7)可转位车刀硬质合金刀片用机夹方式固定在刀杆上,当刀刃磨损(钝)后,只需要切换至另一刀刃即可继续切削,有利于缩短换刀和磨刀时间,提高效率,如图2.4所示。图2.4硬质合金可转位车刀1—刀杆;2—压块;3—刀片;4—垫片车刀材料为满足切削性能,车刀切削部分的材料必须具有高硬度、高耐磨性以及足够的强度和韧性等特性。常用的车刀材料有高速钢、硬质合金、陶瓷及金刚石等。......
2023-06-27
硬质合金由硬的碳化物形成的硬点和金属粘结剂烧结而成。它具有高速钢的韧性,并有很高的切削速度、耐磨性与热硬性。最近60年来硬质合金的制造技术得到了长足的发展,特别是涂层技术的应用,使涂层硬质合金成为机夹刀片的首选。非涂层硬质合金刀片和焊接硬质合金刀具广泛地应用在铝合金加工和非标准刀具制造上。
硬质合金比高速钢具有更高的硬度、耐磨性、耐高温性以及抗腐蚀能力,允许切削温度在800~1000℃之间。切削中碳钢时,切削速度达100m/min左右。但其常温下的冲击韧度远不及高速钢。
硬质合金是一种粉末烧结产品,由多种碳化物硬点,比如碳化钨(WC)、碳化钛(TiC)、碳化钽(TaC)、碳化铌(NbC)等,经金属钴(Co)粘结在一起在高温高压下烧结而成。碳化物硬点颗粒的直径从1~10μm不等,颗粒尺寸的一致性要比颗粒的直径对刀具性能的影响更大。按硬质合金的种类,硬质合金的碳化物硬点的含量在60%~95%(质量分数)。硬质合金的应用范围非常广泛,几乎所有的工件材料都可以用硬质合金刀片来加工。
1.硬质合金刀片的制造流程
1)制粉过程。矿石经粉碎后,再经过复杂的化学反应和还原过程得到硬质合金的原材料粉末。
2)刀片压制过程。传统硬质合金刀片的压制过程是在压力机上完成的。潮湿的硬质合金原材料粉末被填充在模具型腔里面,当压力头工作时,刀片的形状和断屑槽花纹被模具压制成形。但是此时的硬质合金刀片尺寸要比烧结后的尺寸大50%,这是因为此时刀片基体内部还存在大量的水分和气孔。关于先进的硬质合金刀片注射成形技术内容请参考相关资料。
3)刀片烧结过程。刀片成形后要送入烧结炉进行高温高压烧结,形成坚硬的最终形态。有各种先进的烧结技术,烧结温度通常在1300~1600℃之间。
4)刀片磨削过程。硬质合金刀片的磨削目的主要是达到刀片的尺寸和形状公差,获得锋利的刃口和抗冲击的切削刃倒棱。磨料主要是金刚石粉末砂片或射流粉末。
5)化学涂层或物理涂层过程。在20世纪60年代末,硬质合金刀片涂层技术获得了巨大的进步。刀片被涂层后,硬质合金刀片可以获得更高的切削速度和更长的寿命,切削速度可提高30%~50%,尤其在难加工材料和重切削领域有着很大优势。涂层的材料主要包括氮化钛(TiN)、氧化铝(Al2O3)、碳氮化钛(TiCN)、氮铝化钛(TiAlN)等。涂层的方法有化学涂层法(CVD)和物理涂层法(PVD)。多层涂层技术可以使刀片进行高速干切削加工。
2.硬质合金的应用分类
硬质合金刀具包括涂层或者非涂层的刀具,按照其所适合加工的工件材料和切削速度范围进行了应用区间的分类。ISO的硬质合金分类法的目标是为了使用者可以按照所加工的材料和抗冲击要求来选择刀具。如图1-26所示,应用条块的尖点标志着刀具材料的最佳应用点,条块的宽度表示此刀具材料韧性和耐磨性的范围。对于某一家刀具厂商的产品,也许在同一个应用区域有几种刀具材料可以选择,比如在P10这个区域(见图1-26)内可能有几种类型的非涂层硬质合金,它们的晶粒度质量各不相同,也许还有一种涂层硬质合金刀具,或者还有金属陶瓷甚至高速钢刀具,它们的应用区间相同,但是它们的切削速度和寿命不同,所以价格也不同,各自适合不同的工艺状况。
ISO刀具材料分为P、M、K三个区域(图1-27),现业界将硬质合金刀具材料分为P、M、K、N、S、H六个区域。其中的数字代表刀具的抗冲击性和耐磨性,数字越大,刀具的抗冲击性T(韧性)越大,数字越小,刀具的耐磨性WR(硬度)越高。
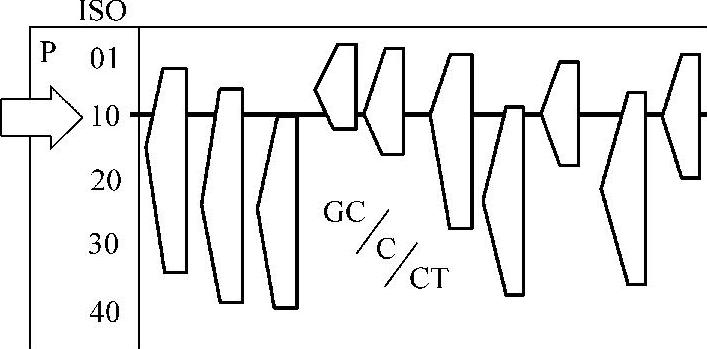
图1-26 硬质合金分类标准一

