表4-10硬质合金车刀粗车外圆时进给量的参考数值表4-11高速车削时按表面粗糙度选择进给量的参考数值表4-12硬质合金外圆车刀切削速度的参考数值二、半精车选择背吃刀量根据已知条件,单边余量Z=3mm,故取ap=3mm。......
2023-07-01
切削运动就是工件与刀具之间的相对运动。各种切削加工方法的相对运动都是由主运动和进给运动组合而成的,这些分运动往往是一些简单的直线运动和旋转运动。
1.主运动
使工件与刀具产生相对运动以进行切削的最基本运动,称为主运动。一般情况下主运动的速度较高,消耗的功率较大。主运动可以由工件完成,也可以由刀具完成;可以是旋转运动,也可以是直线运动。在图1-1所示的外圆车削过程中,工件的回转运动即是主运动。主运动的速度称为切削速度,用vc表示。
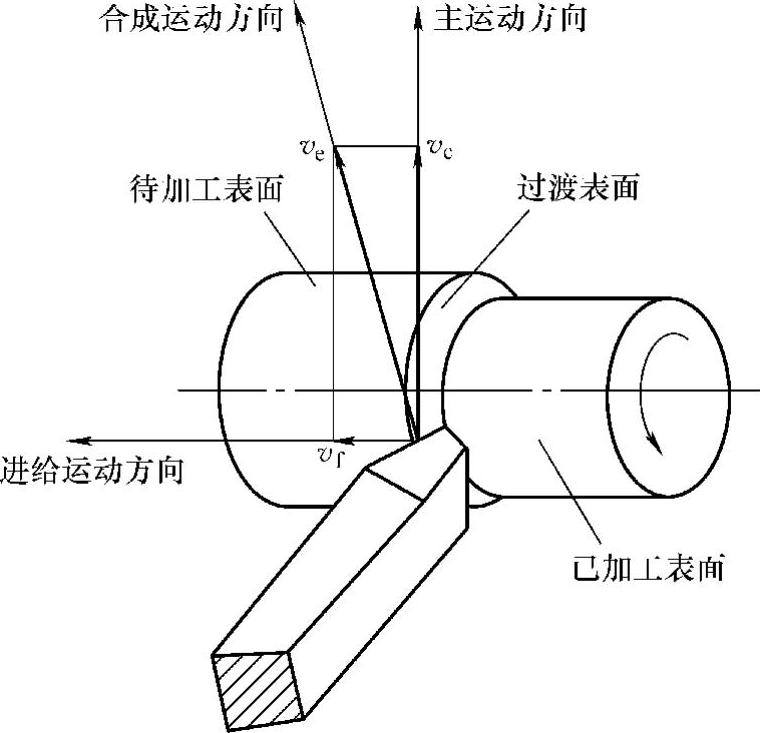
图1-1 外圆车削的切削运动与工件表面
2.进给运动
进给运动就是不断地把被切削层投入切削过程,以便形成全部已加工表面的运动。一般进给运动的速度较低,消耗的功率较少,可由一个或多个运动组成。它可以是连续的,也可以是间断的。车削外圆时的进给运动是车刀沿平行于工件轴线方向的连续直线运动。进给运动的速度称为进给速度,用vf表示,单位为mm/s。进给速度还可以每转或每行程进给量f(mm/r或mm/st)、每齿进给量fz(mm/z)表示。此外,在进给运动开始前由机床的吃刀机构提供的一种间歇进给运动称为吃刀运动。其进给量大小称为切削深度(背吃刀量)ap。对于外圆车削,切削深度ap为工件上已加工表面和待加工表面之间的垂直距离。即

