光栅测量装置包括光标尺和光读数装置两部分。前者称为透射式光栅,后者称为反射式光栅。这样,测量光栅水平方向移动的微小距离就用检测垂直方向的宽大的莫尔条纹的变化代替。位移—数字变换电路也称为光栅测量电路或四倍频细分电路。......
2023-06-26
1.感应同步检测单元的结构和工作原理
感应同步器(图3-10)是一种高精度的非接触式电磁式位置检测元件。它具有测量距离长、环境适应性好、结构简单的特点,在数控机床的闭环伺服控制系统中获得广泛应用,也在普通机床上用来显示机床移动部件坐标位置量。
按其结构分为测量直线位移的直线式和测量角位移的圆盘式两种。直线式包含定尺和滑尺,圆盘式则包含定子和转子。两种结构的原理完全一样,并且都与旋转变压器相似,是利用电磁感应原理制成的。安装时,定尺一般固定在机床的移动部件上,滑尺固定在机床的固定部件上,定尺和滑尺都应与机床导轨基准面平行,两者之间保持一定的气隙,并在测量全程范围内气隙的允许变化量为±0.05mm。
当给滑尺的正弦、余弦绕组加上交流励磁电压时,则在滑尺绕组中产生励磁电流,绕组周围产生按正弦规律变化的磁场,由于电磁感应的原因,在定尺绕组上产生感应电压。当滑尺与定尺之间产生相对位移时,由于电磁耦合的变化,定尺绕组上的感应电压随滑尺位移的变化而变化。
当滑尺的两个绕组中的任一绕组通过励磁交变电压时,由于电磁感应,在定尺绕组中会产生感应电动势,该感应电动势的大小取决于滑尺和定尺的相对位置。感应电动势的频率与励磁信号的频率相同,幅值由励磁信号的幅值和感应同步器的物理结构决定。当滑尺绕组与定尺绕组完全重合时,定尺绕组中的感应电动势最大,如果滑尺相对于定尺从重合处逐渐向左(或右)平行移动,感应电动势就随之逐渐减小,在两绕组刚好处于相差1/4节距的位置时,感应电动势为零。滑尺移动到1/2节距位置时,感应电动势又处于最大,但极性相反。当到达3/4节距位置时,又变为零。移动了一个节距后,又出现了初始情况。滑尺相对于定尺的不同位置(在一个节距内)及定尺感应电动势的变化如图3-11所示。
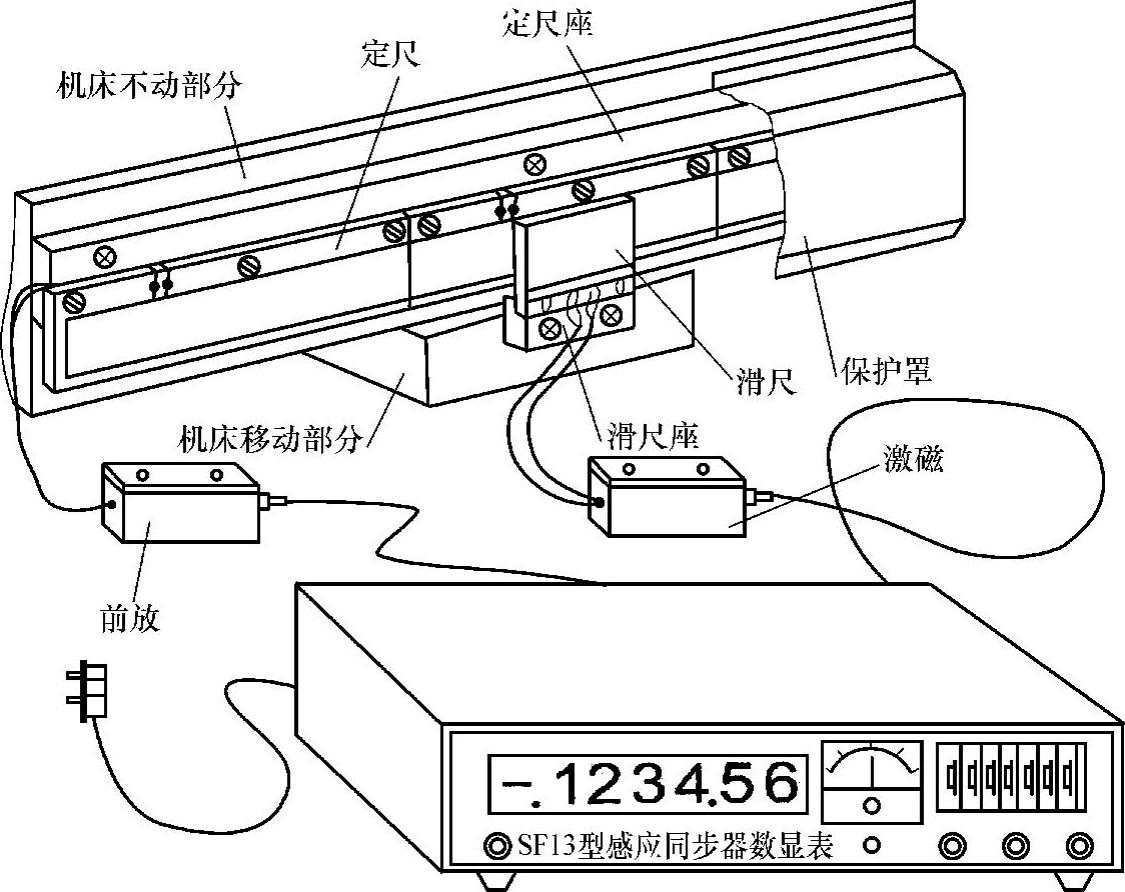
图3-10 感应同步器
感应同步器工作原理与旋转变压器工作原理基本相同。设滑尺绕组节距为P,它对应的感应电动势以余弦函数规律变化了2π,当滑尺移动距离为x时,则对应的感应电动势以余弦函数规律变化相位角θ。有如下关系
即

