数控车床主要使用机夹可转位车刀。下面介绍数控车床用机夹可转位车刀的编号方法及特点。表1-2 可转位外圆车刀型号编制品种规格的选用可转位车刀的品种主要有外圆、端面、外圆仿形、外圆端面四种,使用范围大致与名称相似,但也可灵活应用。优先选用圆柄车刀,如在卧式车床上因受四方刀架的限制,可增加辅具后再使用。......
2023-06-26
铣削是最常用的加工方法之一,可以加工平面、沟槽、螺旋表面、回转体表面、曲面等。铣刀的种类很多,一般按用途分类,也可按齿背形式分类。
(1)按用途分类
1)圆柱铣刀。它用在卧式铣床上加工平面。圆柱铣刀主要用高速钢制造,也可镶焊螺旋形硬质合金刀片。
2)面铣刀。它用在立式铣床上加工平面,其轴线垂直于加工表面。面铣刀的主切削刃分布在圆锥或圆柱表面上,端部切削刃为副切削刃。面铣刀主要采用硬质合金刀齿,故有较高的生产率。
3)盘形铣刀。盘形铣刀有槽铣刀、两面刃铣刀、三面刃铣刀、错齿三面刃铣刀等。
4)槽铣刀。槽铣刀一般用于加工浅槽。槽铣刀仅在圆柱表面有刀齿,两侧各有30°的副偏角,这样两端面实际不是平面,而是一个内凹的锥面。
5)两面刃铣刀。两面刃铣刀用于加工台阶面。两面刃铣刀除圆柱表面有刀齿外,在一侧端面上也有刀齿。
6)三面刃铣刀。三面刃铣刀和错齿三面刃铣刀用于切槽和加工台阶面。三面刃铣刀和错齿三面刃铣刀在两侧端面上都有切削刃。
7)锯片铣刀。它用于切削窄槽或切断材料。
8)立铣刀。它用于加工平面、台阶、槽和相互垂直的平面,它是利用锥柄或直柄紧固在机床主轴上的。立铣刀圆柱表面上的切削刃是主切削刃,端刃是副切削刃。用立铣刀铣槽时槽宽有扩张,故应取直径比槽宽略小的铣刀(0.1mm以内)。
9)键槽铣刀。键槽铣刀仅有两个刀瓣,既像立铣刀又像钻头,它可沿轴向进给到毛坯中去,然后沿键槽方向铣出键槽的全长。
10)角度铣刀。用于铣削沟槽和斜面。
11)成形铣刀。用于加工成形表面。
(2)按齿背加工形式分类
1)尖齿铣刀:尖齿铣刀的齿背经铣制而成,并在切削刃后面磨出一条窄的后面,刀具用钝后只需刃磨后面。
2)铲齿铣刀:铲齿铣刀的齿背经铲制而成,用钝后只需刃磨前面。
2.数控铣削刀具的基本要求
(1)铣刀刚度要好一是为提高生产率而采用大切削用量的需要,二是为适应数控铣床加工过程中难以调整切削用量的特点。在通用铣床上加工时,若遇到刚度不好的刀具,比较容易从振动、手感等方面及时发现,并及时调整切削用量加以弥补,而数控铣削时则很难做到这一点。