图1-27 硬质合金分类标准二
ISOP:此区域的刀具适合加工长屑易切材料,比如碳素钢、铸钢、铁素体不锈钢、可锻铸铁等。
ISOM:此区域的刀具适合加工难加工材料,比如奥氏体不锈钢、马氏体钢、合金铸铁等。
ISOK:此区域的刀具适合加工短屑材料,比如铸铁、淬硬钢,非铁金属中的铝合金、铜合金、塑料等。
ISON:此区域的刀具适合加工有色金属。
ISOS:此区域的刀具适合加工优质的耐热合金。
ISOH:此区域的刀具适合加工淬硬材料。
有关数控机床加工工艺入门与提高的文章

7)可转位车刀硬质合金刀片用机夹方式固定在刀杆上,当刀刃磨损(钝)后,只需要切换至另一刀刃即可继续切削,有利于缩短换刀和磨刀时间,提高效率,如图2.4所示。图2.4硬质合金可转位车刀1—刀杆;2—压块;3—刀片;4—垫片车刀材料为满足切削性能,车刀切削部分的材料必须具有高硬度、高耐磨性以及足够的强度和韧性等特性。常用的车刀材料有高速钢、硬质合金、陶瓷及金刚石等。......
2023-06-27

砂轮圆周速度对磨削质量和生产率有直接的影响。当砂轮直径减小到一定数值时,砂轮的圆周速度也相应降低,砂轮的磨削性能明显变差,此时应更换砂轮或提高砂轮转速。外圈磨削的背吃刀量较小,一般取0.005~0.05mm,精磨时取较大值。......
2023-06-28

以提高效率为目的的先进磨削方法常见的有高速磨削、强力磨削、超精密磨削、镜面磨削以及砂带磨削。与砂轮磨削类似,砂带磨削时,其磨粒对工件既有切削作用,又有刻划和滑擦作用。因此,砂带磨削材料切除率高,磨削表面质量也好。目前,在工业发达国家,砂带磨削量已占磨削加工量的一半左右。图8-13砂带磨削图8-14砂带组成......
2023-07-01
图5-12 点磨削中砂轮垂直接触点二分之一的点接触示意图点磨削技术是利用单层CDN薄砂轮和超高线速度砂轮来实现。点磨削技术主要有以下特点:1)点磨削工艺使用长寿命、高硬度的砂轮,砂轮的速度和工件转速可以显著提高。点磨削工艺中通常采用立方氮化硼和金刚石等高硬度砂轮。CBN常用于磨削淬火和不淬火的钢材、铝材、铜材和各种铸铁,而金刚石一般用于磨削硬质合金、玻璃和工业陶瓷等。......
2023-06-25

图19-12所示为三拐曲轴,主轴颈尺寸为 ,表面粗糙度值为Ra0.8μm。图19-12 三拐曲轴磨削工艺分析见表19-2。扳动MQ8240型曲轴磨床的磨削曲轴起动手柄,将选择开关旋至“曲轴”位置上,则砂轮架在磨削位置时,工作台只能纵向手动,而不能液压传动,起安全联锁的作用。3)各曲柄颈换挡磨削,换挡时注意操作的安全,防止工件与砂轮碰撞。曲轴各轴颈的圆度公差应控制在0.01mm以内。......
2023-06-28

在轴肩处有退刀槽时可采用纵向磨削法直接磨出,在轴肩处无退刀槽或退刀槽宽度很窄时,可先在轴肩处采用横向磨削法磨去大部分余量,如图11-26a所示;然后用纵向磨削法磨去外圆全长上的余量与轴肩处外圆接平,如图11-26b所示;最后再用纵向磨削法精磨全部外圆。1)轴上带退刀槽的轴肩端面磨削方法。......
2023-06-28
但由于后面部分磨粒的磨光作用,工件上残留面积大大减少,表面粗糙度较小。纵磨法是常见的一种磨削方法,可以磨削很长的表面,磨削质量好。图8-1纵磨法图8-2横磨法3.深磨法这种磨削法的特点是全部磨削余量在一次纵走刀中磨去。工件放在磨削砂轮和导轮之间,下方有一托板。磨削后平面的表面粗糙度的Ra值在0.2~0.8μm,尺寸可达IT5~IT6,对基面的平行度可达0.005~0.01mm/500mm。......
2023-07-01

因此,采用CBN砂轮的强冷风磨削技术具有极好的加工效果。在强冷风无心磨削系统中,磨削液则由压缩空气所取代。强冷风磨削方法与CBN砂轮结合使用,可充分发挥CBN的优越性。......
2023-06-25
相关推荐