令Us表示滑尺上一相绕组的励磁电压,有
Us=Umsinωt (3-14)
式中 Um——Us的幅值。
定尺绕组的感应电动势为
Uo=KUscosωt=KUmcosθsinωt (3-15)
式中 K——耦合系数。
θ可通过式(3-13)求出。
2.感应同步检测单元的应用
感应同步器有两种工作方式,它们是鉴相工作方式和鉴幅工作方式。
(1)鉴相工作方式感应同步器的鉴相工作方式如图3-12所示。

图3-11 一个节距内定尺感应电动势的变化
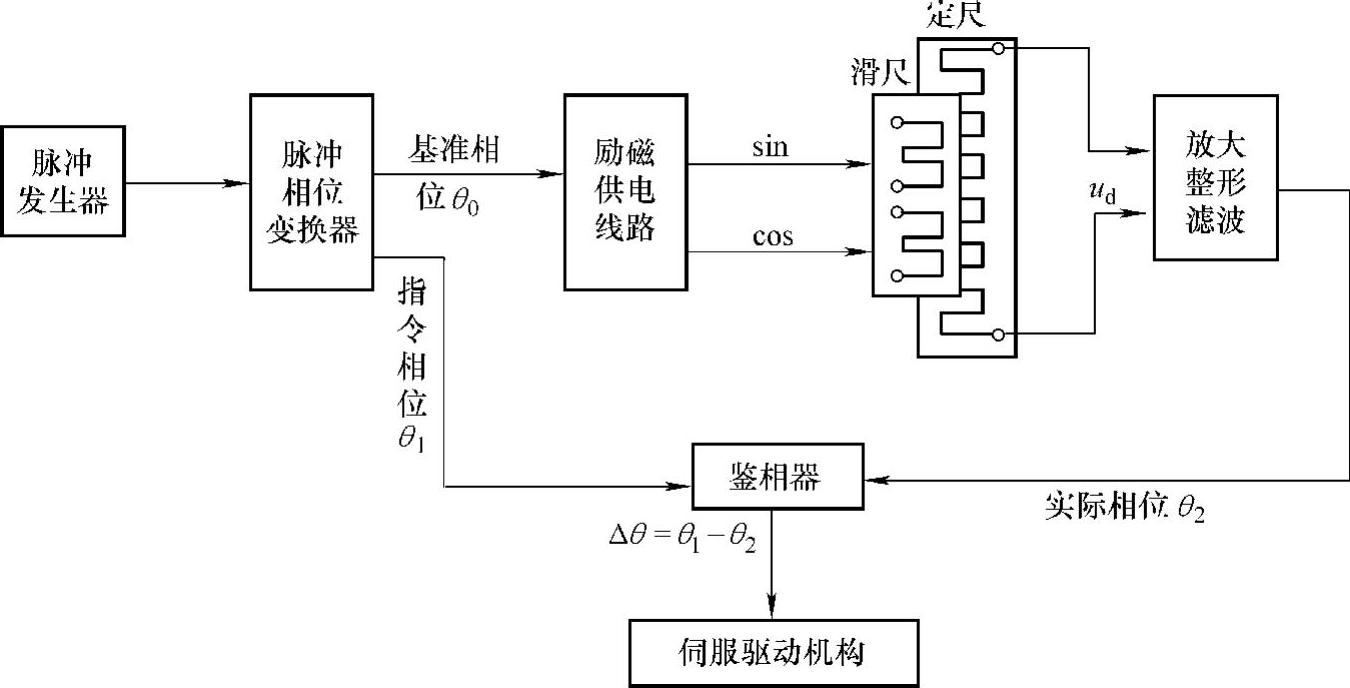
图3-12 感应同步器的鉴相工作方式
对滑尺的正弦绕组和余弦绕组通入幅值相等、频率相同、相位相差90°的交流电压,如下所示
Us=Umsinωt
Uc=Umcosωt
由于励磁信号将在空间产生一个以ω为频率移动的行波。磁场切割定尺导片,并产生感应电动势,该电动势随着定尺与滑尺的相对位置不同而产生超前或滞后的相位差θ。按照叠加理论,得到如下感应电动势
Uo=KUmsinωtcosθ-KUmcosωtsinθ
=KUmsin(ωt-θ) (3-16)
其中, 。
。
在一个节距内,θ和x是对应的,所以,通过测量定尺感应电动势的相位θ就可以测量到定尺相对滑尺的位移x。
(2)鉴幅工作方式
对滑尺的正弦绕组和余弦绕组分别通以频率相同、相位相同、幅值不同,但能由指令角位移θ调节的交流电压,即