(2)铣刀的寿命要长当一把铣刀加工的内容很多时,若刀具不耐用而磨损较快,则会影响工件的表面质量与加工精度。这是因为刀具磨损过快会增加换刀引起的调刀与对刀次数,会使工件表面留下因对刀误差而形成的接刀台阶,降低了工件的表面质量。
除上述两点之外,铣刀切削刃的几何角度参数的选择及排屑性能等也非常重要。切屑粘刀形成积屑瘤在数控铣削中是十分忌讳的。总之,根据加工工件材料的热处理状态、切削性能及加工余量,选择刚度好、寿命长的铣刀,是充分发挥数控铣床的生产效率高的优点和获得满意的加工质量的前提。
3.数控铣刀的选择
数控铣床上采用的刀具要根据被加工零件的几何形状、表面质量要求和材料的热处理状态、切削性能及加工余量等,选择刚度好、寿命长的刀具。数控铣削加工的刀具主要有平底立铣刀、面铣刀、球头刀、环形刀、鼓形刀和锥形刀等。
1)加工曲面类零件时,为了保证刀具切削刃与加工轮廓在切削点相切,避免切削刃与工件轮廓发生干涉,一般采用球头刀。粗加工用两刃铣刀,半精加工和精加工用四刃铣刀。切削刃数还与铣刀直径有关。
2)在铣较大平面时,为了提高生产率和提高加工表面质量,一般采用刀片镶嵌式盘形面铣刀。
3)在铣小平面或台阶面时,一般采用通用铣刀。
4)在铣键槽时,为了保证槽的尺寸精度,一般采用两刃键槽铣刀。
5)在加工孔时,可采用钻头、镗刀等孔加工刀具。
4.数控铣床常用铣刀的型号编制规则及说明
在GB/T5340—2006《可转位立铣刀》、GB/T5341—2006《可转位三面刃铣刀》、GB/T5342—2006《可转位面铣刀》等的基础上,通过等效采用国际标准ISO 11529-2:1998《可转位带孔铣刀一代号》、ISO 11529-1:1998《可转位带柄铣刀一代号》,国家标准部门编制了相关标准。但在实际应用中,目前更多是根据各供货商的产品手册选择刀具。下面通过两个例子,说明整体硬质合金立铣刀和机夹刀片铣刀的代码所包含的信息情况。
【例1-1】图1-16所示为山特维克可乐满的整体硬质合金立铣刀(2000年刀具手册),以该刀具为例,可乐满系列铣刀的型号编制见表1-8。
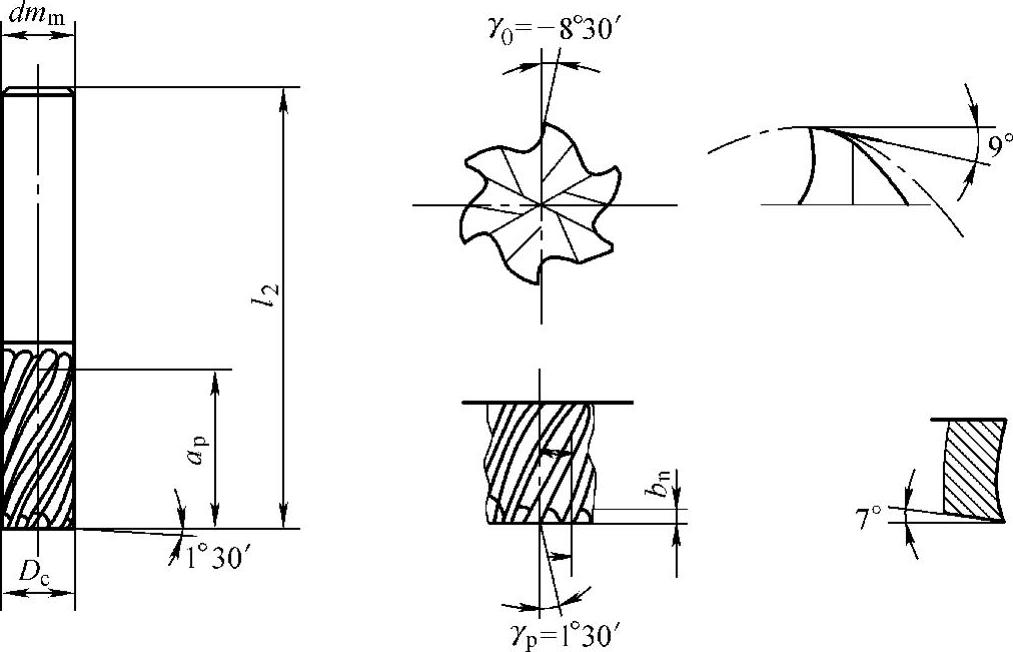
图1-16 山特维克可乐满的整体硬质合金立铣刀
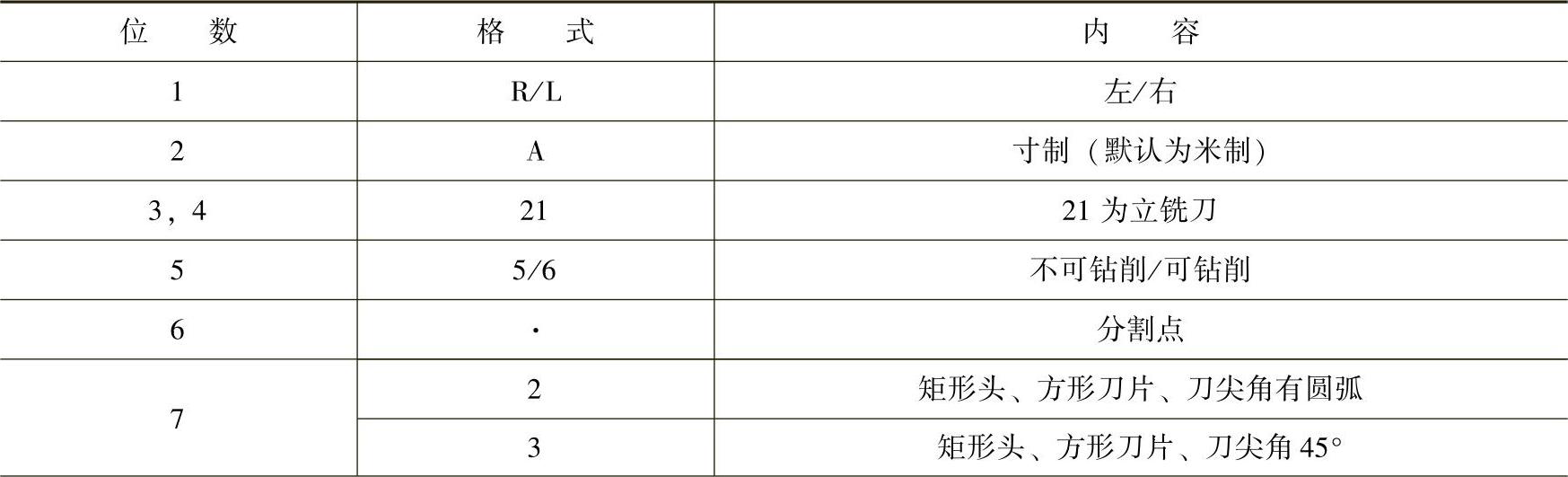
表1-8 山特维克可乐满铣刀型号编制

