快速更换托盘系统允许工件托架准备和装载与加工周期无关的工件。图4.81用机器人上的刀具加工工件布局的设计方式取决于工件。在机器人方面,根据ISO 9404,快换系统通常已经配备了一个法兰接口,与机器人的标准接口对应。图4.84符合ISO 9404和相应坐标系的机器人法兰盘为了更换整个装置,必须确保一个精确且可靠的分离点,以避免任何泄漏或接触错误。图4.85组件完整组链的说明......
2023-06-15
工艺准备主要包括线工件准备、线电极准备、工作液选配和工艺参数的选择。
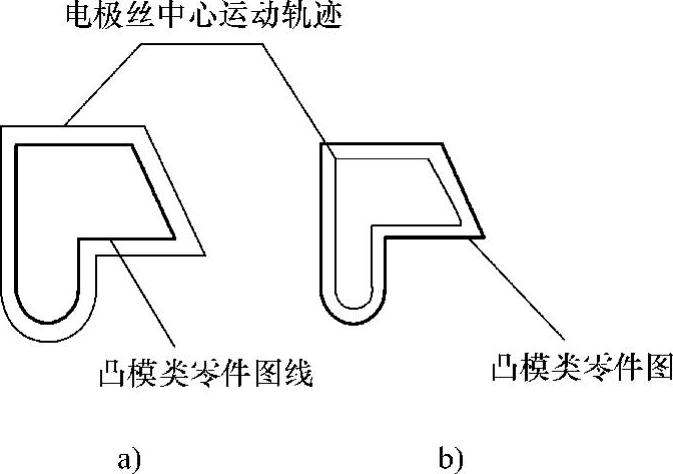
图7-6 电极丝中心轨迹的偏移
a)加工凸模类零件 b)加工凹模类零件
1.工件准备
(1)工件的材料与毛坯数控线切割加工的模具零件一般用锻造的方法制作毛坯,其线切割加工常在淬火与回火后进行。由于受材料淬透性的影响,当大面积去除金属和切断加工时,会使材料内部残余应力的相对平衡状态遭到破坏而产生变形,影响加工精度,甚至在切割过程中造成材料突然开裂。为减小这种影响,除在设计时应选用锻造性能好、淬透性好、热处理变形小的合金工具钢(如Cr12、Cr12MoV、CrWMn)作模具材料外,还应正确进行模具毛坯锻造及热处理工艺。
对于锻打后的材料,在锻打方向与其垂直方向会有不同的残余应力,淬火后也会出现残余应力。加工过程中残余应力的释放会使工件变形,从而影响加工精度,淬火不当的工件还会在加工过程中出现裂纹。因此,工件需经二次以上回火或高温回火。此外,加工前还要进行消磁处理及去除表面氧化皮和锈斑。
(2)模具准备工序模具准备工序是指凸模或凹模在线切割加工之前的全部加工工序。
1)凹模的准备工序。
①下料。用锯床切出所需棒料。
②锻造。改善内部组织,锻造成形。
③退火。消除锻造内应力,改善加工性能。
④刨(铣)。刨六面,厚度留磨削余量0.4mm。
⑤磨。磨出上、下平面及相邻两侧面。
⑥划线。划出刃口轮廓线及孔(螺孔、销孔、穿丝孔等)的位置。
⑦加工型孔部分。当凹模较大时,为减少线切割加工量,需将型孔漏料部分铣(车)出,只切削刃口高度;对淬透性差的材料,可将型孔的部分材料去除,留5mm切割余量。
⑧孔加工。加工螺孔、销孔、穿丝孔等
⑨淬火。满足设计要求。
⑩磨。磨削上、下平面及相邻两侧面。
2)凸模的准备工序。凸模的准备工序,可根据凸模的结构特点,参照凹模的准备工序,去掉其中不需要的工序即可。但应注意以下几点:
①为便于加工装夹,一般都将毛坯锻造成平行六面体。对尺寸、形状相同,断面尺寸较小的凸模,可将几个凸模制成一个毛坯。
②凸模的切割轮廓线与毛坯侧面之间应留足够的切割余量(一般不小于5mm)。毛坯上还要留出装夹部位。
③有时为防止切割时模坯产生变形,应在模坯上加工出穿丝孔,切割时从穿丝孔开始。
(3)工件加工基准的选择为了便于线切割加工,根据工件外形和加工要求,应准备相应的校正和加工基准,此基准应尽量与图样的设计基准一致,常见的有以下两种形式:
①以外形为校正和加工基准。外形是矩形的工件,一般需要有两个相互垂直的基准面并垂直于工件的上、下平面,如图7-7所示。
②以外形和内孔分别作为校正基准和加工基准。如图7-8所示,工件无论矩形、圆形还是其他异形,都应准备一个与其上、下平面保持垂直的校正基准,此时其中一个内孔可作为加工基准。在大多数情况下,外形基面在线切割加工前的机械加工中就已准备好了。工件淬硬后,若基面变形很小,稍加打光便可用线切割加工;若变形较大,则应当重新修磨基面。

