在自动焊中,工件定位夹紧是保证焊接质量和提高焊接效率的关键环节之一。定位是指装配时保证焊件和焊缝在指定位置的过程。定位依靠胎夹具的定位基准和夹紧机构的作用力。一个典型的夹紧装置由力源、中间传力机构和压板3部分组成。夹紧装置根据力源不同可分为机动夹紧及手动夹紧两大类。图5-4-10所示是常见的夹紧装置。图5-4-11 筒体内撑夹紧装置近年来,出现了柔性、组合焊接夹具,如图5-4-12所示。......
2023-06-26
1.工件自由度及其限制
一个在空间处于自由状态的工件,其位置的不确定性可描述如下:如图2-6a所示,将一未定位的工件放在空间直角坐标系中,工件可以沿X、Y、Z轴有不同的位置,称为工件沿X、Y、Z轴的位置自由度,用 表示;也可以绕X、Y、Z轴有不同的位置,称为工件绕X、Y、Z轴的角度自由度,用
表示;也可以绕X、Y、Z轴有不同的位置,称为工件绕X、Y、Z轴的角度自由度,用 表示。用来描述工件位置不确定性的
表示。用来描述工件位置不确定性的 和
和 称为工件的六个自由度。
称为工件的六个自由度。
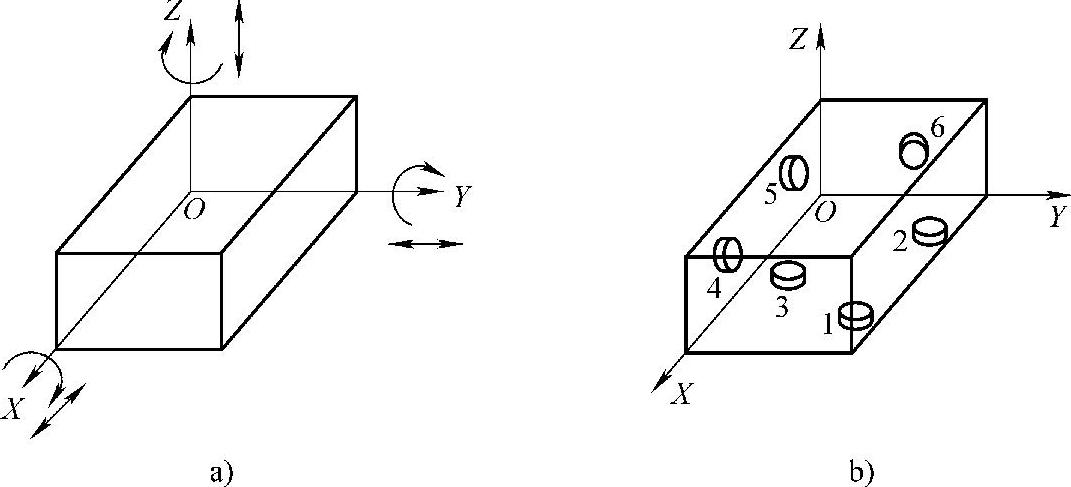
图2-6 六点定位原理
确定工件相对刀具和机床的正确加工位置,也就是要限制工件的六个自由度。设空间有一固定点,工件的底面与该点保证接触,那么,工件沿Z轴的位置自由度就被限制了。如图2-6b所示,设有六个固定点,工件的三个面分别与这些点保持接触,工件的六个自由度就都被限制了。这些用来限制工件自由度的固定点,称为定位支承点,简称支承点。
无论工件的形状和结构如何,它的六个自由度都可以用六个支承点来限制,只是六个支承点的分布不同罢了。
用合理分布的六个支承点限制工件六个自由度的法则,称为六点定则。
支承点的分布必须合理,否则六个支承点就限制不了六个自由度,或不能有效地限制六个自由度。如图2-7a所示,工件底面上的1、2、3共三个支承点限制了 ,它们应放成三角形,三角形的面积越大,定位就越稳;工件侧面上的4、5两个支承点限制了
,它们应放成三角形,三角形的面积越大,定位就越稳;工件侧面上的4、5两个支承点限制了 ,它们不能垂直放置,否则,工件绕Z轴的转动自由度z^就不能限制了。
,它们不能垂直放置,否则,工件绕Z轴的转动自由度z^就不能限制了。
六点定则是工件定位的基本法则。在生产实际中,起支承点作用的是一定形状的几何体,这些用来限制工件自由度的几何体就是定位元件(图2-7b)。

