数控铣床加工的程序是数控铣床的指令性文件,数控铣床受控于程序指令,加工的全过程都是按程序指令自动进行的,因此,数控铣床加工工艺与普通铣床工艺规程有较大差别,涉及的内容也较广。数控铣削加工前,应保证各加工面均有较充分的余量。......
2023-06-26
铣削是铣刀旋转作主运动,工件或铣刀作进给运动的切削加工方法。数控铣削是一种应用非常广泛的数控切削加工方法,能完成数控铣削加工的设备主要是数控铣床和加工中心。
1.数控铣削的特点
1)多刃切削。铣刀同时有多个刀齿参加切削,生产率高。
2)断续切削。铣削时刀齿依次切入和切出工件,易引起周期性的冲击振动。
3)半封闭切削。铣削的刀齿多,使每个刀齿的容屑空间小,呈半封闭状态,容屑和排屑条件差。
2.周铣与端铣
铣刀对平面的加工,存在周铣与端铣两种方式,如图5-11所示。周铣平面时,平面度的好坏主要取决于铣刀的圆柱素线的直线度。因此,在精铣平面时,铣刀的圆柱度一定要好。用端铣的方法铣出的平面,其平面度的好坏主要取决于铣床主轴轴线与进给方向的垂直度。同样是平面加工,其方法不同对质量影响的因素也不同,因此要对周铣与端铣进行比较。二者的比较如下。
1)端铣用的面铣刀其装夹刚性较好,铣削时振动较小。而周铣用的圆柱铣刀刀杆较长、直径较小、刚性较差,容易产生弯曲变形和引起振动。
2)端铣时同时工作的刀齿数比周铣时多,工作较平稳。这是因为端铣时刀齿在铣削层宽度的范围内工作。而周铣时刀齿仅在铣削层侧向深度的范围内工作。一般情况下,铣削层宽度比铣削层深度要大得多,所以端铣的面铣刀和工件的接触面较大,同时工作的刀齿数也多,铣削力波动小。而在周铣时,为了减小振动,可选用大螺旋角铣刀来弥补这一缺点。
3)端铣用面铣刀切削,其刀齿的主、副切削刃同时工作,由主切削刃切去大部分余量,副切削刃则起到修光作用,铣刀齿刃负荷分配也较合理,铣刀使用寿命较长,且加工表面的表面粗糙度值也比较小。而周铣时,只有圆周上的主切削刃在工作,不但无法消除加工表面的残留面积,而且铣刀装夹后的径向圆跳动也会反映到加工工件的表面上。
4)端铣的面铣刀,便于镶装硬质合金刀片进行高速铣削和阶梯铣削,生产效率高,铣削表面质量也比较好。而周铣用的圆柱铣刀镶装硬质合金刀片则比较困难。
5)精铣削宽度较大的工件时,周铣用的圆柱铣刀一般都要接刀铣削,故会残留有接刀痕迹。而端铣时,则可用较大的盘形铣刀一次铣出工件的全宽度,无接刀痕迹。
6)周铣用的圆柱铣刀可采用大刃倾角,以充分发挥刃倾角在铣削过程中的作用。对铣削难加工材料(如不锈钢、耐热合金等)有一定的效果。
综上所述,一般情况下,铣平面时,端铣的生产效率和铣削质量都比周铣高,所以,应尽量采用端铣铣平面。而铣削韧性很大的不锈钢等材料时,可以考虑采用大螺旋角铣刀进行周铣。总之,在选择周铣与端铣这两种铣削方式时,一定要以当时的铣床和铣刀条件,被铣削加工工件结构特征和质量要求等因素,进行综合考虑。
3.顺铣与逆铣
(1)周铣时的顺铣和逆铣在周铣时,因为工件与铣刀的相对运动不同,就会有顺铣和逆铣。周铣时的顺铣与逆铣如图5-12所示,二者之间有所差异。顺铣与逆铣的比较如下。