图7-7 矩形工件的校正和加工基准
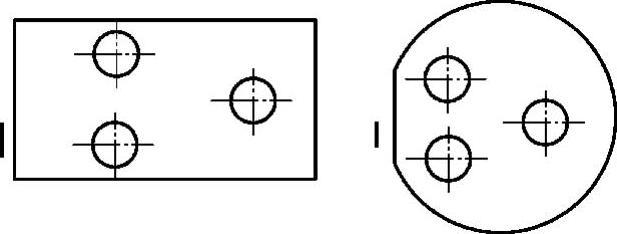
图7-8 外形一侧边为校正基准,内孔为加工基准
(4)穿丝孔的确定
1)切割凸模类零件时,为避免将坯件外形切断引起变形,常在坯件内部接近外形附近预制穿丝孔。
2)切割凹模、孔类零件,可将穿丝孔位置选在待切割型腔(孔)内部。当穿丝孔位置选在待切割型腔(孔)的边角处时,切割过程中无用的轨迹最短;而穿丝孔位置选在已知坐标尺寸的交点处则有利于尺寸推算。切割孔类零件时,将穿丝孔位置选在型孔中心可使编程操作容易。因此,要根据具体情况来选择穿丝孔的位置。
3)穿丝孔大小要适宜。如果穿丝孔孔径太小,不但钻孔难度增加,而且也不便于穿丝,相反,若穿丝孔孔径太大,则会增加钳工工艺的难度。穿丝孔常用直径一般为30mm。如果预制孔可用车削等方法加工,则穿丝孔孔径也可大些。
2.线电极准备
(1)线电极材料的选择所选择的电极丝应具有良好的导电性和抗电蚀性,抗拉强度高,材质均匀。常用电极丝有钼丝、钨丝、黄铜丝等。表7-2所列为常用线电极材料的特点,可供选择时参考。
表7-2 各种电极丝的特点
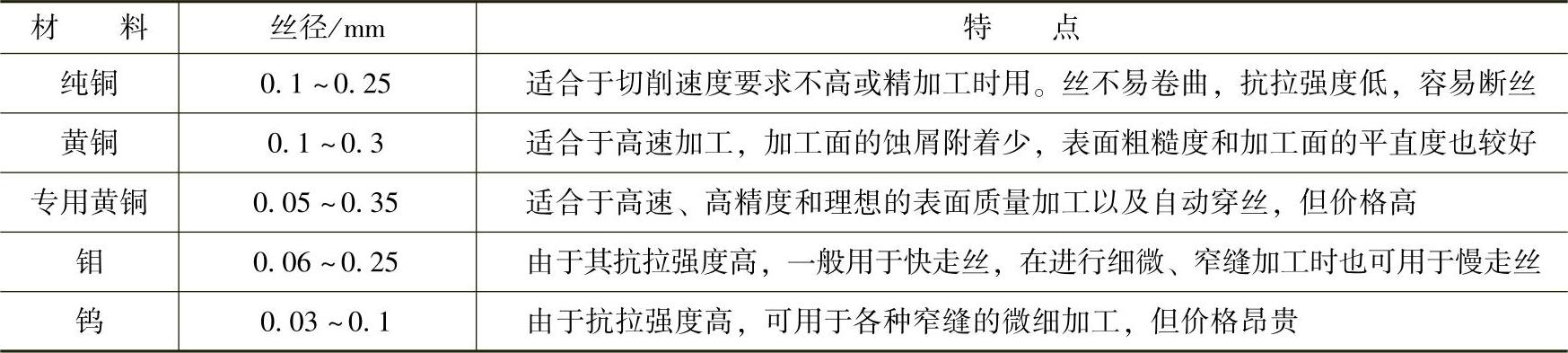
钼丝抗拉强度高,适合于快速走丝加工,因此我国快速走丝机床大都选用钼丝作电极丝。直径在0.08~0.2mm范围内钨丝或其他昂贵金属丝成本高,故很少使用。其他线材因抗拉强度低,故在快走丝机床上不能使用。慢走丝机床上可用各种铜丝、铁丝、专用合金丝以及镀层(如镀锌等)的电极丝。
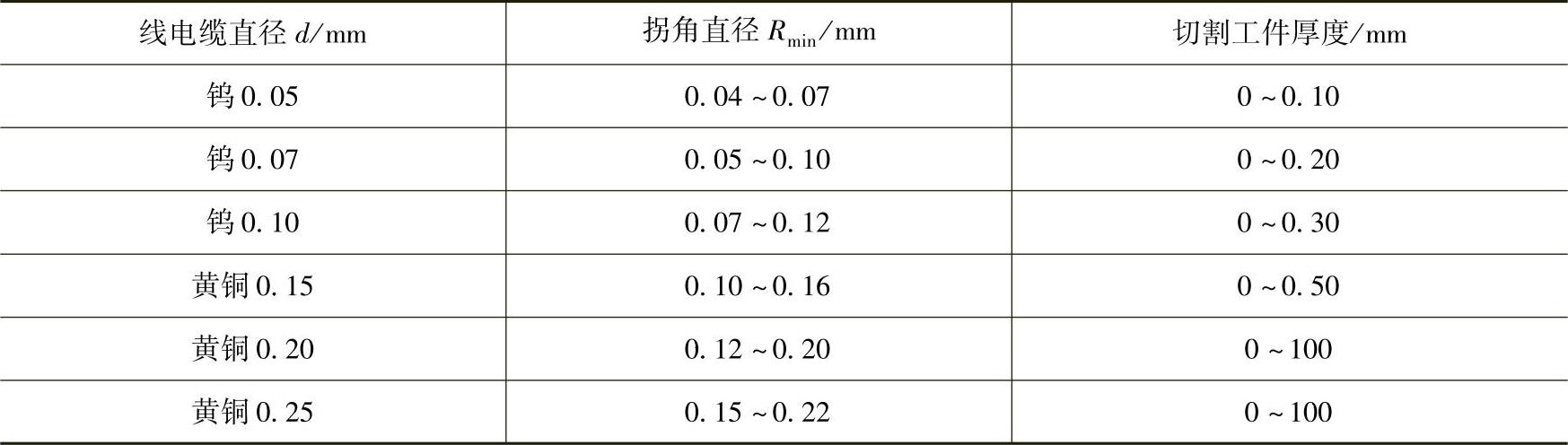