Us=Umsinθsinωt
Uc=Umcosθsinωt
当滑尺相对定尺移动了x距离时,对应的相移为δ,则定尺上感应电动势为

如果励磁电压的θ与定尺和滑尺的实际相位角δ不一致,则设δ=θ+Δα,由式(3-17)得到

当Δα非常小时,有sinΔα≈Δα,式(3-18)可写成
Uo≈±KUmΔαsinωt (3-19)
因为 ,故得到
,故得到

所以,当位移Δx非常小时,感应电动势Uo的幅值与Δx成正比。这样就可以对位移增量进行高精度细分。如Δx=0.01mm时,使Uo达到某一门槛电平,产生一个脉冲信号,用这个脉冲信号再去控制修改励磁电压线路,产生适合的Us和Uc,从而使Uo重新为零。该方法与旋转变压器的鉴幅工作方式相同,只不过在这里用脉冲量替代位移量,来达到测量和控制的目的。
基于鉴幅方式下的数控机床闭环系统结构如图3-13所示。工作台位移值未达到指令要求值,即x1≠x(δ≠θ)时,定尺上的感应电动势Uo≠0,该电压经过检波放大控制伺服驱动机构并带动机床工作台移动。当工作台移动至x1=x(δ=θ)时,定尺上感应电压为零,误差信号消失,工作台停止移动。定尺上的感应电压Uo同时输出至相敏放大器,与来自相位补偿器的标准正弦信号进行比较,从而控制工作台的运动方向。
有关数控机床加工工艺入门与提高的文章