图2-7 长方体工件定位支承点分布及定位元件
2.对工件定位的错误理解
我们在研究工件在夹具中的定位时,容易产生两种错误的理解。
一是认为:工件在夹具中被夹紧了,工件没有自由度,因此工件也就定位了。这种把定位和夹紧混为一谈是概念上的错误。我们所说的工件的定位是指每个加工工件在夹紧前,它们要在夹具中按加工要求占有一致的正确位置(不考虑定位误差的影响),而夹紧工件可在任何位置,不能保证每个工件在夹具中处于同一位置。
二是认为:工件定位后,仍具有沿定位支承相反方向移动的自由度。这种理解显然也是错误的。因为工件的定位是以工件的定位基准面与定位元件相接触为前提条件的,如果工件定位基准面离开了定位元件,就称不上定位,也就谈不上限制自由度了。至于工件在外力的作用下,有可能离开定位元件,那却是要由夹紧来解决的问题。
3.限制工件自由度与加工要求的关系
工件定位的实质就是要限制对加工有不良影响的自由度,影响加工要求的自由度必须限制;不影响加工要求的自由度,有时需要限制,有时不需要限制,要视具体情况而定。
按照加工要求确定必须要限制的自由度,这是零件装夹中首先要解决的问题。
(1)完全定位和不完全定位要在图2-8所示的零件上铣槽,有槽底与A面的平行度和h尺寸两项加工要求,需限制 三个自由度;为保证槽侧面与B面的平行度及b尺寸两项加工要求,需限制
三个自由度;为保证槽侧面与B面的平行度及b尺寸两项加工要求,需限制 两个自由度;若铣通槽,则
两个自由度;若铣通槽,则 自由度不必限制,若不铣通槽,则
自由度不必限制,若不铣通槽,则 自由度必须限制。
自由度必须限制。
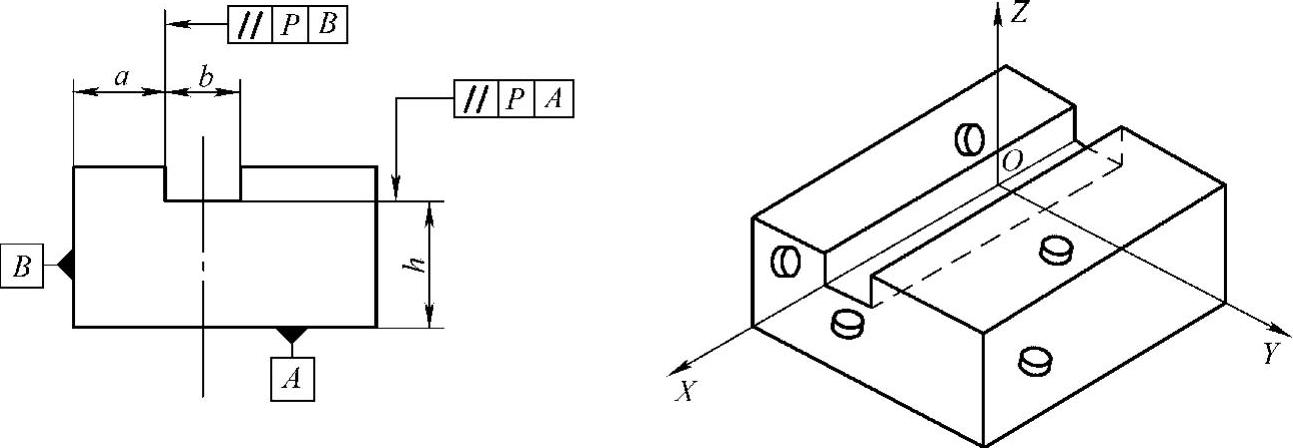
图2-8 按加工要求确定必须限制的自由度
工件六个自由度都限制了的定位称为完全定位。工件被限制的自由度少于六个,但能保证加工要求的定位称为不完全定位。图2-9a所示为加工内孔,限制了工件的四个自由度;图2-9b所示为加工顶平面,限制了工件的三个自由度。