式中 dw——工件待加工表面的直径,单位为mm;
dm——工件已加工表面的直径,单位为mm。
在切削过程中,工件上通常存在三个表面(图1-1)。待加工表面,即工件上即将被切除金属层的表面;已加工表面,工件上经刀具切削后形成的表面;过渡表面,工件上被切削刃正在切削的表面,也称切割表面,它总是处在待加工表面与已加工表面之间。
3.切削用量
切削用量是指切削速度、进给量(或进给速度)和切削深度(背吃刀量)三者的总称,又称为切削三要素。合理的切削用量是指充分利用刀具的切削性能和机床性能,在保证加工质量的前提下,获得高的生产率和低的加工成本的切削用量。
不同的加工性质,对切削加工的要求是不一样的。因此,在选择切削用量时,考虑的侧重点也有所区别。粗加工时,应尽量保证较高的金属切除率和必要的刀具寿命,故一般优先选择尽可能大的切削深度ap,其次选择较大的进给量f,最后根据要求,确定合适的切削速度vc。精加工时,首先应保证工件的加工精度和表面质量要求,故一般选用较小的进给量f和切削深度ap,而尽可能选用较高的切削速度vc。
(1)切削深度ap的选择切削深度应根据工件的加工余量来确定。
粗加工时,除留下精加工余量外,一次走刀应尽可能切除全部余量。当加工余量过大,工艺系统刚度较低,机床功率不足,刀具强度不够,或断续切削的冲击振动较大时,可分多次走刀。切削表面层有硬皮的铸锻件时,应尽量使ap大于硬皮层的厚度,以保护刀尖。
半精加工和精加工的加工余量一般较小,可一次切除。但有时为了保证工件的加工精度和表面质量,也可采用二次走刀。
多次走刀时,应尽量将第一次走刀的切削深度取大些,一般为总加工余量的2/3~3/4。
在中等功率的机床上,粗加工的切削深度可达8~10mm;半精加工(表面粗糙度值为Ra3.2~6.3μm)时,切削深度取为0.5~2mm;精加工(表面粗糙度值为Ra0.8~1.6μm)时,切削深度取为0.1~0.4mm。
(2)进给量f的选择切削深度选定以后,接着就应尽可能选用较大的进给量进行粗加工,由于作用在工艺系统上的切削力较大,进给量的选取受到下列因素的限制:机床—刀具—工件系统的刚度、机床进给机构的强度、机床有效功率与转矩,以及断续切削时刀具的强度。
半精加工和精加工时,最大进给量主要受工件加工表面粗糙度的限制。
在工厂的实际生产中,进给量一般多根据经验按一定的表格选取,在有条件的情况下,可通过对切削数据库进行检索和优化选取合适的进给量。
(3)切削速度vc的选择在ap和f选定后,可在保证刀具合理寿命的条件下,用计算的方法或用查表的方法确定切削速度vc的值。在具体确定vc值时,一般遵循如下原则。
1)粗加工时,切削深度和进给量均较大,故选择较低的切削速度;精加工时,则选择较高的切削速度。
2)工件材料的加工性较差时,应选较低的切削速度。加工灰铸铁的切削速度应较加工中碳钢低,加工铝合金和铜合金的切削速度则较加工钢高得多。
3)刀具材料的切削性能越好时,切削速度也可选得越高。因此,硬质合金刀具的切削速度可选得比高速钢高好几倍,而涂层硬质合金、陶瓷、金刚石和立方氮化硼刀具的切削速度又可选得比硬质合金刀具高许多。
此外,在确定精加工、半精加工的切削速度时,应注意避开积屑瘤和鳞刺产生的区域;在易发生振动的情况下,切削速度应避开自激振动的临界速度;在加工带硬皮的铸锻件,或加工大件、细长件和薄壁件,以及断切削时,应选用较低的切削速度。
有关数控机床加工工艺入门与提高的文章

表4-10硬质合金车刀粗车外圆时进给量的参考数值表4-11高速车削时按表面粗糙度选择进给量的参考数值表4-12硬质合金外圆车刀切削速度的参考数值二、半精车选择背吃刀量根据已知条件,单边余量Z=3mm,故取ap=3mm。......
2023-07-01

所谓“刀位点”,是指刀具的定位基准点。加工过程中需要换刀时,应规定换刀点。换刀点应设在工件或夹具的外部,以换刀时不碰工件及其他部件为准。......
2023-06-26

9.1.3.1零件表面的形成切削加工过程中,在切削运动的作用下,工件表面的金属层不断地被切下来变为切屑,从而加工出所需要的新表面。......
2023-06-24

具体数值应根据机床说明书和切削用量手册,并结合经验而定。使用球头刀进行精加工时,步距的确定应首先考虑所能达到的精度和表面粗糙度。因此,编程人员必须熟悉刀具的选择方法和切削用量的确定原则,从而保证零件的加工质量和加工效率,充分发挥数控机床的优点,提高企业的经济效益和生产水平。......
2023-06-18
提高切削速度、加大进给量和背吃刀量,都使得单位时间内金属的切除量增多,因而都有利于生产率的提高。根据工件材料和刀具材料确定切削速度,使之在已选定的背吃刀量和进给量的基础上能够达到规定的刀具寿命。......
2023-06-26
切削用量是衡量切削运动大小的参数,包括切削深度、进给量和切削速度三要素。半精车和精车时的切削深度是根据加工精度和表面粗糙度的要求,由粗加工后留下的余量确定的。2)进给量粗车时,选择进给量主要考虑车床进给机构的强度、刀杆尺寸、刀片厚度、工件直径及长度等因素,在工艺系统刚性和强度允许的情况下,可选用较大的进给量;半精车和精车时,为了减小工艺系统的弹性变形,减小已加工表面粗糙度,一般多采用较小的进给量。......
2023-06-27

3)确定切削用量根据工件的材料、铣刀的材料、工件宽度及表面粗糙度等要求,综合选取合适的切削用量。图3.15平面铣削过程利用圆柱铣刀铣削平面通常在卧式铣床上利用圆柱铣刀铣削平面。用端面铣刀铣削平面时,为避免加工表面出现接口痕迹,端面铣刀的直径常取工件宽度的1.2倍左右为宜。......
2023-06-27
考点提示呼吸运动的反射性调节。这说明高位脑中枢对节律性呼吸运动的产生不是必需的。目前认为,正常呼吸节律是脑桥和延髓呼吸中枢共同活动形成的。这一反射对正常呼吸运动有一定的调节作用,当支气管痉挛时,引起气道阻力增加,此反射能发挥较明显的作用。通过实验得知,过度通气导致动脉血中PCO2过低时,可发生呼吸运动暂停。实验表明,低氧对呼吸运动的兴奋作用是通过刺激外周化学感受器来实现的。......
2023-11-02
相关推荐