数控铣床加工的程序是数控铣床的指令性文件,数控铣床受控于程序指令,加工的全过程都是按程序指令自动进行的,因此,数控铣床加工工艺与普通铣床工艺规程有较大差别,涉及的内容也较广。数控铣削加工前,应保证各加工面均有较充分的余量。......
2025-09-29
1.孔类零件加工工艺分析
孔加工的特点是刀具在XY平面内定位到孔的中心,然后刀具在Z方向作一定的切削运动,孔的直径由刀具的直径来决定,根据实际选用刀具和编程指令的不同,可以实现钻孔、铰孔、镗孔、攻螺纹等孔加工的形式。一般来说,较小的孔可以用钻头一次加工完成,较大的孔可以先钻孔再扩孔,或用镗刀进行镗孔,也可以用铣刀按轮廓加工的方法铣出相应的孔。如果孔的位置精度要求较高,可以先用中心钻钻出孔的中心位置。刀具在Z方向的切削运动可以用插补命令G01来实现,但一般都使用钻孔固定循环指令来实孔的加工。
例如,要编程加工图5-48所示的φ4mm的系列孔,图中的其他表面已经加工完成,工件材料为45钢。
(1)零件图的分析该工件的材料为45钢,切削性能较好,孔直径尺寸精度不高,可以一次钻削完成。孔的位置没有特别要求,可以按照图纸的基本尺寸进行编程。环形分布的孔为盲孔,当钻到孔底部时应使刀具在孔底停留一段时间,外侧孔的深度较深,应使刀具在钻削过程时适当退刀以利于排出切屑。
(2)加工方案和刀具选择工件上要加工的孔共28个,先钻削环形分布的8个孔,钻完第1个孔后刀具退到孔上方1mm处,再快速定位到第2个孔上方,钻削第2个孔,直到8个孔全钻完。然后将刀具快速定位到右上方第1个孔的上方,钻完一个孔后刀具退到这个孔上方1mm处,再快速定位到第2个孔上方,钻削第2个孔,直到20个孔全钻完。钻削用的刀具选择直径4mm的高速钢麻花钻。
(3)切削用量的选择影响切削用量的因素很多,工件的材料和硬度、加工的精度要求、刀具的材料和耐用度、是否使用切削液等都直接影响到切削用量的大小。在数控程序中,决定切削用量的参数是主轴转速S和进给速度F,主轴转速S、进给速度F值的选择与在普通机床上加工时的值相似,可以通过计算的方法得到,也可查阅《金属切削工艺手册》,或根据经验数据给定。本例设S为1000r/min,F为40mm/min。
(4)工件的安装工件毛坯在工作台上的安装方式主要根据工件毛坯的尺寸和形状、生产批量的大小等因素来决定,一般大批量生产时考虑使用专用夹具,小批量或单件生产时使用通用夹具如机用虎钳等,如果毛坯尺寸较大也可以直接装夹在工作台上。本例中的毛坯外形方正,可以考虑使用机用虎钳装夹,同时在毛坯下方的适当位置放置垫块,防止钻削通孔时将机用虎钳钻坏。