图5-11 铣刀平面加工的周铣与端铣
a)圆柱形铣刀的周铣 b)面铣刀的端铣 c)立铣刀同时周、端铣 d)键槽铣刀的周、端铣
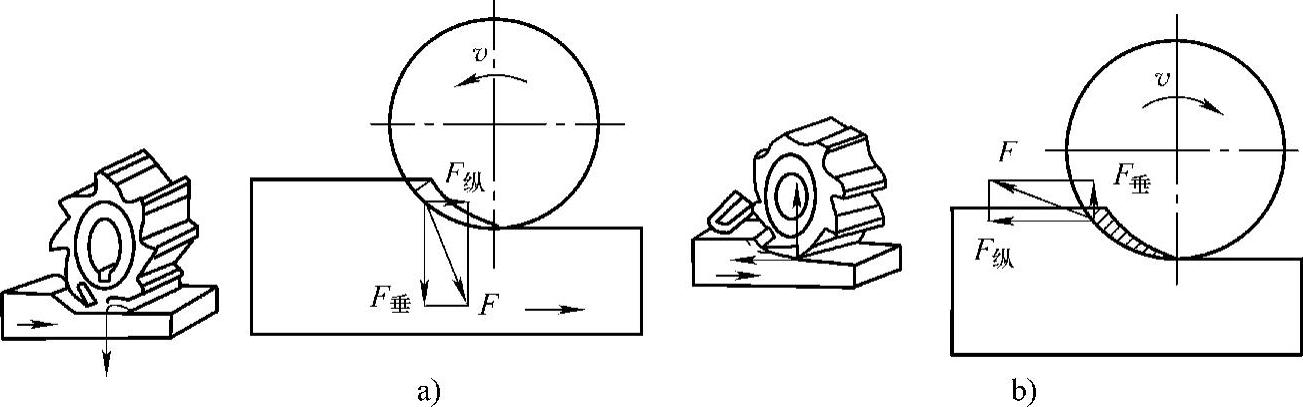
图5-12 周铣时的顺铣和逆铣
a)顺铣 b)逆铣
1)顺铣。切削处刀具的旋向与工件的送进方向一致。打个比方,你用锄头挖地,而地面同时往你脚后移动,顺铣就是这样的状况。通俗地说,是刀齿追着材料“咬”,刀齿刚切入材料时切得深,而脱离工件时则切得少。顺铣时,作用在工件上的垂直铣削力始终是向下的,能起到压住工件的作用,对铣削加工有利,而且垂直铣削力的变化较小,故产生的振动也小,机床受冲击小,有利于减小工件加工表面的表面粗糙度值,从而得到较好的表面质量,同时顺铣也有利于排屑,数控铣削加工一般尽量用顺铣法加工。
2)逆铣。切削处刀具的旋向与工件的送进方向相反。打个比方,你用铲子铲地上的土而地面同时迎着你铲土的方向移动,逆铣就是这样的状况。通俗地说,是刀齿迎着材料“咬”,刀齿刚切入材料时切得薄,而脱离工件时则切得厚。这种方式机床受冲击较大,加工后的表面不如顺铣光洁,消耗在工件进给运动上的动力较大。由于铣刀切削刃在加工表面上要滑动一小段距离,切削刃容易磨损。但对于表面有硬皮的毛坯工件,顺铣时铣刀刀齿一开始就切削到硬皮,切削刃容易损坏,而逆铣时则无此问题。
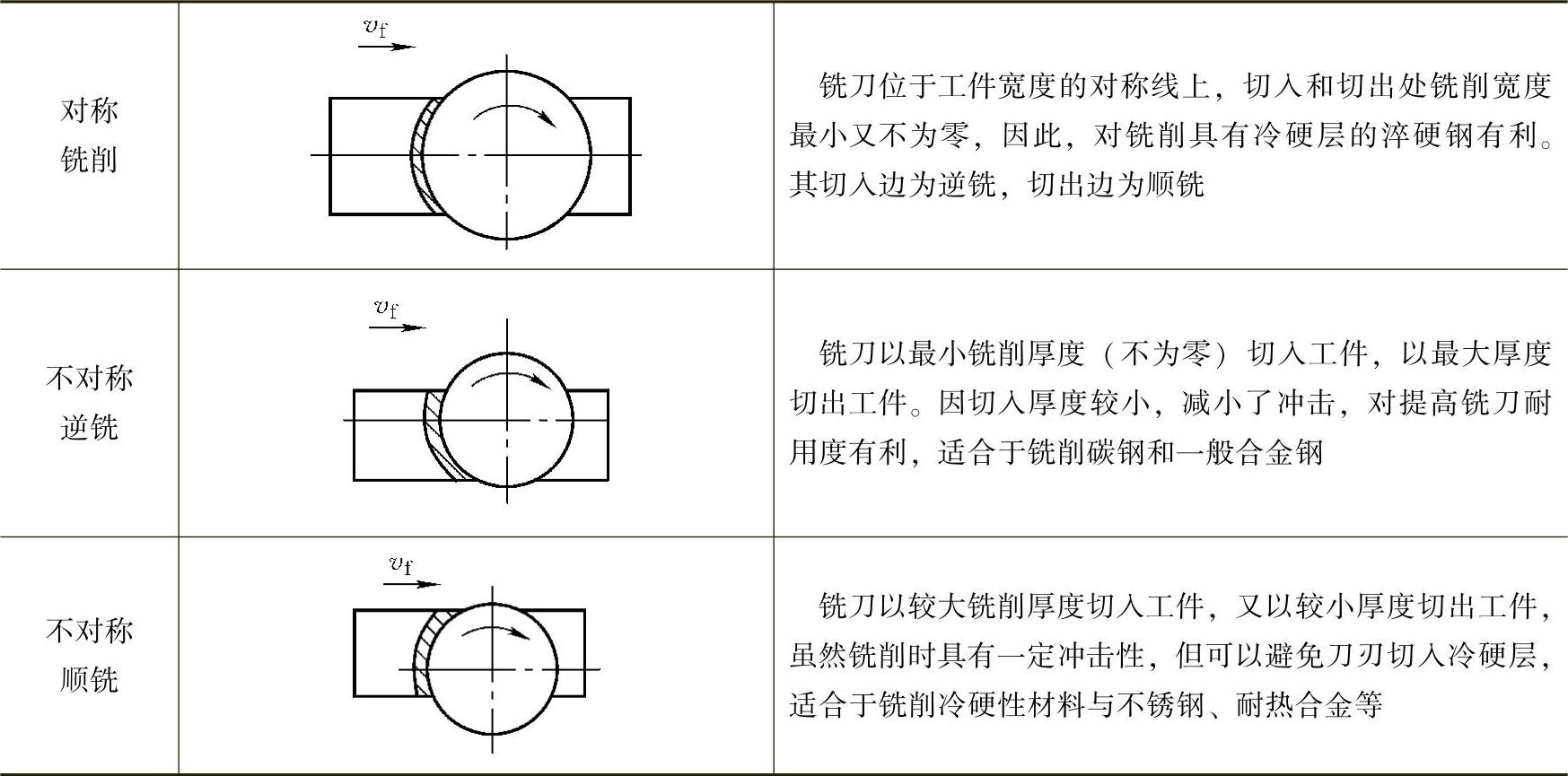
(2)端面铣削的形式端面铣削中传统上有三种铣削方式:对称方式、不对称逆铣方式、不对称顺铣方式。
对称铣削方式中,刀具沿槽或表面的中心线运动,进给加工中,同时存在顺铣和逆铣刀具在中心线的一侧顺铣,而在中心线的另一侧逆铣。
对于大多数端面铣削,保证顺铣是最好的选择(顺铣和逆铣在圆周铣削中的应用要比端面铣削中的应用更为常见)。
端面铣削顺铣和逆铣的三种形式见表5-1。
表5-1 端面铣削顺铣和逆铣的三种形式
有关数控机床加工工艺入门与提高的文章

