图5-18 基准的种类2)工艺基准。在制造工艺过程中采用的基准称为工艺基准。是产品装配时用来确定零件或部件在机器中的相对位置所用的基准。是在加工中用作定位的基准。当毛坯进入机械加工的第一道工序时,只能用毛坯上未经加工的表面作基准,称为粗基准。但有些工件为了装夹方便、定位稳定或易于实现基准统一,常常人为地设置一种定位基准,这种基准就是辅助基准。......
2023-06-28
1.对工件装夹的基本要求
线切割加工对工件装夹提出了一些基本要求:
1)工件的装夹基准面应清洁、无毛刺,经过热处理的工件,要在穿丝孔或凹模类工件扩孔的台阶处清理干净残渣及表面氧化膜。
2)夹具精度要高,至少能用工件的两个侧面固定在夹具上,如图7-10所示。
3)工件的装夹位置要能满足加工行程的需要,方便工件的找正;工作台移动时不得与丝架发生干涉。
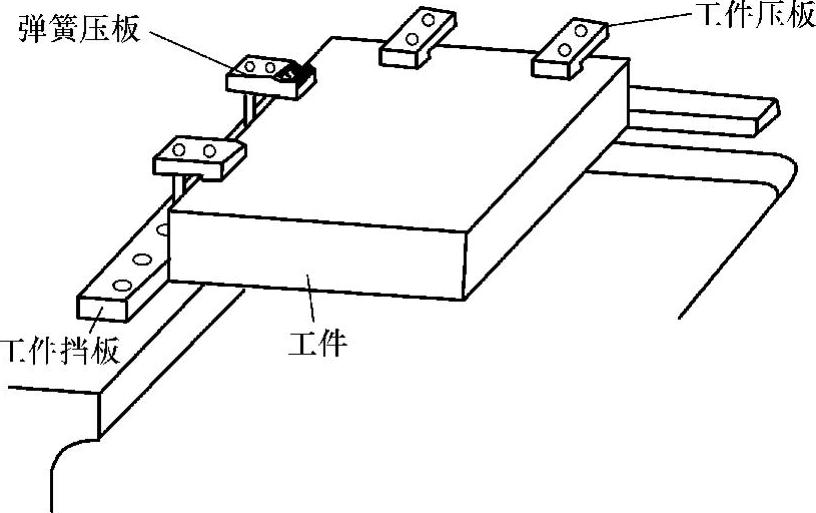
图7-10 工件的固定
4)装夹时夹紧力要均匀,不得使工件变形或翘起。
5)装夹困难的细小、精密、薄壁工件,可采用图7-11所示的辅助夹具或自切割定位方式。
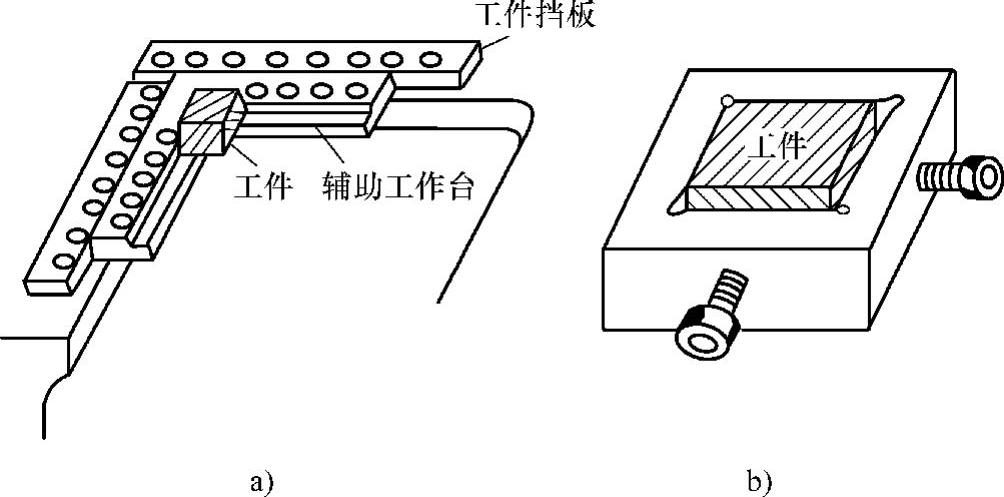
图7-11 辅助工作台和夹具
a)辅助工作台 b)夹具
2.工件的装夹
在一般情况下,电火花线切割加工的工件在工作台上定位后,用压板和螺钉压紧即可,如图7-11所示。为了适应各种形状工件加工的需要,还可以使用磁性夹具、旋转夹具或分度夹具等。
3.工件位置的校正调整
在装夹工件时,为使工件的定位基准面分别与机床的工作台面和工作台的进给方向X、Y保持平行,确保所切割的表面与基准面之间的相对位置精度,必须进行校正调整。常用校正调整的方法有下面两种。
(1)用百分表找正如图7-12所示,用磁力座将百分表固定在丝架上或其他位置上,百分表的头与工件基面接触,往复移动工作台,按百分表指示值调整工件位置,直至百分表指针的偏摆范围达到所要求的数值。需注意的是,找正应在相互垂直的三个方向上进行。
(2)划线法找正工件待切割图形与定位机床相互位置要求不高时,可采用划线法找正(图7-13)。利用固定在丝架上的划针对正工件上划出的基准线,往复移动工作台,目测划针、基准面的偏离情况,将工件调整到正确位置。该法也可以在表面质量较差的基准面校正时使用。