光栅测量装置包括光标尺和光读数装置两部分。前者称为透射式光栅,后者称为反射式光栅。这样,测量光栅水平方向移动的微小距离就用检测垂直方向的宽大的莫尔条纹的变化代替。位移—数字变换电路也称为光栅测量电路或四倍频细分电路。......
2023-06-26

在智能变电站内分散在不同地点的变电站一体化监控系统及设备记录的数据带有时间标记,全站采用统一且准确的时间标记,才能准确描述电力系统的事件顺序和发展过程,才能在发生电网事故后准确分析事故原因。对变电站内的时间同步系统进行检测,电路连接如图7-7 所示。图7-8时间准确度检测图要求:TTL电平接口<1 μs。用时钟同步系统测试仪测量被测装置输出的 IRIG-B信号,记录分析结果。要求 PTP 对时服务有效。......
2023-06-28

感应电炉熔炼时常采用扩散脱氧和沉淀脱氧相结合的综合脱氧法。感应电炉熔炼时,W和Mo的烧损量约2%,Cr的烧损量约5%。熔化初期,在感应电流的趋肤效应作用下,炉料逐层熔化。对于中型和大型真空感应电炉,应采用中间包浇注,通过挡渣坝将液面的熔渣挡住,防止它们进入锭模。......
2023-06-22

1.齿轮感应淬火的质量检验项目及要求齿轮感应淬火的检验项目、方法及要求见表8-36表8-36 齿轮感应淬火的检验项目、方法及要求2.齿轮感应淬火外观质量检验表8-37 齿轮感应淬火外观质量检验(续)3.齿轮感应淬火(回火)表面硬度检查表8-38 齿轮感应淬火(回火)表面硬度检查4.有效硬化层深度的测定感应淬火齿轮的硬化层深度,目前绝大多数是通过切割样件规定的检验部位来测量。......
2023-06-29
图7-7所示为双频感应淬火的几种齿轮仿形硬化层分布。东风汽车公司对材料为45钢、模数为3mm的齿轮进行双频感应淬火时,能够得到沿齿廓均匀分布的淬硬层,淬硬层深为0.8mm时具有最佳弯曲疲劳性能,与SCM420钢渗碳齿轮疲劳性能基本相当,疲劳极限可以达到1450MPa。例如,齿高为4.7mm,当齿根硬化层深度为0.55mm时,双频感应淬火的齿顶硬化层深度为1.54mm,仿形率为67.2%。......
2023-06-29

图3-12加工单元设备示意图左视图;正视图图3-13加工单元铝合金型材支撑架示意图其中:220 mm长铝合金型材6根;110 mm长铝合金型材2根;150 mm长铝合金型材2根。装配铝合金型材支撑架时,注意调整好各条边的平行度及垂直度,锁紧螺栓。......
2023-06-15

涂层厚度的检测包括局部厚度的检测和平均厚度的检测。热喷涂涂层无损检测方法主要有磁性法、涡流法、测量法等,破坏性检测法主要有金相显微镜法。根据被测工件涂层有效面积的大小,采用不同测量点数进行。对于不同用途的涂层,可根据用户要求报告平均厚度、最小厚度或最大厚度。......
2023-06-18

水中加热淬火用于模数3mm以上的中碳钢齿轮淬火。埋液感应淬火技术可满足冶金、矿山、石油化工等行业的大型轧机、推钢机、磨球机、混合机等传动齿轮中的直齿轮、斜齿轮、人字齿轮、多头蜗杆、锥齿轮及弧齿锥齿轮等表面淬火。埋液逐齿感应淬火机床示意图如图6-8所示。为获得沿齿廓分布的淬火层均匀一致、齿顶无邻齿回火效应,可采用同齿定位埋油感应加热连续淬火工艺。......
2023-06-29
相关推荐