数控铣床加工的程序是数控铣床的指令性文件,数控铣床受控于程序指令,加工的全过程都是按程序指令自动进行的,因此,数控铣床加工工艺与普通铣床工艺规程有较大差别,涉及的内容也较广。数控铣削加工前,应保证各加工面均有较充分的余量。......
2023-06-26

另外,数控加工工序相对集中,工艺复合化,使得数控加工的工序内容要求高,复杂程度高。数控加工过程是自动化进行,故还应特别注意避免刀具与夹具、工件的碰撞及干涉。......
2023-06-29

车削加工的工艺特点就是工件旋转做主运动,车刀作进给运动。2)使用90°左偏刀从外向中心进给车削平面,适用于加工尺寸较小的平面或一般的台阶端面。数控加工工艺是不能与常规加工截然分开的。这就要求数控工艺员要具备良好而全面的工艺知识。在实施数控加工之前,应先使用常规的切削工艺,把加工余量减到尽可能小。这样做既可以缩短数控加工时间,降低加工成本,同时又可以保证加工的质量。......
2023-06-26

目前,在数控铣床上加工的绝大多数零件属于平面类零件。平面类零件是数控铣削加工对象中最简单的一类,一般只需用三坐标数控铣床的两坐标联动就可以把它们加工出来。2)采用三坐标数控铣床进行三坐标联动的方法加工空间曲面。故数控铣床容易保证成批零件的一致性,使其加工精度得到提高,质量更加稳定。虽然数控铣床加工范围广泛,但是因数控铣床自身特点的制约,某些零件仍不适合在数控铣床上加工。......
2023-06-26

CNC加工中,典型的面铣刀为具有可互换的硬质合金可转位刀片的多齿刀具。可转位刀片的几何角度、切削刀片的数量都对面铣加工产生重要的影响。刀具可转位刀片数量与刀具有效直径之间的关系通常称为刀具密度或刀具节距。立铣刀的应用范围很广,它应用在铣削加工大......
2023-06-26

例如,要编程加工图5-48所示的φ4mm的系列孔,图中的其他表面已经加工完成,工件材料为45钢。零件图的分析该工件的材料为硬铝,切削性能较好,加工部分凸台的精度不高,可以按照图样的基本尺寸进行编程,一次铣削完成。工件的安装本例工件毛坯的外形是圆柱形,为使工件定位和装夹准确可靠,选择两块V形块和机用虎钳来装夹。......
2023-06-26
近年来,CBN刀具在珠光体灰铸铁发动机缸体的平面铣削加工中表现出了优良的特性。干铣削Al-Si10Mg材料时的主要问题是刀具使用寿命短,加工表面质量差。试验表明,应用高压水喷射进行亚干铣削加工,可大大降低切削力,并明显地改善了加工工件的表面粗糙度。......
2023-06-25
表6-3 铣削参数图6-7 立式整体铣刀磨损曲线图6-7表明,几种刀具材料都有明显的初期磨损、正常磨损和剧烈磨损三个阶段的变化。其中,Y330材料的立铣刀各个磨损阶段相对平稳。用表6-2中的可转位铣刀刀片材料及规格,采用表6-4中的铣削参数进行铣削实验,借助读数显微镜定时测取刀具后刀面磨损值。实验结果表明YT5刀具材料比较耐磨;而YG8是实验中最为耐磨的一种刀具材料。......
2023-06-27
相关推荐