图2-9 工件的不完全定位
a)加工内孔 b)加工顶平面
(2)欠定位和过定位根据工件加工的要求,应该限制的自由度而没有被限制的定位状态称为欠定位。欠定位显然不能保证本工序的加工技术要求,这是不允许的。如图2-10所示,在工件上钻孔,若在X方向上未设置定位挡销,孔到端面的距离就无法保证。
工件的同一自由度被两个以上不同的定位元件重复限制的定位,称为过定位。图2-11所示的在插齿机上插齿时工件的定位就是过定位,工件4以内孔在心轴1上的定位,限制了工件的 四个自由度;又以端面在凸台3上定位,限制了工件的
四个自由度;又以端面在凸台3上定位,限制了工件的 三个自由度,其中
三个自由度,其中 被心轴和凸台重复限制。由于工件的内孔和心轴的间隙很小,当工件的内孔与端面的垂直度误差较大时,工件端面与凸台实际上只有一点接触,如图2-12a所示,会造成定位不稳定。更为严重的是,工件一旦被压紧,在夹紧力的作用下,势必引起心轴或工件的变形,如图2-12b所示,这样会影响工件的装卸和加工精度,这种过定位是不允许的。
被心轴和凸台重复限制。由于工件的内孔和心轴的间隙很小,当工件的内孔与端面的垂直度误差较大时,工件端面与凸台实际上只有一点接触,如图2-12a所示,会造成定位不稳定。更为严重的是,工件一旦被压紧,在夹紧力的作用下,势必引起心轴或工件的变形,如图2-12b所示,这样会影响工件的装卸和加工精度,这种过定位是不允许的。

图2-10 工件的欠定位
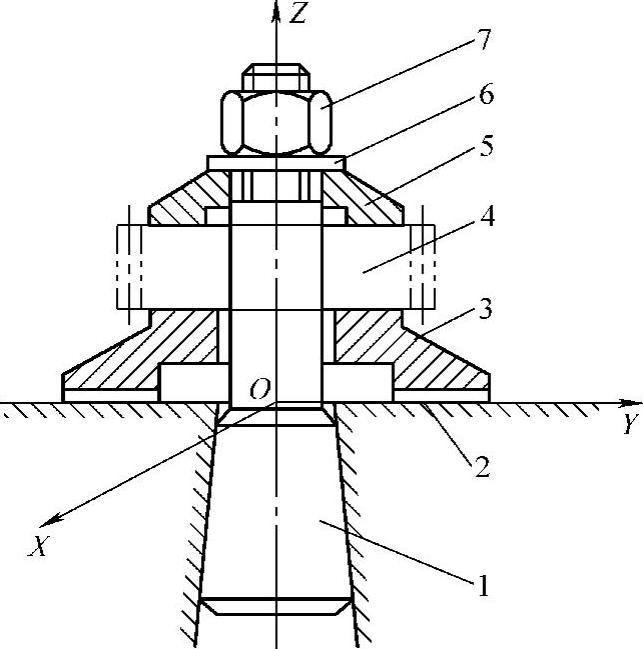
图2-11 工件的过定位
1—心轴 2—工作台 3—支承台 4—工件 5—压垫 6,7—压紧螺母

图2-12 过定位对装夹的影响
a)夹紧前 b)夹紧后工件或心轴的变形
在有些情况下,形式上的过定位是允许的。如图2-12所示,当工件的内孔和定位端面是在一次装夹中加工出来时,其具有良好的垂直度,且夹具的心轴和凸台也具有较好的垂直度,即使两者仍然有很小的垂直度误差,但可由心轴和内孔之间的配合间隙来补偿。因此,尽管心轴和凸台重复限制了 两个自由度,存在过定位,但由于不会引起相互干涉和冲突,在夹紧力的作用下,工件和心轴不会变形。这种定位的精度高,夹具的受力状态好,在实际生产中也得到了广泛应用。
两个自由度,存在过定位,但由于不会引起相互干涉和冲突,在夹紧力的作用下,工件和心轴不会变形。这种定位的精度高,夹具的受力状态好,在实际生产中也得到了广泛应用。
有关数控机床加工工艺入门与提高的文章