图5-48 孔加工
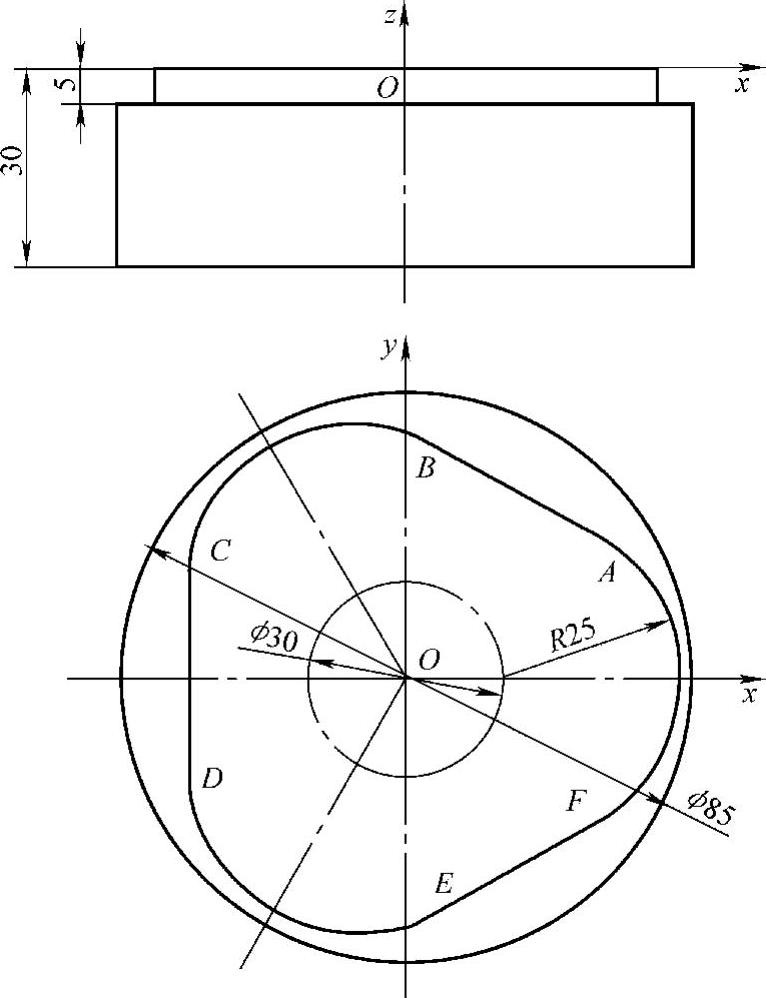
图5-49 轮廓加工
2.轮廓加工工艺分析
一般来说,轮廓加工是指用圆柱形铣刀的侧刃来切削工件,形成一定尺寸和形状的轮廓。轮廓加工一般根据工件轮廓的坐标来编程,而用刀具半径补偿的方法使刀具向工件轮廓一侧偏移,以切削成准确的轮廓轨迹。如果要实现粗、精切削,也可以用同一程序段,通过改变刀具半径补偿值来实现粗切削和精切削。如果切削工件的外轮廓,刀具切入和切出时要注意避让夹具,并使切入点的位置和方向尽可能是切削轮廓的切线方向,以利于刀具切入时受力平稳。如果切削工件的内轮廓,更要合理选择切入点、切入方向和下刀位置,避免刀具碰到工件上不该切削的部位。如图5-49所示,工件毛坯为φ85mm×30mm的圆柱件,材料为硬铝,加工其上部轮廓后形成如图所示的凸台。
(1)零件图的分析该工件的材料为硬铝,切削性能较好,加工部分凸台的精度不高,可以按照图样的基本尺寸进行编程,一次铣削完成。
(2)加工方案和刀具选择由于凸台的高度是5mm,工件轮廓外的切削余量不均匀,根据计算,选用φ10mm的圆柱形直柄铣刀可通过一次铣削成形凸台轮廓。(https://www.chuimin.cn)
(3)切削用量的选择综合分析工件的材料和硬度、加工的精度要求、刀具的材料和耐用度、使用切削液等因素,主轴转速S设为800r/min,切削用量F设为40mm/min。
(4)工件的安装本例工件毛坯的外形是圆柱形,为使工件定位和装夹准确可靠,选择两块V形块和机用虎钳来装夹。
3.挖槽加工工艺分析
(1)挖槽加工的形式挖槽加工是轮廓加工的扩展,它既要保证轮廓边界,又要将轮廓内(或外)的多余材料铣掉,根据图样要求的不同,挖槽加工通常有图5-50所示的几种形式。其中图5-50a所示为铣掉一个封闭区域内的材料。图5-50b所示为在铣掉一个封闭区域内的材料的同时,要留下中间的凸台(一般称为岛屿)。图5-50c所示为由于岛屿和外轮廓边界的距离小于刀具直径,使加工的槽形成了两个区域。图5-50d所示为要铣掉凸台轮廓外的所有材料。

