应根据数控机床的加工能力、工件材料的性能、加工工序的内容、切削用量及其他相关因素,合理选择刀具类型、结构、几何参数等。另外,数控铣床主轴转速比普通铣床高1~2 倍,且主轴输出功率大,因此与传统加工方法相比,数控铣床加工对刀具的要求更高;不仅要求精度高、强度大、刚度好、耐用度高,而且要求尺寸稳定、安装调整方便。这就要求采用新型优质材料制造数控加工刀具,并合理选择刀具结构、几何参数。......
2023-06-29
1.选择合适数控加工的零件
虽然数控机床具有高精度、高柔性、高效率等特点,但不是所有的零件都适合于在数控机床上加工。一般可按适应程度将零件分为以下三类。
(1)最适应类
1)形状复杂,加工精度要求高,通用机床无法加工或很难保证加工质量的零件。
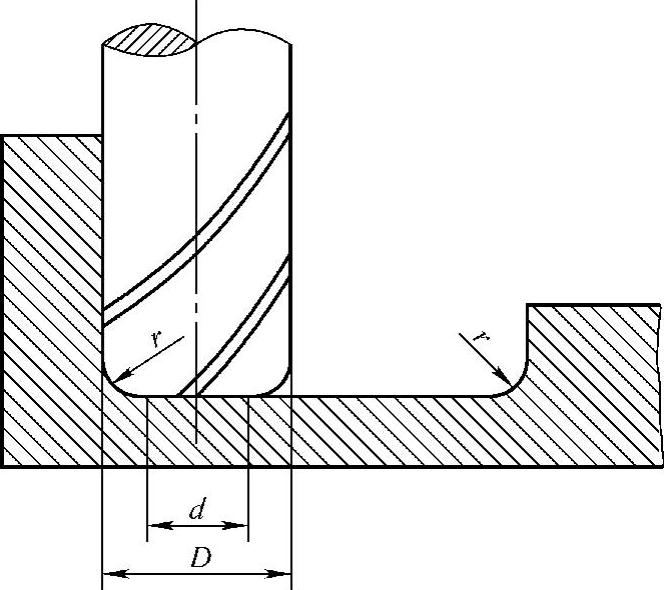
图2-3 槽底平面圆弧对加工工艺的影响
2)具有复杂曲线或曲面轮廓的零件。
3)具有难测量、难控制进给、难控制尺寸型腔的壳体或盒形零件。
4)必须在一次装夹中完成铣、镗、锪、铰或攻螺纹等多道工序的零件。
对于此类零件,首要考虑的是能否加工出来,只要有可能,应把采用数控加工作为首选方案,而不要过多地考虑生产率与成本问题。
(2)较适应类
1)零件价值较高,在通用机床上加工时容易受人为因素(如工人技术水平高低、情绪波动等)干扰而影响加工质量,从而造成较大经济损失的零件。
2)在通用机床上加工时必须制造复杂专用工装件的零件。
3)需要多次更改设计后才能定型的零件。
4)在通用机床上加工需要做长时间调整的零件。
5)用通用机床加工时,生产率很低或工人体力劳动强度很大的零件。
此类零件在分析其可加工性的基础上,还要综合考虑生产率和经济效益,一般情况下可把它们作为数控加工的主要选择对象。
(3)不适应类
1)生产批量大的零件(不排除其中个别工序采用数控加工)。
2)装夹困难或完全靠找正定位来保证加工精度的零件。
3)加工余量极不稳定、而且数控机床上无在线检测系统可自动调整零件坐标位置的零件。
4)必须用特定的工艺装备协调加工的零件。
这类零件采用数控加工后,在生产率和经济性方面一般无明显改善,甚至有可能得不偿失,一般不应该把此类零件作为数控加工的选择对象。
另外,还应该结合本单位拥有的数控机床的具体情况来选择加工对象。
2.确定数控加工的内容
当选择并决定对某个零件进行数控加工后,一般情况下,并非其全部加工内容都采用数控加工,而经常只是其中的一部分进行数控加工。因此,在选择并做出决定时,一定要结合实际情况,注意充分发挥数控的优势,选择那些最需要进行数控加工的内容和工序。一般可按照以下顺序考虑:
1)普通机床无法加工的内容应作为优先选择内容。
2)普通机床难加工,质量也难保证的内容应作为重点选择内容。
3)普通机床加工效率低,工人手工操作劳动强度大的内容,可在数控机床尚有加工能力的基础上进行选择。
相比之下,下列一些加工内容则不宜选择数控加工:
1)需要用较长时间占机调整的加工内容。
2)加工余量极不稳定,且数控机床上又无法自动调整零件坐标位置的加工内容。
3)不能在一次安装中加工完成的零星分散部位,采用数控加工很不方便,效果不明显,可以安排普通机床补充加工。
此外,在选择和决定数控加工内容时,还要考虑生产批量,生产周期,工序间周转情况等。
有关数控机床加工工艺入门与提高的文章