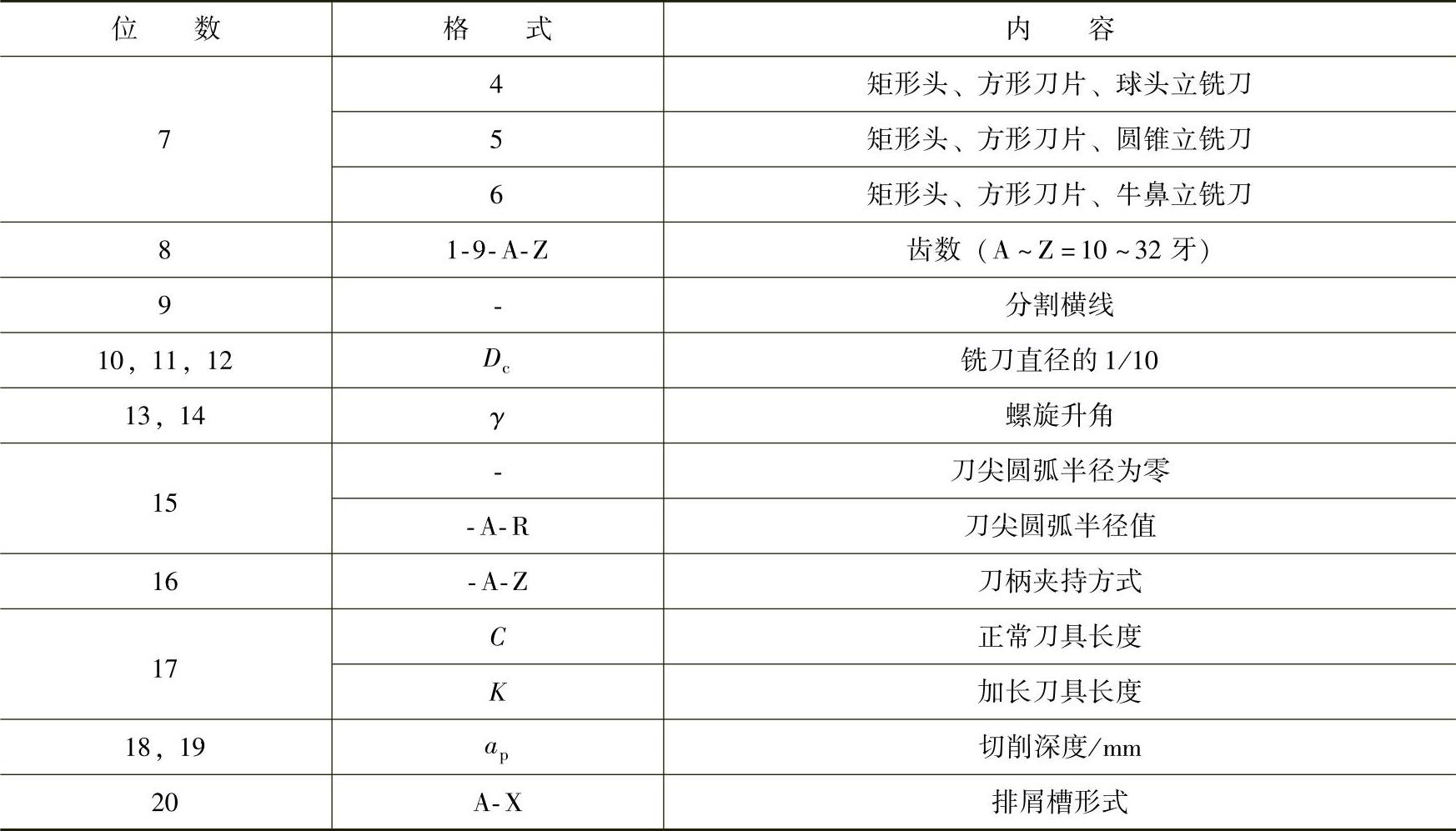
对可乐满系列铣刀各个参数的说明见表1-9。
表1-9 可乐满系列铣刀的参数说明
(续)
【例1-2】山特维克可乐满45°机夹面铣刀型号编制说明及通常的机夹铣刀代码商业规范。
以R245-125Q4012M为例,说明各位所代表的含义。
R代表右手铣刀体。
2代表可乐满产品。
45代表主偏角为45°。
125代表铣刀直径为125mm。
Q代表使用的面铣刀芯轴式接口。
40代表芯轴孔直径dm,为40mm。
12代表四方刀片边长为12mm。
在型号的最后1位中:
L表示刀体为疏齿设计,安装6个刀片;
M表示刀体为密齿设计,安装8个刀片;
H表示刀体为特密齿设计,安装12个刀片。
有关数控机床加工工艺入门与提高的文章