(2)电极丝直径的选择电极丝直径d应根据工件的切缝宽窄、工件厚度、及拐角尺寸大小等来选择。若加工带尖角、窄缝的小型模具,宜选用较细的电极丝;若加工大厚度工件或进行大电流切割,则应选较粗的电极丝。由图7-9可知,电极丝直径d与拐角半径R的关系为d<2(R-δ)。因此,在拐角要求小的微细线切割加工中,需要选用线径小的电极,但如果线径太小,加工工件的厚度将受到限制。表7-3列出了线径与拐角极限和工件厚度的关系。
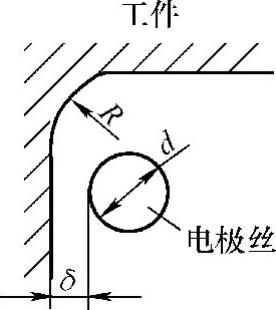
图7-9 电极丝直径与拐角的关系
表7-3 线径与拐角极限和工件厚度的关系
3.工作液的选配
工作液对切割速度、表面粗糙度、加工精度等都有较大影响,加工时必须正确选配。常用工作液主要有乳化液和去离子水。快走丝线切割加工中,目前最常用的是乳化液。乳化液是由乳化油和工作介质(浓度为5%~10%)配制而成的。工作介质可用自来水,也可用蒸馏水、高纯水和磁化水。对于慢走丝线切割加工,目前普遍使用去离子水。为了提高切割速度,在加工时还要加进有利于提高切割速度的导电液以增加工作液的电阻率。加工淬火钢时,使电阻率在2×104Ω/cm左右;加工硬质合金时,电阻率在30×104Ω/cm左右。
4.工艺参数的选择
线切割的工艺参数大致包括以脉冲电源为主的电参数、线电极的张力及走丝速度,工作台的进给速度及工作液的电阻率(或浓度)、流量及压力大小等。现将部分加工条件的选择原则介绍如下。
(1)脉冲参数的选择线切割加工时,可改变的脉冲参数主要有电流峰值、脉冲宽度、脉冲间隔、空载电压、放电电流。要求获得较好的表面质量时,所选用的电参数要小;若要求获得较高的切割速度,则脉冲参数要选大一些,但加工电流的大小受排屑条件及电极丝截面积的限制,过大的电流易引起断丝。一般通过试切割或按经验选择适当的脉冲参数。快走丝线切割加工脉冲参数的选择见表7-4。
表7-4 快走丝线切割加工脉冲参数的选择

