图2-14 模拟示波器和数字示波器示波器常用于电子电路的生产调试和维修领域,一般可通过观察示波器显示的信号波形,来判断电路性能是否正常。正常情况下将示波器的探头靠近IGBT,便可以感应到脉冲信号波形,若无法感应到脉冲信号,则说明前级电路中的元器件或IGBT已经损坏。......
2025-09-29
数控机床加工中的动作在加工程序中用指令的方式事先予以规定,这类指令有准备功能G、辅助功能M、刀具功能T、主轴转速功能S和进给功能F之分。对于准备功能G和辅助功能M,由于我国目前数控机床的形式和数控系统的种类较多,它们的指令代码定义还不统一,同一个G指令或同一个M指令其含义有时不相同。因此,编程人员在编程前必须对自己使用的数控系统的功能进行仔细的研究,以免发生错误。
本书主要以FANUC-6T系统为例介绍数控车床数控系统功能。
1.准备功能
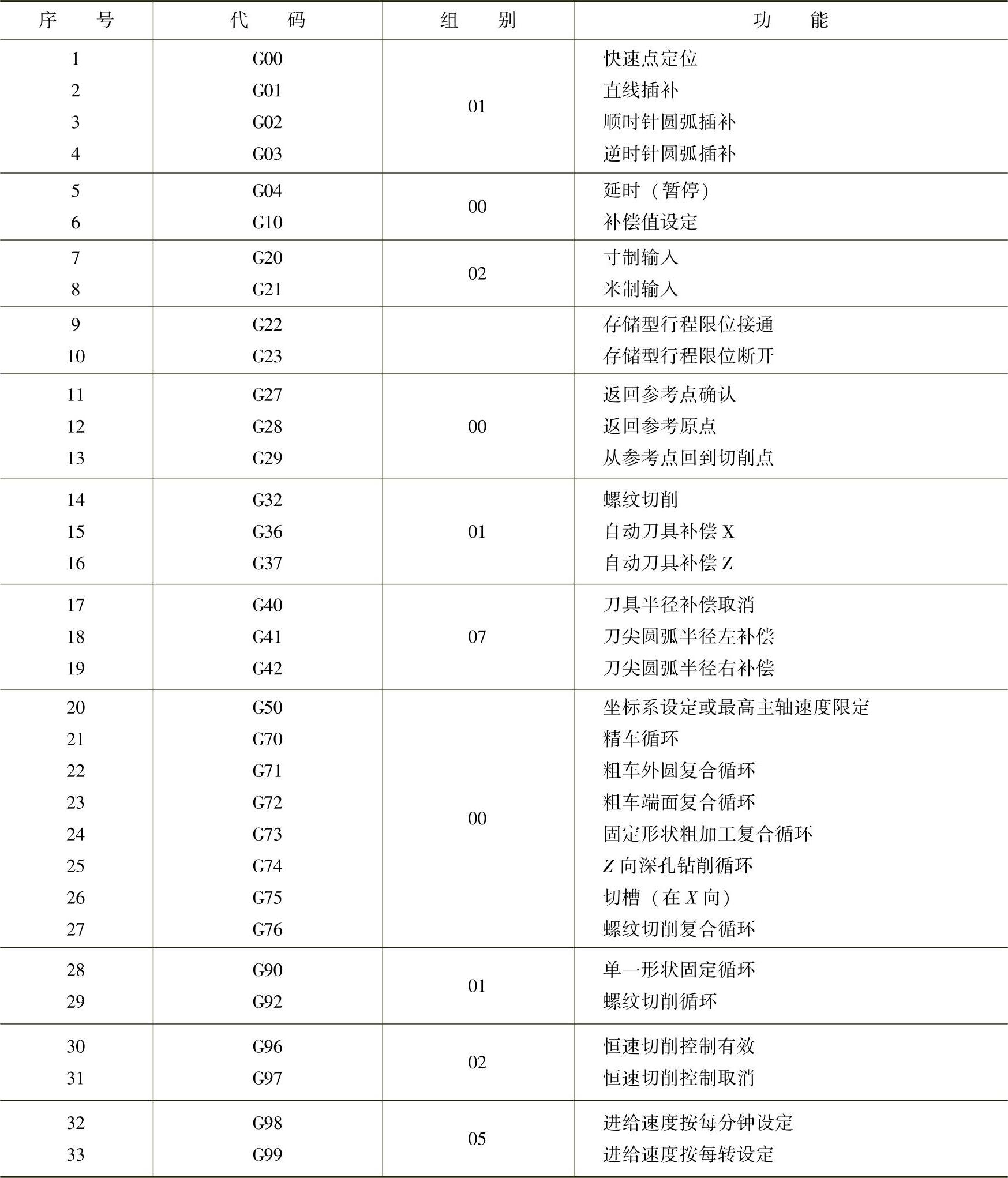