图7-12 百分表校正
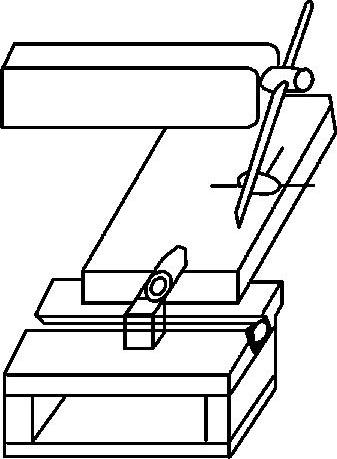
图7-13 划线法校正
有关数控机床加工工艺入门与提高的文章

图5-18 基准的种类2)工艺基准。在制造工艺过程中采用的基准称为工艺基准。是产品装配时用来确定零件或部件在机器中的相对位置所用的基准。是在加工中用作定位的基准。当毛坯进入机械加工的第一道工序时,只能用毛坯上未经加工的表面作基准,称为粗基准。但有些工件为了装夹方便、定位稳定或易于实现基准统一,常常人为地设置一种定位基准,这种基准就是辅助基准。......
2023-06-28

自定心卡盘的精度较低,工件夹紧后的径向圆跳动误差为0.08mm左右。图12-8 自定心卡盘装夹工件a)反爪装夹 b)反撑装夹自定心卡盘使用时可根据工件直径调换卡爪方向,如图12-8所示。自定心卡盘是通过法兰盘装到磨床主轴上的,法兰盘结构随磨床主轴不同而不同。使用自定心卡盘时应注意以下几点:1)经常保持平面螺纹与卡爪啮合处的清洁。图12-11 工件在自定心卡盘上校正a)套类工件校正 b)盘类工件校正......
2023-06-28

在线切割前,应将电极丝调整到切割的起始坐标位置上,其调整方法有以下三种。当电极丝中心分别与纵、横方向基准线重合时,根据工作台纵、横方向的读数就确定了电极丝中心的位置。......
2023-06-26

根据加工的具体情况不同,工件在机床上装夹一般有三种方式:直接找正装夹、划线找正装夹和用夹具装夹。图2-5所示的钻模是专用夹具的一个例子,从图中可以看出,工件以其内孔套在夹具定位销上,用螺母和压板夹紧工件,钻头通过钻套引导,在工件上钻出孔来。图2-5 用夹具装夹工件1—夹具体 2—定位销 3—钻套 4—工件......
2023-06-26

②将主轴转速调至低速状态,并启动车床。用四爪单动卡盘装夹工件如图2.12所示,四爪单动卡盘的每个卡爪均可单独调整,主要用于装夹方形、椭圆形或不规则形状的工件。四爪卡盘比三爪卡盘夹紧力大,也可用于大尺寸圆柱形工件的装夹。图2.12四爪卡盘用四爪卡盘装夹工件的基本步骤如下:①打开卡爪,使两相对卡爪间的距离稍大于工件直径。同时,要用平衡块平衡工件和直角板的质量,以防止旋转时产生振动。......
2023-06-27

选择封装元件,然后在图形窗口中右击以访问“定向模式”快捷菜单。4)通过“移动”对话框来辅助调整封装元件的位置,调整好封装元件的位置后,单击“确定”按钮。2.固定封装元件的位置随着设计的进行,由于额外自由度的存在,封装元件子项的放置可能不能按原计划保留。系统将在封装元件的当前位置处完全约束它。用户也可以将固定的封装元件取消其固定位置。......
2023-11-08

单动卡盘有正爪、反爪和反撑三种装夹方法。用单动卡盘装夹可以达到很高的定心精度,但校正比较麻烦。图12-12 单动卡盘1—卡爪 2—螺杆 3—卡盘体单动卡盘装夹校正时应注意以下几点:1)在卡爪和工件间垫上铜衬片,这样既能避免卡爪损伤工件外圆,又有利于工件的校正。......
2023-06-28
在技师组装车辆时,他会寻找校正问题的迹象,并进行适当的调整。一些车店拥有非常好的校正台和装置,能够精确测量并将车架按照非常严格的标准进行校正。要记住,如果损伤很严重,可能无法修复,而且并不是所有类型的车架都能进行校正处理。尽管用于组装这些车架的树脂异常强大,但是它们并不是冷加工的,只能由制造厂商重新校正或修复。车轮循迹性 这项校正检查用于确定前后轮是否遵循同一条线。......
2023-08-30
相关推荐