取第4章中切削力和切削温度的实验数据中的16组切削参数,用仿真方法获取切削力和切削温度值,每一组仿真值和实验值的切削力对比情况见图5-7a,切削温度对比情况见图5-7b。从图5-7可以看出,仿真值与实验值比较接近,相对误差都在10%以内。......
2023-06-27
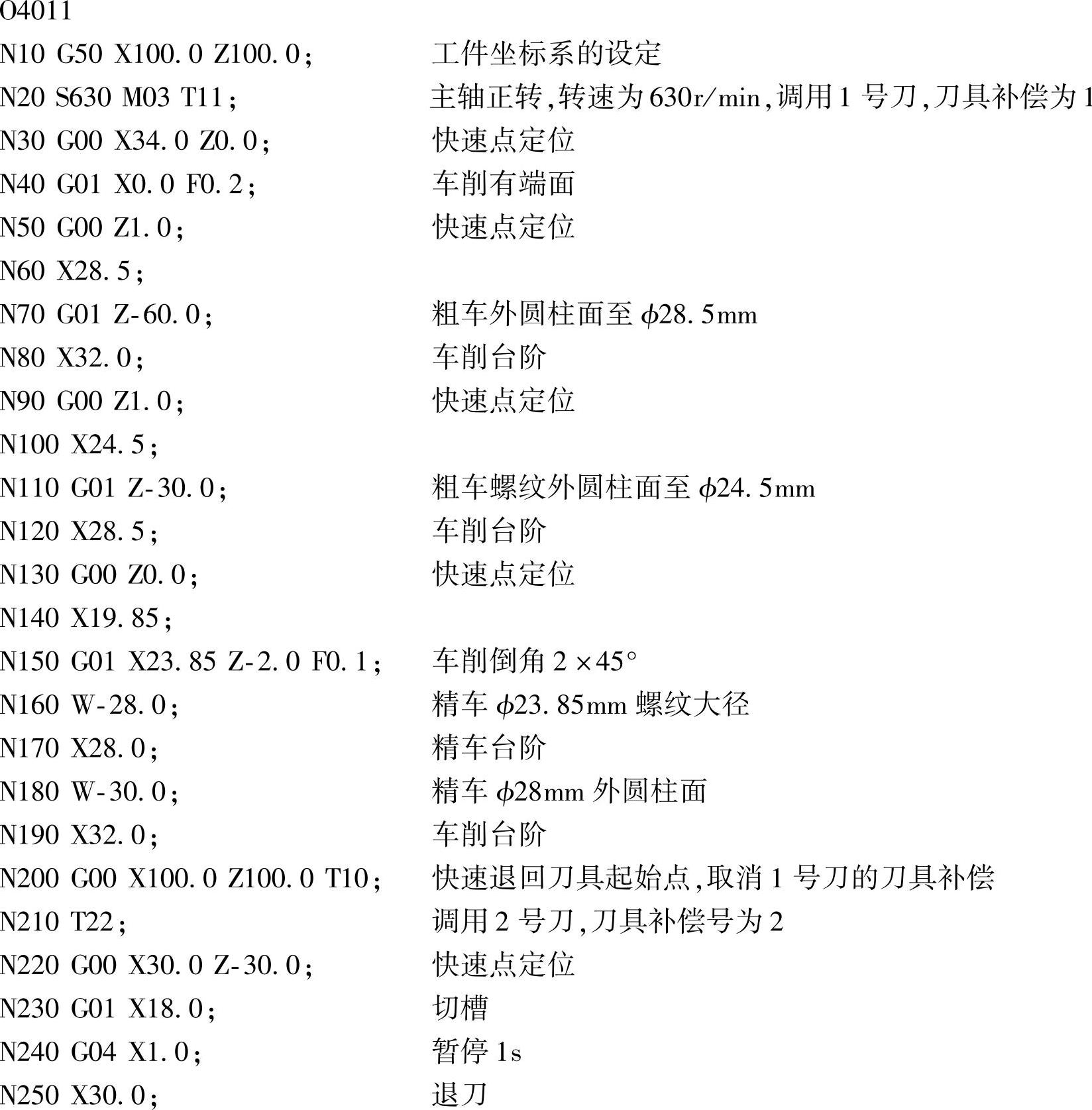
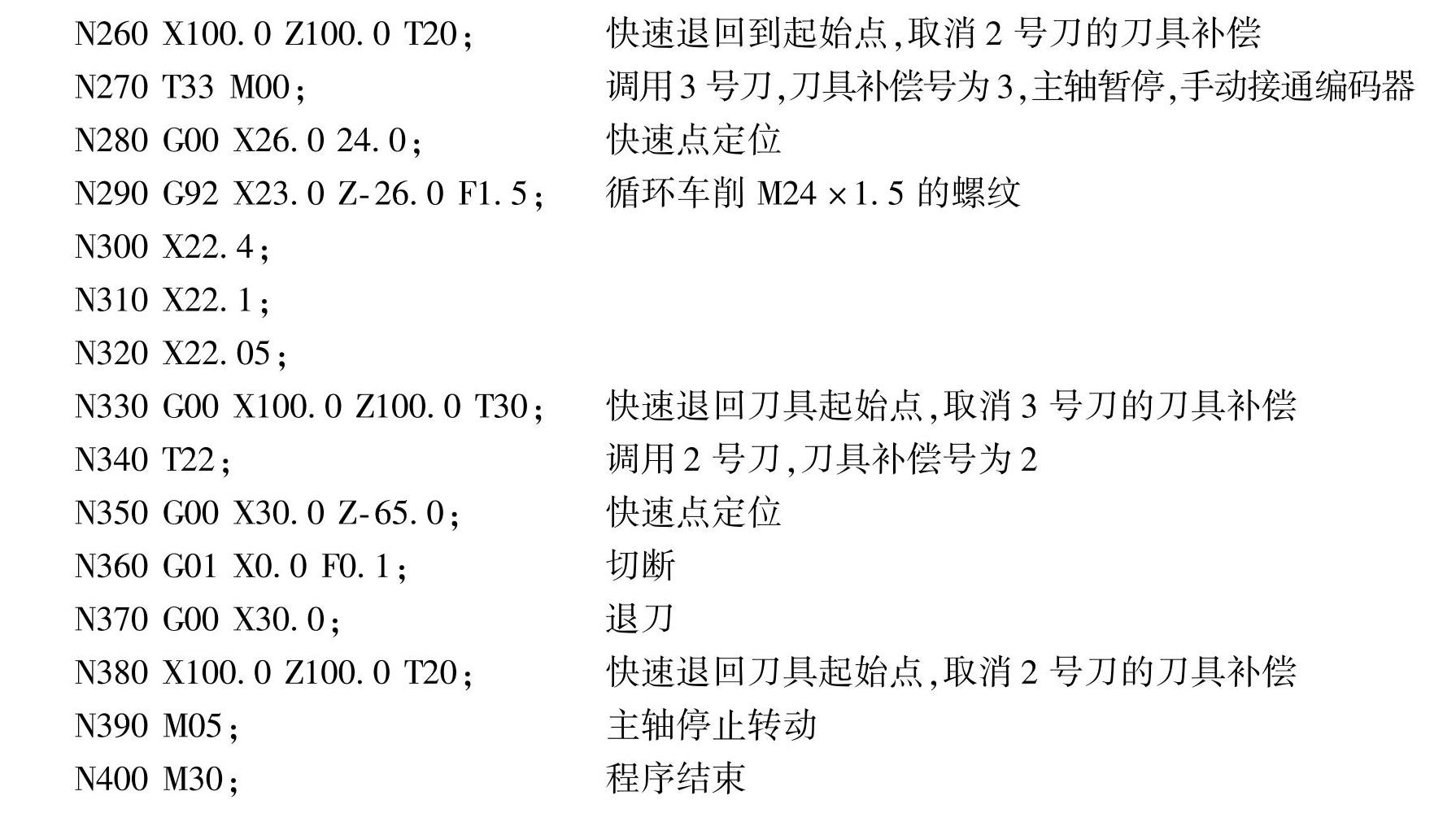
数控车床加工的螺纹多是米制三角形螺纹。加工螺纹时,车床主轴每转一转,刀具必须纵向移动一个螺距(或导程)。
1.零件图的分析
图4-52所示的螺纹类零件,其φ28mm外圆柱面直径处加工精度较高,同时需加工M24×1.5的螺纹,其材料为45钢,选择毛坯尺寸为φ32mm×100mm。

