本实例要完成的电容三维实体模型如图9-64所示。图9-64 电容器实体建模实例本实体建模实例的操作步骤如下。使用“三维建模”工作空间,并从功能区“常用”选项卡的“视图”面板中将“真实”视觉样式设置为当前视觉样式。图9-65 绘制圆柱体图9-65 绘制圆柱体图9-66 绘制一个圆环体图9-66 绘制一个圆环体从“布尔值”面板中单击“差集”按钮,选择圆柱体,按
2023-06-20
图6-45所示为座盒零件图,图6-46所示为其立体图,零件材料为LY12CZ。
1.工艺分析
从零件图可知,该零件尺寸较小,为180mm×98mm×25mm。正面有四处大小不同的矩形槽,深度均为20mm,在右侧有2个φ10mm、1个φ8mm的通孔,反面是一个176mm×94mm、深度为3mm的矩形槽。该零件的结构和形状并不复杂,尺寸精度要求也不是很高,但有多处转接圆角,使用的刀具较多,要求保证壁厚均匀,中小批量加工零件的一致性高。零件材料为LY12CZ,切削加工性较好,可以采用高速钢刀具。该零件比较适合采用加工中心加工。
主要的加工内容有平面、四周外形、正面四个矩形槽、反面一个矩形槽以及三个通孔。该零件壁厚只有2mm,加工时除了保证形状和尺寸要求外,主要是要控制加工中的变形,因此外形和矩形槽要采用同时分层铣削的方法,并控制每次的切削深度。孔加工采用钻、铰即可达到要求。
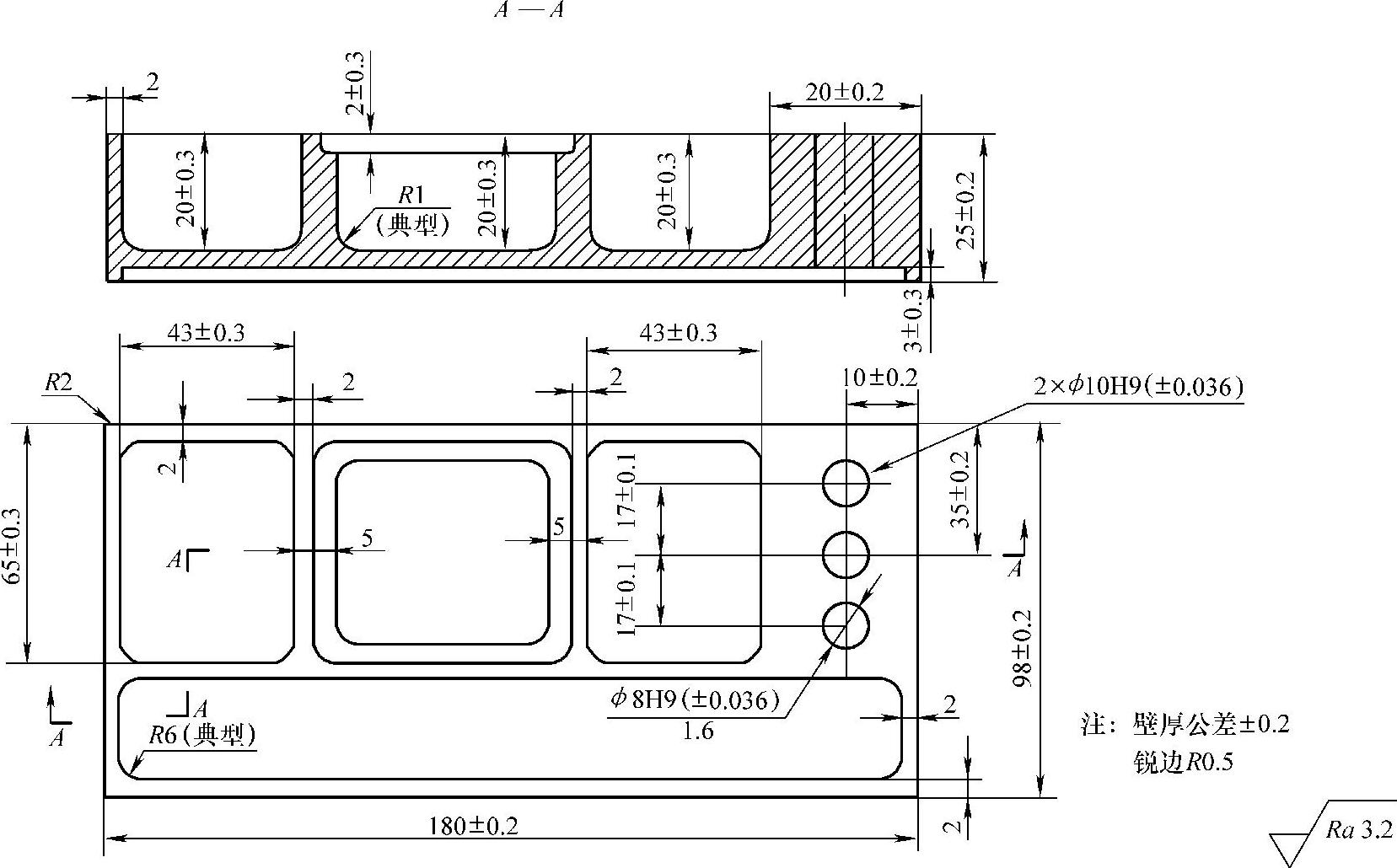
图6-45 座盒零件图
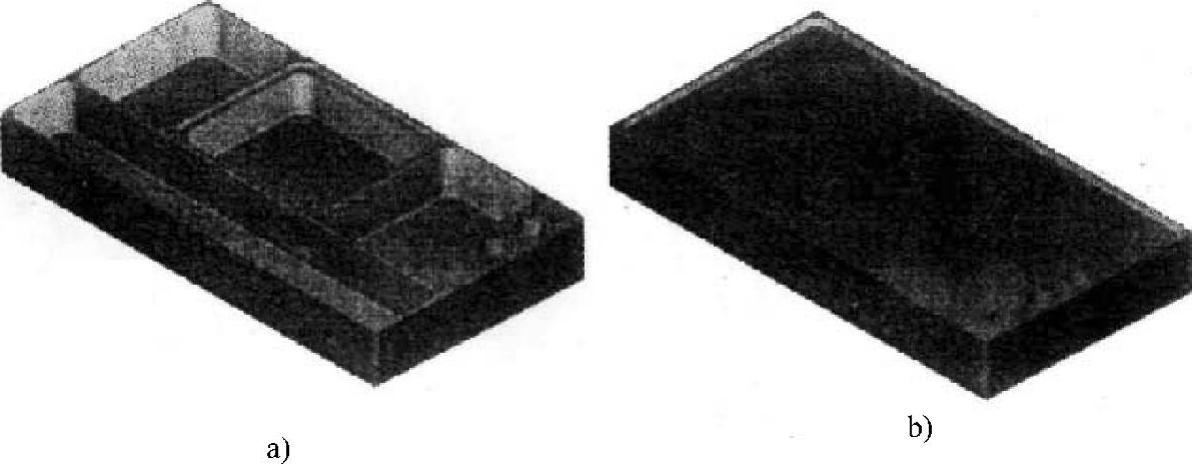
图6-46 立体图
a)正面 b)反面
2.工艺路线设计
由于零件的长、宽外形上有四处R2mm的圆角,最好一次连续铣削出来,同时为方便在正、反面加工时零件的定位装夹,并保证正、反面加工内容的位置关系,在毛坯长度方向两侧设置30mm左右的工艺凸台和两个φ8mm工艺孔,如图6-47所示。
该零件的主要加工内容可安排在一台或两台加工中心上进行。可采取以下加工方案:
1)下料。
2)铣上、下平面,保证厚度尺寸为25mm。
3)打2×φ8mm工艺孔。
4)数控铣反面矩形槽,锐边倒圆。

