自定心卡盘的精度较低,工件夹紧后的径向圆跳动误差为0.08mm左右。图12-8 自定心卡盘装夹工件a)反爪装夹 b)反撑装夹自定心卡盘使用时可根据工件直径调换卡爪方向,如图12-8所示。自定心卡盘是通过法兰盘装到磨床主轴上的,法兰盘结构随磨床主轴不同而不同。使用自定心卡盘时应注意以下几点:1)经常保持平面螺纹与卡爪啮合处的清洁。图12-11 工件在自定心卡盘上校正a)套类工件校正 b)盘类工件校正......
2023-06-28
根据加工的具体情况不同,工件在机床上装夹一般有三种方式:直接找正装夹、划线找正装夹和用夹具装夹。
1.直接找正装夹
装夹工件时,用量具(如百分表、千分表)、画线盘或目测的方法,直接在机床上找正某一表面,使工件处于正确的位置,这个过程称为直接找正装夹。在这种装夹方式中,被找正的表面就是工件的定位基准(基面)。图2-4所示的套筒零件,为了保证磨孔时的加工余量均匀,先将套筒预夹在单动卡盘中,用划针或百分表找正内孔
表面,使其轴心线与机床主轴回转中心同轴,然
后夹紧工件。此时定位基准是内孔而不是表面外圆。

图2-4 直接找正装夹
这种装夹方式的定位精度与所用量具的精度和操作者的技术水平有关,找正所需的时间长,结果也不稳定,只适用于单件小批生产。但是当工件加工要求特别高,而又没有专门的高精度夹具时,也可以采用这种方式,此时必须由技术熟练的工人使用高精度的量具仔细操作。
2.划线找正装夹
这种装夹方式的步骤是先按加工表面的要求在工件上划出中心线、对称线和各待加工表面的加工线,加工时在机床上按划线找正,以使工件获得正确的位置。找正时可在工件底面垫上适当的纸片或铜片,以获得正确的位置,也可将工件支承在几个千斤顶上,调整千斤顶的高低来获得工件正确的位置。此方法受划线精度的限制,找正精度比较低,多用于批量较小、毛坯精度较低的大型零件的粗加工。
3.用夹具装夹
机床夹具是指在机械加工工艺过程中用来装夹工件的机床附加装置。常用的有通用夹具和专用夹具两种类型。车床的自定心卡盘和铣床用机用虎钳便是最常用的通用夹具。图2-5所示的钻模是专用夹具的一个例子,从图中可以看出,工件以其内孔套在夹具定位销上,用螺母和压板夹紧工件,钻头通过钻套引导,在工件上钻出孔来。
使用夹具装夹时,工件在夹具中能迅速、正确地获得加工所要求的位置,不需要找正就能保证工件与机床、刀具间的正确位置。采用这种方式生产率高、定位精度好,广泛用于成批生产和单间小批量生产的关键工序中。
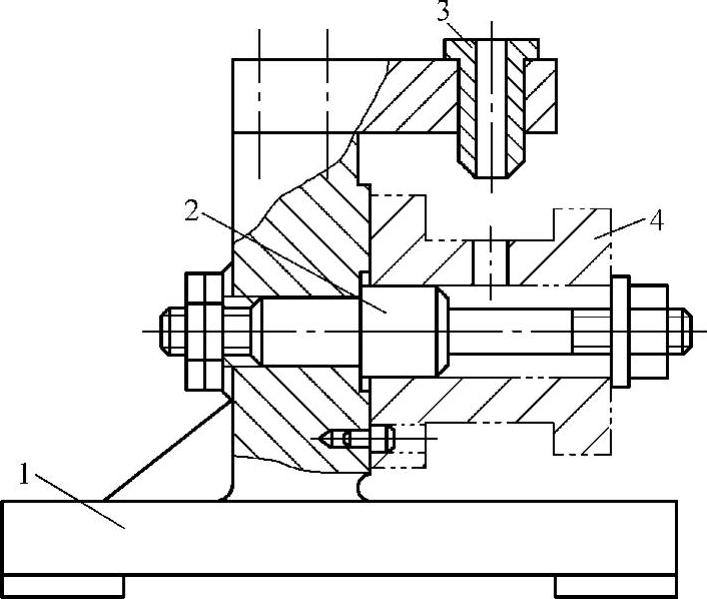
图2-5 用夹具装夹工件
1—夹具体 2—定位销 3—钻套 4—工件
有关数控机床加工工艺入门与提高的文章