图4-52 螺纹类零件
2.加工方案及加工路线的确定
以零件右端面中心O作为坐标系原点,设定工件坐标系。根据零件尺寸精度及技术要求,本例将粗、精加工分开来考虑。确定的加工工艺路线为:车削右端面→粗车外圆柱面至φ28.5mm→粗车螺纹外圆柱面至φ24.5mm→车削倒角2×45°→精车φ23.85mm螺纹大径→精车台阶→精车φ28mm外圆柱面→切槽→循环车削M24×1.5螺纹。
3.零件的装夹及夹具的选择
采用该机床本身的标准卡盘,毛坯伸出自定心卡盘外70mm,并找正夹紧。
4.刀具和切削用量的选择
1)刀具的选择。选择1号刀具为90°硬质合金机夹偏刀,用于粗、精车削加工。选择2号刀具为硬质合金机夹切断刀,其刀片宽度为5mm,用于切槽、切断车削加工。选择3号刀具为60°硬质合金机夹螺纹刀,用于螺纹车削加工。
2)切削用量的选择。采用的切削用量主要考虑加工精度要求并兼顾提高机床寿命等因素。确定主轴转速n=630r/min,进给速度粗车时为F=0.2mm/r,精车时为F=0.1mm/r。
5.尺寸计算
螺纹牙型深度:t=0.65P=0.65×1.5mm=0.975mm
D大=D公称-0.1P=(24-0.1×0.5)mm=23.85mm
D小=D公称-1.3P=(24-1.3×0.5)mm=22.05mm
螺纹加工分为4刀,第1刀:φ23mm,第2刀:φ22.40mm,第3刀:φ22.10mm,第4刀:φ22.05mm。
6.编制程序(采用混合编程)
有关数控机床加工工艺入门与提高的文章