(2)电极丝张力的选择加工工件的精度要求较高时,应尽量增大电极丝的张力。但张力过大易增大导轮支承的磨损或断丝。加工精度要求不太高而希望切割速度较高时,可适当减小其张力,但张力过小会增大电极丝的振动或发生短路现象。
(3)切割速度的选择切割速度慢,表面质量好,但出现鼓形误差的可能性增大;切割速度高,虽效率高,但容易产生短路和断丝。
(4)走丝速度的选择在导轮支承件(如轴承)能承受和丝筒驱动电动机允许的情况下,走丝速度应尽量高,这不仅有利于工件的冷却和排屑,还有利于减小因电极丝损耗对高精度加工的影响。尤其对厚工件的加工,电极丝的损耗会使加工面产生锥度。一般走丝速度是根据工件厚度和切割速度来确定的。
(5)工作液的流量和压力的选择在保证上、下喷嘴同时喷洒工作液的情况下,工作液的流量和压力选择最大值,使冷却和排屑处于最佳状态,并有利于提高切割速度。但在精切割时,为了减小电极丝受液流的影响而增大振动,故宜适当减小其流量和压力。
5.多次切割加工参数的选择
多次切割加工也称二次切割加工,它是在对工件进行第一次切割之后,利用适当的偏移量和更精的加工规准,是电极丝沿原切割轨迹逆向或顺向再次对工件进行精修的切割加工。
对快走丝切割机床来说,一定要求其数控装置具有以适当的偏移量沿原轨迹进行精修加工的功能。
多次切割加工可提高线切割的精度和表面质量,修整工件的变形和拐角、塌角。一般情况下,采用多次切割能使加工精度达到±0.005mm,圆角和垂直度小于0.005mm,表面粗糙度Ra值小于0.63μm。但如果粗加工后工件变形过大,则应通过合理选择材料和热处理方法,正确选择切割路线来尽可能减小工件的变形,否则,多次切割不仅达不到提高线切割精度和表面质量的效果,甚至更差。
对凹模切割,第一次切除中间废料后,一般工件留0.2mm左右的多次切割加工余量即可,大型工件应留1mm左右。
凸模加工时,若一次必须切下就不能进行多次切割。除此以外,第一次加工时,小工件要留0.5mm左右的固定余量,大工件要多留些。对固定余量部分切割下来后的精加工,一般采用抛光等方法。多次切割加工的有关参数可按表7-5选择。
表7-5 多次切割加工参数选择