在自动焊中,工件定位夹紧是保证焊接质量和提高焊接效率的关键环节之一。定位是指装配时保证焊件和焊缝在指定位置的过程。定位依靠胎夹具的定位基准和夹紧机构的作用力。一个典型的夹紧装置由力源、中间传力机构和压板3部分组成。夹紧装置根据力源不同可分为机动夹紧及手动夹紧两大类。图5-4-10所示是常见的夹紧装置。图5-4-11 筒体内撑夹紧装置近年来,出现了柔性、组合焊接夹具,如图5-4-12所示。......
2023-06-26

在加工和测量工件时,应尽量使定位基准和测量基准与工序基准重合,以便消除因基准不重合而带来的误差。直接选用设计基准为定位基准,这称为基准重合原则。定位基准应有足够大的接触和分布面积,以使其能承受较大的切削力和定位稳定可靠。......
2023-06-26

如果需要进行工件坐标系的零点偏置设定,应将机床操作面板上的存储器保护开关置OFF位置,取消存储器保护功能。2)按软功能键〖工件坐标系〗,LCD将显示图8.3-3所示的工件坐标系零点偏置页面。7)重复以上步骤3)~6),完成工件坐标系零点偏置设定。图8.3-4 工件坐标系的测量输入例3)选择MDI方式、按MDI面板的功能键显示偏置/设定页面。6)按软功能键〖测量〗,Z轴在工件坐标系上的位置即被确定。......
2023-06-25

图2-21 双流制动控制电路数控机床的主轴及其控制系统的性能在某种程度上决定了机床的性能及其等级。因此,在数控机床的发展进程中,对主轴及其控制系统的要求也越来越高。数控机床的辅助功能指令M06和M19指令对其有效。定向过程一般由PLC或数控装置来进行控制。当主轴转动或停止时,数控装置发出定向指令后,立即控制主轴电动机加速或减速至某一定向速度(较慢),主轴立即处于定向状态。......
2023-06-15

波动光学是把光纤中的光作为经典电磁场来处理。图9.6为阶跃光纤的子午光线,一般将通过光纤轴线的平面称为子午面,把传输中总是位于子午面内的光线称为子午光线。为此,人们研制了渐变折射率光纤。多模渐变折射率光纤的射线光学理论分析多模渐变折射率光纤纤芯中的折射率是连续变化的。采用渐变光纤的目的是减小多模光纤的模式色散。在光纤的分析中,求上述亥姆霍兹方程满足边界条件的解,即可得到光纤中的场的解答。......
2023-06-26

图12-1 Capric卡的组成结构Capric卡基于PCIe总线,主要功能是通过DMA读写方式与HOST处理器进行数据交换。Capric卡由LogiCORE、发送部件、接收部件、BAR空间、DMA控制逻辑和FPGA片内SRAM组成,其工作原理较为简单。Capric卡仅使用了BAR0空间,处理器使用存储器映像寻址方式,而不是I/O映像寻址方式访问BAR0空间。......
2023-10-20

聚合酶链式反应是20世纪80年代后期由K.Mullis等建立的一种体外酶促扩增特异DNA片段的技术。PCR是利用针对目的基因所设计的一对特异寡核苷酸引物,以目的基因为模板进行的DNA体外合成反应。延伸 70~74℃时,在TaqDNA聚合酶和4种脱氧核糖核苷三磷酸底物及Mg2+存在的条件下,以引物3′端为起始点沿着互补的单链模板进行DNA链延伸反应。......
2023-11-06
Tiny switch—Ⅲ系列的内部结构如图6-5所示,图中S、D脚分别为功率开关管MOSFET的源极和漏极。BP/M脚为旁路多功能脚,如作旁路使用时,该脚与地(S极)之间接入0.1μF的旁路电容。当旁路电容CBP=0.1μF时,极限电流为I1imit=650mA,当CBP=1μF时,I1imit=700mA;当CBP=10μF时,I1imit=750mA,它的优点是能保证相近型号之间具有良好的兼容性,能相互替换。......
2023-06-25
相关推荐