数控车床主要使用机夹可转位车刀。下面介绍数控车床用机夹可转位车刀的编号方法及特点。表1-2 可转位外圆车刀型号编制品种规格的选用可转位车刀的品种主要有外圆、端面、外圆仿形、外圆端面四种,使用范围大致与名称相似,但也可灵活应用。优先选用圆柄车刀,如在卧式车床上因受四方刀架的限制,可增加辅具后再使用。......
2023-06-26
下面介绍几种常用铣刀的特点及其适用范围。图7-5键槽铣刀图7-6T形槽铣刀图7-7燕尾槽铣刀5.三面刃铣刀如图7-8所示,三面刃铣刀在刀体的圆周上及两侧环形端面上均有刀齿,所以称为三面刃铣刀。尖齿铣刀是铣刀中的一大类,上述铣刀除成形铣刀外基本为尖齿铣刀。......
2023-07-01

图2-15链条悬吊重物柔性约束1约束特点:柔软的绳索本身只能承受拉力,所以它给物体的约束反力也只可能是拉力。图2-16带传动柔性约束2两构件采用圆柱销连接所形成的约束称为光滑铰链约束。如图2-17、图2-17所示,这类约束的本质即为光滑面约束,其约束反力必沿圆柱面接触点的公法线方向通过圆柱销中心。......
2023-06-19

由于焊接产品的多样性,焊接自动化专用设备也多种多样,大到船厂大型板材拼焊设备、大型容器环纵缝焊接操作机和滚轮架,小到细管的自动管焊机等。目前,焊接自动化专用设备还没有统一的分类标准,为了对焊接专机有个整体了解,这里列举出几种分类方法:按焊缝形状分 有板材拼焊专机、筒体环缝焊接专机、筒体纵缝焊接专机、管板焊接专机、马鞍形焊缝焊接专机等。......
2023-06-26

车削加工的工艺特点就是工件旋转做主运动,车刀作进给运动。2)使用90°左偏刀从外向中心进给车削平面,适用于加工尺寸较小的平面或一般的台阶端面。数控加工工艺是不能与常规加工截然分开的。这就要求数控工艺员要具备良好而全面的工艺知识。在实施数控加工之前,应先使用常规的切削工艺,把加工余量减到尽可能小。这样做既可以缩短数控加工时间,降低加工成本,同时又可以保证加工的质量。......
2023-06-26

数控车床因其加工方法和特点,配合不同类型的车削刀具,主要应用于具有复杂回转型面工件的自动加工和各类螺纹的加工。数控车床的另一个结构特点是刚度大,这是为了与控制系统的高精度控制相匹配,以便适应高精度的加工。3)数控车床的第三个结构特点是轻拖动。5)由于数控机床的价格较高、控制系统的寿命较长,所以数控车床的滑动导轨也要求耐磨性好。6)数控车床还具有加工冷却充分、防护较严密等特点。......
2023-06-21

汽车排放的废气大部分为燃料燃烧生成的燃烧气体,此外还有燃油箱中蒸发的燃料蒸发气体,以及发动机曲轴箱中的窜气和轮胎磨损生成的颗粒物质等。对此,汽车上配备有蒸发气体控制装置。......
2023-06-28

相关推荐