(续)

有关数控机床加工工艺入门与提高的文章

快速更换托盘系统允许工件托架准备和装载与加工周期无关的工件。图4.81用机器人上的刀具加工工件布局的设计方式取决于工件。在机器人方面,根据ISO 9404,快换系统通常已经配备了一个法兰接口,与机器人的标准接口对应。图4.84符合ISO 9404和相应坐标系的机器人法兰盘为了更换整个装置,必须确保一个精确且可靠的分离点,以避免任何泄漏或接触错误。图4.85组件完整组链的说明......
2023-06-15

渗碳层深度与渗碳温度的关系见表5-14,可供齿轮渗碳时参考。表5-14 渗碳层深度与渗碳温度的关系2.渗碳气氛碳势目前齿轮多采用气体渗碳,渗碳阶段的炉气组分应基本上符合表5-15的数值表5-15 渗碳阶段的炉气组分(%)渗碳过程中的碳势控制是工艺的关键所在,目前齿轮渗碳基本上已实现了微机碳势控制,使渗碳质量稳定性得到大幅度提高。......
2023-06-29

铸件收缩率的大小随合金种类及铸件的结构、尺寸、形状而不同。通常,灰铸铁的收缩率为0.5%~1.0%,铸钢的收缩率为1.3%~2.0%,有色合金的收缩率为1.0%~1.5%。上述各项工艺参数的具体数值可查阅相关手册。......
2023-06-24

低温钢焊接时,要选用低温韧性良好、特定合金系统和成分的焊条。焊接热输入 低温钢焊接过程,除了要防止出现裂纹外,关键是要保证焊缝和热影响区的低温韧性,这是制定低温钢焊接工艺的根本出发点。常用低温钢的焊接参数见表7-18。......
2023-06-15

图2.2-8 工件坐标系的转换FS-0iMD扩展工件坐标系可用指令G54.1或G54选择,指令格式如下:n为扩展工件坐标系序号,可输入1~48。......
2023-06-25

(一)MIG焊熔滴过渡形式的选择MIG焊可采用短路过渡、喷射过渡、脉冲射流过渡和大电流过渡(潜弧焊)等形式,短路过渡与喷射过渡的界限与焊丝材质、直径、伸出长度及保护气体种类有一定关系。低碳钢熔化极氩弧焊不同熔滴过渡的电流范围见表3-35。焊接电流是最重要的焊接参数,应根据工件厚度、焊接位置、焊丝直径及熔滴过渡形式来选择。......
2023-06-23

感应加热工艺参数的确定步骤包括:淬火硬化深度与频率的确定、加热功率的确定、比功率的选择、加热时间或连续淬火移动速度的确定、感应加热温度的确定、冷却介质与冷却时间的确定、回火规范的确定。表2-33 相邻淬硬区域之间最小间距2.电流频率感应加热的电参数确定主要是频率和电流、电压的选择。当工件的淬火面积大于感应设备的同时加热淬火的最大面积时,应采用连续加热淬火法。......
2023-06-24
但光斑直径过小,不利于获得大面积的熔覆层。激光熔覆参数不是独立地影响熔覆层宏观和微观质量,而是相互影响的。这一界面结合除与激光加工工艺及熔覆层的厚度有关外,主要取决于熔覆合金与基体材料的性质。......
2023-06-23
相关推荐