图6-47 工艺凸台和工艺孔
5)数控铣正面矩形槽、外形,锐边倒圆,钻、铰φ8mm、φ10mm孔。
6)钳工去工艺凸台、毛刺。
7)检验。
3.加工中心加工的工序设计
在加工中心上加工的内容为上述中的4)和5),即数控铣正、反面矩形槽、外形,锐边倒圆及钻孔。为控制零件的加工变形,外形和矩形槽同时在厚度方向进行分层铣削,最后钻、铰孔。具体有以下内容。
1)以正面和φ8mm工艺孔定位装夹,铣反面外形、矩形槽,锐边倒圆。如图6-48所示,采用φ10mm、刀尖圆弧半径为1mm的立铣刀,外形和矩形槽同时分层铣削,深度为3mm,然后锐边倒圆。
2)以反面和φ8mm工艺孔为基准定位装夹,铣正面外形、四处矩形槽,锐边倒圆。如图6-49所示,采用φ10mm、刀尖圆弧半径为1mm的立铣刀同时分层铣削外形和矩形槽,槽深20mm,外形深度铣到21mm,使工件与工艺凸台有1mm的材料连接,然后锐边倒圆。
3)钻、铰φ10mm和φ8mm的孔。分别用φ9.8mm、φ7.8mm的钻头和φ10mm、φ8mm的铰刀加工三个孔,如图6-50所示。
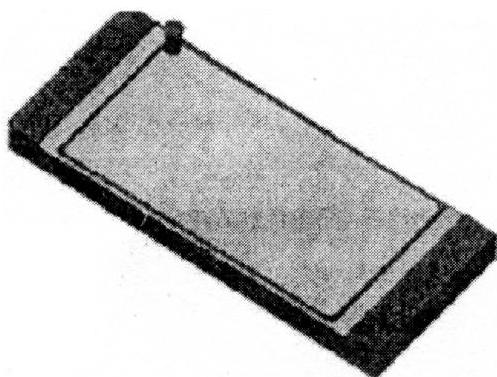
图6-48 反面加工