自定心卡盘的精度较低,工件夹紧后的径向圆跳动误差为0.08mm左右。图12-8 自定心卡盘装夹工件a)反爪装夹 b)反撑装夹自定心卡盘使用时可根据工件直径调换卡爪方向,如图12-8所示。自定心卡盘是通过法兰盘装到磨床主轴上的,法兰盘结构随磨床主轴不同而不同。使用自定心卡盘时应注意以下几点:1)经常保持平面螺纹与卡爪啮合处的清洁。图12-11 工件在自定心卡盘上校正a)套类工件校正 b)盘类工件校正......
2023-06-28

②将主轴转速调至低速状态,并启动车床。用四爪单动卡盘装夹工件如图2.12所示,四爪单动卡盘的每个卡爪均可单独调整,主要用于装夹方形、椭圆形或不规则形状的工件。四爪卡盘比三爪卡盘夹紧力大,也可用于大尺寸圆柱形工件的装夹。图2.12四爪卡盘用四爪卡盘装夹工件的基本步骤如下:①打开卡爪,使两相对卡爪间的距离稍大于工件直径。同时,要用平衡块平衡工件和直角板的质量,以防止旋转时产生振动。......
2023-06-27

单动卡盘有正爪、反爪和反撑三种装夹方法。用单动卡盘装夹可以达到很高的定心精度,但校正比较麻烦。图12-12 单动卡盘1—卡爪 2—螺杆 3—卡盘体单动卡盘装夹校正时应注意以下几点:1)在卡爪和工件间垫上铜衬片,这样既能避免卡爪损伤工件外圆,又有利于工件的校正。......
2023-06-28
图5-18 基准的种类2)工艺基准。在制造工艺过程中采用的基准称为工艺基准。是产品装配时用来确定零件或部件在机器中的相对位置所用的基准。是在加工中用作定位的基准。当毛坯进入机械加工的第一道工序时,只能用毛坯上未经加工的表面作基准,称为粗基准。但有些工件为了装夹方便、定位稳定或易于实现基准统一,常常人为地设置一种定位基准,这种基准就是辅助基准。......
2023-06-28

在自动焊中,工件定位夹紧是保证焊接质量和提高焊接效率的关键环节之一。定位是指装配时保证焊件和焊缝在指定位置的过程。定位依靠胎夹具的定位基准和夹紧机构的作用力。一个典型的夹紧装置由力源、中间传力机构和压板3部分组成。夹紧装置根据力源不同可分为机动夹紧及手动夹紧两大类。图5-4-10所示是常见的夹紧装置。图5-4-11 筒体内撑夹紧装置近年来,出现了柔性、组合焊接夹具,如图5-4-12所示。......
2023-06-26

天津市地属温带气候区,干燥温暖,全年极端高温为41.2℃,极端低温为-27.4℃。气候条件中对铺装影响最大的因素是气温。根据以上资料,大沽桥桥面铺装材料的设计温度范围取为-15~+70℃,铺装的高温稳定性是设计考虑的主要问题。综合以往桥面铺装设计和试验成果,大沽桥采用双层环氧沥青混合料的铺装方案,铺装层厚度为5 cm。2)环氧沥青铺装施工注意事项粘结层的施工。环氧沥青混凝土的摊铺和碾压。若已产生“死料”,应立即清除。......
2023-07-01

3)工件的装夹位置要能满足加工行程的需要,方便工件的找正;工作台移动时不得与丝架发生干涉。图7-10 工件的固定4)装夹时夹紧力要均匀,不得使工件变形或翘起。......
2023-06-26

相关推荐