应根据数控机床的加工能力、工件材料的性能、加工工序的内容、切削用量及其他相关因素,合理选择刀具类型、结构、几何参数等。另外,数控铣床主轴转速比普通铣床高1~2 倍,且主轴输出功率大,因此与传统加工方法相比,数控铣床加工对刀具的要求更高;不仅要求精度高、强度大、刚度好、耐用度高,而且要求尺寸稳定、安装调整方便。这就要求采用新型优质材料制造数控加工刀具,并合理选择刀具结构、几何参数。......
2023-06-29

图1.2-2 数控机床的一般组成1)程序编制:根据被加工零件的图样与工艺方案,用规定的代码和程序格式,将刀具的移动轨迹、加工工艺过程、工艺参数、切削用量等编写成CNC能够识别的指令。CNC根据加工程序的要求,将坐标轴的运动量,微分为ΔX、ΔY等的微小运动,这一微小运动量称为CNC的插补单位。......
2023-06-25

数控刀具的选择是在数控编程的人机交互状态下进行的,应根据机床的加工能力、工件材料的性能、加工工序、切削用量以及其他相关因素正确选用刀具及刀柄。所以说数控刀具刀柄的选择是要讲究方法的。......
2023-06-26
展成法齿轮加工的刀具多采用滚齿刀、插齿刀和剃齿刀等。圆柱齿轮加工机床包括滚齿机、插齿机、剃齿机、珩齿机和磨齿机等。其中,直齿锥齿轮加工机床包括刨齿机、铣齿机、拉齿机和磨齿机等,弧齿锥齿轮加工机床包括弧齿锥齿轮铣齿机、拉齿机和磨齿机等。......
2023-06-23
在数控加工中,刀具相对于工件的运动轨迹称为加工路线。在进行数控加工编程时,往往是将整个刀具浓缩为一个点,这就是“刀位点”。进给量主要根据零件的加工精度和表面粗糙度要求以及刀具、工件的材料选取。......
2023-06-28
CNC加工中,典型的面铣刀为具有可互换的硬质合金可转位刀片的多齿刀具。可转位刀片的几何角度、切削刀片的数量都对面铣加工产生重要的影响。刀具可转位刀片数量与刀具有效直径之间的关系通常称为刀具密度或刀具节距。立铣刀的应用范围很广,它应用在铣削加工大......
2023-06-26

车削加工的工艺特点就是工件旋转做主运动,车刀作进给运动。2)使用90°左偏刀从外向中心进给车削平面,适用于加工尺寸较小的平面或一般的台阶端面。数控加工工艺是不能与常规加工截然分开的。这就要求数控工艺员要具备良好而全面的工艺知识。在实施数控加工之前,应先使用常规的切削工艺,把加工余量减到尽可能小。这样做既可以缩短数控加工时间,降低加工成本,同时又可以保证加工的质量。......
2023-06-26

图4-33 螺纹轴制定加工工艺1)确定装夹方案。因工件长度较短,可用自定心卡盘直接夹紧工件外圆左端,工件伸出卡盘110mm,将工件右端面中心设置为工件零点,作为加工测量及编程的基准点。③进行切槽加工。因工件SR20mm的圆球要求过象限切削,为防止刀具与工件轮廓发生干涉,车刀副偏角不能太小。数控加工程序如下:......
2023-06-26
相关推荐