准备功能又称G功能或G代码,它是建立机床或控制数控系统工作方式的一种命令。FANUC-6T系统常用准备功能标准见表4-1。
表4-1 FANUC-6T系统常用准备功能标准
2.辅助功能
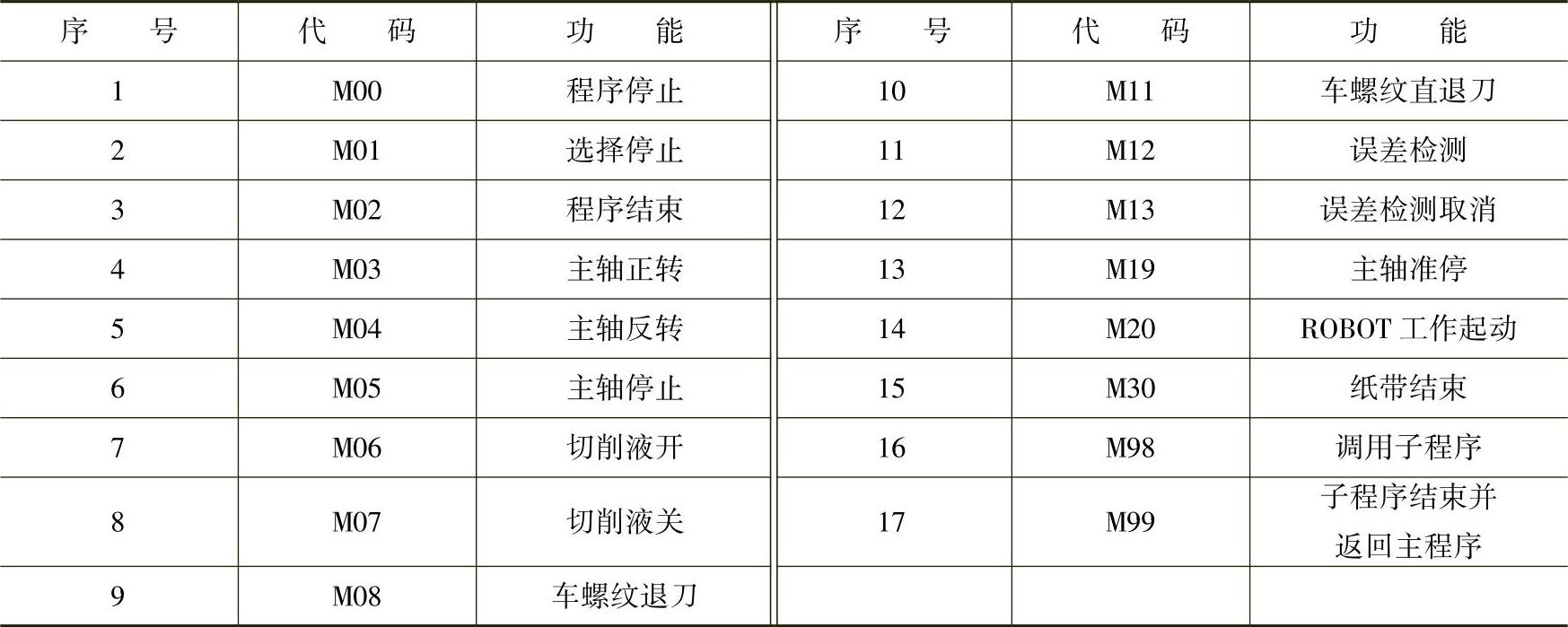
辅助功能又称M功能,主要用来表示机床操作时的各种辅助动作及其状态。FANUC-6T系统常用辅助功能标准见表4-2。
表4-2 FANUC-6T系统常用辅助功能标准
3.F、T、S功能(https://www.chuimin.cn)
1)F功能用来指定进给速度,由地址F和其后面的数字组成。
在含有G99程序段后面,再遇到F指令时,则认为F所指定的进给速度单位为mm/r。系统开机状态为G99,只有输入G98指令后,G99才被取消。而G98为每分钟进给,单位为mm/min。
2)T功能用来控制数控系统进行选刀和换刀。用地址T和其后的数字来指定刀具号和刀具补偿号。车床上刀具号和刀具补偿号有两种形式,即T1+1或T2+2,具体格式和含义如下:

