表5-4 步距基本尺寸计算2.步距精度在多工位级进模冲压中,工位数不管多少,要求其工位步距大小的绝对值,在同一副模具内都是相同的。但步距精度过高,将给模具制造带来困难。......
2023-06-26
走刀路线是刀具在整个加工工序中相对于工件的运动轨迹,它不但包括了工步的内容,而且也反映出工步的顺序。走刀路线是编写程序的依据之一。因此,在确定走刀路线时最好画一张工序简图,将已经拟订出的走刀路线画上去(包括进、退刀路线),这样可为编程带来很多方便。
工步顺序是指同一道工序中,各个表面加工的先后次序。它对零件的加工质量、加工效率和数控加工中的走刀路线有直接影响,应根据零件的结构特点和工序的加工要求等合理安排。工步的划分与安排一般可随走刀路线来进行。在确定走刀路线时,主要考虑以下几点。
1)对点位加工的数控机床,如钻、镗床,要考虑尽可能缩短走刀路线,以减少空程时间,提高加工效率。
2)为保证工件轮廓表面加工后的表面质量要求,最终轮廓应安排在最后一次走刀连续加工出来。
3)刀具的进、退刀路线须认真考虑,要尽量避免在轮廓处停刀或垂直切入、切出工件,以免留下刀痕(切削力发生突然变化而造成弹性变形)。
4)铣削轮廓的加工路线要合理选择,一般采用图2-50所示的三种走刀方式。图2-51a所示为Z字形双方向走刀方式,图2-51b所示为单方向走刀方式,图2-51c所示为环形走刀方式。在铣削封闭的凹轮廓时,刀具的切入或切出不允许外延,最好选在两面的交界处,否则,会产生刀痕。为保证表面质量,最好选择图2-51b、c所示的走刀路线。
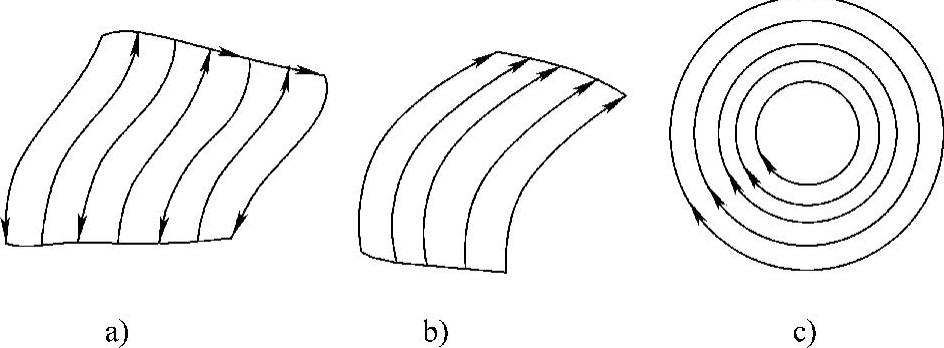
图2-50 轮廓加工的走刀方式
a)Z字形 b)单向 c)环形
5)旋转体类零件的加工一般采用数控车或数控磨床加工,由于车削零件的毛坯多为棒料或锻件,加工余量大且不均匀,因此合理制定粗加工时的加工路线,对于编程至关重要。

图2-51 轮廓加工的走刀路线
a)Z字形 b)单向 c)Z字形+环形
有关数控机床加工工艺入门与提高的文章

表5-4 步距基本尺寸计算2.步距精度在多工位级进模冲压中,工位数不管多少,要求其工位步距大小的绝对值,在同一副模具内都是相同的。但步距精度过高,将给模具制造带来困难。......
2023-06-26

有了基点的坐标,就可编写出这些直线、圆弧等的加工程序。逼近直线或圆弧小段的轮廓曲线的交点或切点,称为“节点”。此外,确定加工路线时,还要考虑工件的加工余量和机床、刀具的刚度等情况,确定分一次进给,还是分多次进给来完成加工,以及在铣削加工中是采用顺铣还是逆铣等。......
2023-06-25

春季进行走跑运动还有利于调节情绪。走跑锻炼时也应讲究科学,如果不注意锻炼的方法,很容易发生中暑等疾病,影响身体健康。冬季进行走跑的时间选择以上午10点左右为宜,在室外进行锻炼时要选择适合的锻炼地点,避免在大风、大寒、大雪、大雾中及空气污染的地方进行走跑运动,要注意锻炼的间歇时间要短,因为间歇的时间过长,体温下降,易使肌肉从兴奋状态降下来,容易发生肌肉损伤的事故。......
2023-11-22

部件或段件(分部件)的对接状态是指该部件或段件进入对接时所处的技术状态。表7-6影响对接状态的因素续表厂内分工:一般视工作量平衡、厂房面积、设备配置及利用率、工种分工、工作习惯和经验、有利于降低成本、缩短制造周期等因素而定。......
2023-07-18
运动后的按摩对于身体的恢复是极有好处的,可以改善局部血液循环,加速把肌肉组织中的乳酸等物质排除出去,使机体代谢和氧化过程更加积极,还可以减轻肌肉负荷后的紧张度,消除肌肉硬化现象,从而消除疲劳,加速机体的恢复,起到良好的放松效果。......
2023-11-22

毛坯的形状和尺寸,基本上取决于零件的形状和尺寸。在确定了毛坯加工余量以后,毛坯的形状和尺寸,除了将毛坯加工余量附加在零件相应的加工表面上外,还要考虑毛坯制造、机械加工和热处理等多方面工艺因素的影响。下面仅从机械加工工艺的角度,分析确定毛坯的形状和尺寸时应考虑的问题。图4-5扁螺母整体毛坯及加工在确定了毛坯种类、形状和尺寸后,还应绘制一张毛坯图,作为毛坯生产单位的产品图样。......
2023-06-29

本节讨论集中式数据库系统里的查询优化问题,这很有意义。首先,分布式查询要翻译成本地查询,每个本地查询其实就是一个集中式查询。多关系查询无法进一步分离,无法再约简。单关系查询存放在特定的数据结构里,留待随后查询(如连接)的优化和OVQP使用。候选树则通过使用交换律和结合律对n元关系的连接序进行交换后获得。......
2023-10-28
铸件收缩率的大小随合金种类及铸件的结构、尺寸、形状而不同。通常,灰铸铁的收缩率为0.5%~1.0%,铸钢的收缩率为1.3%~2.0%,有色合金的收缩率为1.0%~1.5%。上述各项工艺参数的具体数值可查阅相关手册。......
2023-06-24
相关推荐