取第4章中切削力和切削温度的实验数据中的16组切削参数,用仿真方法获取切削力和切削温度值,每一组仿真值和实验值的切削力对比情况见图5-7a,切削温度对比情况见图5-7b。从图5-7可以看出,仿真值与实验值比较接近,相对误差都在10%以内。......
2023-06-27
小直径螺纹的常规加工一般直接采用图4.1-1a所示的丝锥进行攻螺纹加工;中等直径的螺纹通常采用图4.1-1b所示的镗削工艺;大直径的螺纹或螺旋线则通过图4.1-1c所示的螺旋铣削加工完成。图4.1-1 螺纹加工方式a)攻螺纹 b)螺纹镗削 c)螺旋铣削FS-0iMD的指令G63用于攻螺纹方式选择,指令模态有效。攻螺纹方式可以利用同组的连续切削G代码指令G64、G61等撤销。......
2023-06-25
车削加工的工艺特点就是工件旋转做主运动,车刀作进给运动。2)使用90°左偏刀从外向中心进给车削平面,适用于加工尺寸较小的平面或一般的台阶端面。数控加工工艺是不能与常规加工截然分开的。这就要求数控工艺员要具备良好而全面的工艺知识。在实施数控加工之前,应先使用常规的切削工艺,把加工余量减到尽可能小。这样做既可以缩短数控加工时间,降低加工成本,同时又可以保证加工的质量。......
2023-06-26

螺纹的加工方法很多,经常使用的有车削、套螺纹、攻螺纹、铣削、磨削和滚压加工,具体应根据螺纹的类别、精度及零件的结构与生产类型选择适用的加工方法。车削时只用中溜板横向进给,在几次行程后,将螺纹车到所需的尺寸和表面粗糙度,这种方法叫作直进法,适用于P<3 mm 的三角形螺纹的粗、精车。在车床上用板牙套螺纹的方法。套筒4 上有一条长槽,长槽内由销钉3 插入工具体2 中,防止套螺纹时转动。......
2023-06-29

要彻底消除切削液带来的环境污染,干式螺纹加工则是可行的方法。国内目前对干攻螺纹加工方法研究不多。搓制丝锥在干攻螺纹时易崩刃,磨制丝锥基本能满足加工要求,TiN涂层挤压丝锥既满足了螺纹的加工质量要求,又具有长的使用寿命。图4-65是湿式攻螺纹与干攻螺纹的丝锥寿命比较。......
2023-06-25

在“创建工序”对话框的下拉列表中选择选项,此时,对话框中出现车削加工的21种子类型。图7.1.1所示的“创建工序”对话框区域中的各按钮说明如下。......
2023-06-18

②了解螺纹的测量方法。图2.54螺纹零件准备工作①安装螺纹车刀。图2.55用钢直尺或螺距规检查螺距3)进刀切螺纹时,总切削深度与螺距间的关系是ap=0.65P,中滑板转过的格数n可计算为4)切削过程中的对刀步骤①将螺纹车刀装夹好后,车刀不切入工件,只在螺纹外径表面上对刀。③按下开合螺母并开车,将车刀移至工件表面处,停车。5)检验用螺纹环规检查。......
2023-06-27

相关推荐