在FANUC-6T系统中,这两种形式均可采用,通常采用T2+2形式,例如T0101表示采用1号刀具和1号刀补。
3)S功能用来指定主轴转速或速度,用地址S和其后的数字组成。
G96是接通恒线速度控制的指令,当G96执行后,S后面的数值为切削速度。例如:G96 S100表示切削速度为100mm/min。
G97是取消G96的指令。执行G97后,S后面的数值表示主轴每分钟转数。例如:G97 S800表示主轴最高转速为800r/min,系统开机状态为G97指令。
G50除有坐标系设定功能外,还有主轴最高转速设定功能。例如:G50 S2000表示主轴转速最高为2000r/min。用恒线速度控制加工端面锥度和圆弧时,由于X坐标值不断变化,当刀具逐渐接近工件的旋转中心时,主轴转速会越来越高,工件有从卡盘飞出的危险,所以为防止事故发生,有时必须限定主轴最高转速。
相关文章

图2-14 模拟示波器和数字示波器示波器常用于电子电路的生产调试和维修领域,一般可通过观察示波器显示的信号波形,来判断电路性能是否正常。正常情况下将示波器的探头靠近IGBT,便可以感应到脉冲信号波形,若无法感应到脉冲信号,则说明前级电路中的元器件或IGBT已经损坏。......
2025-09-29

当承受拉力时,强度性能指标主要表现为屈服强度和抗拉强度。表1-1常见金属的弹性模量单位:MPa屈服阶段。曲线最高点C对应的应力值用Rm表示,称为材料的抗拉强度,单位为MPa,它是材料所能承受的最大应力。......
2025-09-29

在加载过程中,弹簧所吸收的能量称为变形能,以U 表示。对于自由放置的螺旋弹簧,在变形恢复时若没有与其他零件相摩擦,摩擦损失的能量等于零,则弹簧放出的能量和积蓄的能量相等。对于叠板弹簧、碟形弹簧及环形弹簧等,由于在过程中弹簧间变形相互摩擦,故有相当数量的摩擦功存在,致使卸载时的特性线低于加载时的特性线,如图3-35 所示。设计缓冲弹簧时,为保证其缓冲能力,应要求弹簧的变形能大于 被缓冲物体的动能。......
2025-09-29

图1-11简单的滑轮装置图1-12典型的滑轮组装置如果将滑轮以累加的形式组合,将会获得很多令人欣喜的机械性能。用提升力除以滑轮组之间竖直方向的绳索根数可以确定滑轮组需要的拉力。这个滑轮安装在一个插棒式铁芯上。图1-13螺线管位移倍增装置滑轮组最常见的应用是V形带传动,该传动形式常用于能量转换。图1-14三角带传动牵引传动机构是另外一种利用滑轮组工作的装置。图1-17缆索滑轮驱动系统图1-18护套缆索驱动系统......
2025-09-29

材料的特性葛利兹1.2344为德国乔治玛林·葛利兹GCRODITZ钢厂牌号,是耐压热模钢。化学成分该钢化学成分:C0.38%~0.42%、Si0.80%~1.20%、Mn0.30%~0.50%、P≤0.025%、S≤0.005%、Cr4.80%~5.50%、Mo1.20%~1.50%、V0.90%~1.10%。参考对应牌号美国AISI/SAE标准牌号H13、中国GB标准牌号4Cr5MoVSi、瑞典UDDEHOLM标准牌号ORVAR 2M、瑞典一胜百标准牌号8402/8407、日本标准牌号SKD61、日本日立标准牌号DAC、日本不二越标准牌号HDS61、德国DIN标准材料编号1.2344、奥地利百禄标准牌号W302。......
2025-09-29

由上述可知,功包含了两个因素,即力和位移。图13-6广义力的虚功力状态;位移状态当力与位移的方向一致时,虚功为正值,当力与位移的方向相反时,虚功为负值。使力做虚功的位移,可以是荷载引起的位移、温度变化或支座移动等其他因素引起的位移,也可以是虚设的位移。......
2025-09-29
用高速钢刀具粗铣时,切削速度15~30m/min,精铣时切削速度35~50m/min,回火2~4h,切削深度1~2mm。用普通高速钢刀具铣削B20钢,其刀具磨损同铣削S45C~S55C钢相似,而断屑性能更好。由于该钢的碳当量比S45C~S50C钢低,钢的焊接裂纹敏感性小,焊接热影响区的硬度和周围基体差距比焊接S45C~S50C钢小,焊后经300~400℃回火,仍然保持供货状态硬度。由于添加合金元素铬,该钢的耐蚀性比S45C~S50C钢好。......
2025-09-29

车削加工的工艺特点就是工件旋转做主运动,车刀作进给运动。2)使用90°左偏刀从外向中心进给车削平面,适用于加工尺寸较小的平面或一般的台阶端面。数控加工工艺是不能与常规加工截然分开的。这就要求数控工艺员要具备良好而全面的工艺知识。在实施数控加工之前,应先使用常规的切削工艺,把加工余量减到尽可能小。这样做既可以缩短数控加工时间,降低加工成本,同时又可以保证加工的质量。......
2025-09-29
相关推荐