图6-49 正面加工
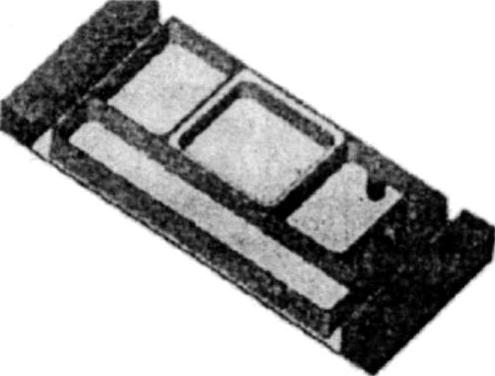
图6-50 孔加工
4)钳工去掉工艺凸台,并修锉毛刺,完成该零件的全部加工。
4.程序编制
1)程序编制方法。该零件的形状、尺寸比较简单,虽然采用手工编程方法也可以解决其加工程序的编制问题,但是为提高效率、保证程序的准确性,采用自动编程方法更恰当。
2)编程坐标系和对刀点。考虑零件在机床工作台上的安装位置,取长度方向为X坐标,宽度方向为Y坐标,厚度方向为Z坐标。由于采用工艺凸台和工艺孔定位装夹,为方便对刀操作,编程坐标系原点和对刀点设在同一点,即工件左侧工艺孔的中心与Z向零点设在夹具定位面上。
需要说明的是,这仅仅是在一般设备条件下加工中小批量的该零件的一种工艺方案,不同的情况应有不同的解决方法。
有关数控机床加工工艺入门与提高的文章

本实例要完成的电容三维实体模型如图9-64所示。图9-64 电容器实体建模实例本实体建模实例的操作步骤如下。使用“三维建模”工作空间,并从功能区“常用”选项卡的“视图”面板中将“真实”视觉样式设置为当前视觉样式。图9-65 绘制圆柱体图9-65 绘制圆柱体图9-66 绘制一个圆环体图9-66 绘制一个圆环体从“布尔值”面板中单击“差集”按钮,选择圆柱体,按
2023-06-20

本节主要通过一个切片的应用实例,来巩固关于切片的运用知识,包括创建切片、设置切片选项和编辑切片等。图12-23 设置“图像”类型切片图12-24 设置“无图像类型”切片单击“确定”按钮退出“切片选项”对话框。图12-25 网页效果在打开的网页中,将鼠标放置在网页顶部的图像上,浏览器的状态栏中则显示出相应的信息,鼠标指针上也显示有替代文本信息。......
2023-10-16
图5-21“制作产品介绍演示文稿”效果课程分析通过分析本节可以得知,本任务要求设计并制作一份公司产品介绍演示文稿,通过文字、图片、表格和图表等形式展示公司主打产品和经营业绩,并通过超链接功能实现一定的交互功能。至此,第二张幻灯片制作完成。......
2023-11-20

由于零件加工的工序内容以及使用的刀具种类和数量多,甚至在一次装夹后,要完成粗加工、半精加工及精加工,周密合理地安排各工序加工的顺序,能为程序编制提供有利条件。5)除换刀程序外,加工中心的编程方法与数控铣床基本相同。一般立式加工中心规定的换刀点位置在机床Z轴零点处,卧式加工中心规定在机床Y轴零点处。......
2023-06-26
下面通过制作物体平抛课件,如图7-29所示,使读者进一步了解利用动画功能制作动态演示课件的方法。本例最终效果可参考本书配套素材“素材与实例”→“第七章”文件夹中的“平抛线.pptx”课件。图7-32为正圆图形添加“向下阶梯”动画效果步骤6拖动幻灯片中正弦波曲线的调节点,调整其大小,并将其移动至幻灯片中的适当位置,如图7-33所示。图7-33调整向下阶梯的大小和位置......
2023-11-16

3)通过写入二进制文件函数节点将正弦波VI产生的正弦波数据写入文件。使用读取二进制文件VI读取数据时,必须指定数据类型,方法是将所需要类型的数据连接到读取二进制文件VI的数据类型输入端。......
2023-11-07

加工中心(铣床)的主轴锥孔通常分为两大类,即锥度为7∶24的通用系统和1∶10的HSK系统。目前国内使用最多的是DIN 69871(即JT)和MASBT两种刀柄。如AT3的刀柄与主轴接触面积达90%以上。......
2023-06-26
相关推荐