图5-50 挖槽加工的常见形式
注意:
1)根据以上特征和要求,对于挖槽的编程和加工要选择合适的刀具直径,刀具直径太小将影响加工效率,刀具直径太大可能使某些转角处难于切削,或由于岛屿的存在形成不必要的区域。
2)由于圆柱形铣刀垂直切削时受力情况不好,因此要选择合适的刀具类型,一般可选择双刃的键槽铣刀,并注意下刀时的方式,可选择斜向下刀或螺旋形下刀,以改善下刀切削时刀具的受力情况。
3)当刀具在一个连续的轮廓上切削时使用一次刀具半径补偿,刀具在另一个连续的轮廓上切削时应重新使用一次刀具半径补偿,以避免过切或留下多余的凸台。
4)切削图5-50d所示的形状时,不能用图样上所示的外轮廓作为边界,因为将这个轮廓作边界时角上的部分材料可能铣不掉。
(2)工艺分析及处理如图5-51所示,工件毛坯为100mm×80mm×25mm的长方体零件,材料为45钢,要加工成形中间的环形槽根据零件图分析,要加工的部位是一个环形槽,中间的凸台作为槽的岛屿,外轮廓转角处的半径是4mm,槽较窄处的宽度是10mm,所以选用直径为6mm的直柄键槽铣刀较合适。工件安装时可直接用机用虎钳来装夹。

图5-51 挖槽加工
相关文章

数控铣床加工的程序是数控铣床的指令性文件,数控铣床受控于程序指令,加工的全过程都是按程序指令自动进行的,因此,数控铣床加工工艺与普通铣床工艺规程有较大差别,涉及的内容也较广。数控铣削加工前,应保证各加工面均有较充分的余量。......
2025-09-29

车削加工的工艺特点就是工件旋转做主运动,车刀作进给运动。2)使用90°左偏刀从外向中心进给车削平面,适用于加工尺寸较小的平面或一般的台阶端面。数控加工工艺是不能与常规加工截然分开的。这就要求数控工艺员要具备良好而全面的工艺知识。在实施数控加工之前,应先使用常规的切削工艺,把加工余量减到尽可能小。这样做既可以缩短数控加工时间,降低加工成本,同时又可以保证加工的质量。......
2025-09-29
数控铣削是一种应用非常广泛的数控切削加工方法,能完成数控铣削加工的设备主要是数控铣床和加工中心。这是因为端铣时刀齿在铣削层宽度的范围内工作。对称铣削方式中,刀具沿槽或表面的中心线运动,进给加工中,同时存在顺铣和逆铣刀具在中心线的一侧顺铣,而在中心线的另一侧逆铣。表5-1 端面铣削顺铣和逆铣的三种形式......
2025-09-29

图4-33 螺纹轴制定加工工艺1)确定装夹方案。因工件长度较短,可用自定心卡盘直接夹紧工件外圆左端,工件伸出卡盘110mm,将工件右端面中心设置为工件零点,作为加工测量及编程的基准点。③进行切槽加工。因工件SR20mm的圆球要求过象限切削,为防止刀具与工件轮廓发生干涉,车刀副偏角不能太小。数控加工程序如下:......
2025-09-29
图4-35 轴套类零件零件工艺分析该零件由内、外圆柱面,内、外圆锥面,平面及圆弧等组成,结构形状复杂,加工部位多,非常适合数控车削加工。在图4-47中可以看到两处0.1×45°的倒角,类似这样的小倒角或小圆弧的加工,正是数控车削加工特点的突出体现,这样可使加工表面之间圆滑转接过渡。......
2025-09-29

目前,在数控铣床上加工的绝大多数零件属于平面类零件。平面类零件是数控铣削加工对象中最简单的一类,一般只需用三坐标数控铣床的两坐标联动就可以把它们加工出来。2)采用三坐标数控铣床进行三坐标联动的方法加工空间曲面。故数控铣床容易保证成批零件的一致性,使其加工精度得到提高,质量更加稳定。虽然数控铣床加工范围广泛,但是因数控铣床自身特点的制约,某些零件仍不适合在数控铣床上加工。......
2025-09-29

图1-1-13数控加工工作过程及岗位分工二、观摩总结报告操作提示:撰写总结报告是大学生的一项基本能力,也是生产技术人员的一项基础技能。通过数控装置发出的指令,控制托板移动,可加工出任意曲线轮廓的工件。......
2025-09-29

零件数控车削加工方案的拟订是制订车削工艺规程的重要内容之一,其主要内容包括选择各加工表面的加工方法,安排工序的先后顺序,以及确定刀具的走刀路线等。在数控车床上加工零件,应按工序集中的原则划分工序,安排零件车削加工顺序一般应遵循下列原则。......
2025-09-29
相关推荐