计算纸币图像的倾斜角度,然后通过一次旋转即可实现纸币图像的倾斜校正。将采集的纸币图像逆时针旋转θ角度,即可获得倾斜校正后的图像。......
2023-06-29

无损检测分类见表7-83。5)在实体铸件上检测时,应选有代表性的部位定点检测。6)检测时校正试块与被测试件的温度差不宜超过30℃。......
2023-06-24

取滞后部分第二个转折频率为则有,则T2=100,由此可得,滞后—超前校正装置的传递函数为其伯德图,如图6-11中Lc和φc所示。图6-11例6-3系统串联滞后—超前校正伯德图......
2023-06-28
相关推荐