由于镍硼中间合金的配制工艺比其他中间合金复杂,故本书在此作为实例详细介绍给读者。硼酐易吸收空气中的水分而变成硼酸,故它冷至室温时,应立即储存在密闭的容器内备用。炼硼的方法及工艺1)熔炼用熔炉(坩埚)。③在坩埚口部上盖一石棉板并在其上放压铁的作用是密封坩埚,防止外界空气进入坩埚内,以免氧化镁粉和高温下生成的硼。......
2023-06-26
1.配制中间合金用熔炼、浇注设备
熔铸各种中间合金的熔炉多用电阻坩埚炉、中频感应电炉及其与中频感应熔化炉配套的三种炉体、燃油坩埚炉、煤气熔化炉、戽出型燃料加热坩埚炉及焦炭坩埚炉、真空感应熔炼炉等。它们的结构分别如图5-2、图5-3、图5-4、图5-5、图5-6、图5-7、图5-8所示。
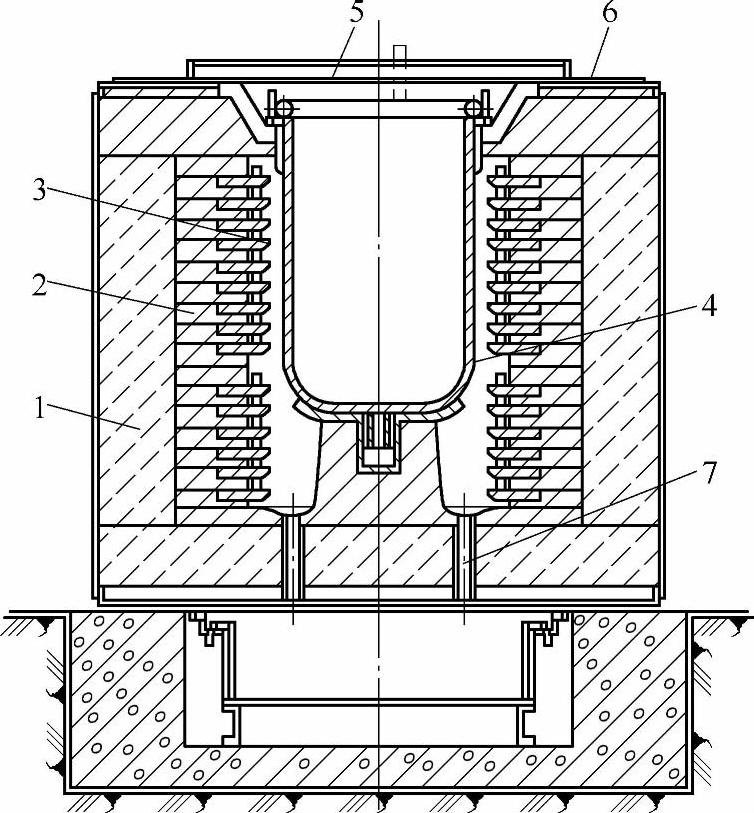
图5-2 电阻坩埚炉
1—保温砖 2—耐火异型砖 3—电阻丝 4—铁制坩埚 5—炉盖 6—炉壳 7—电源接线端
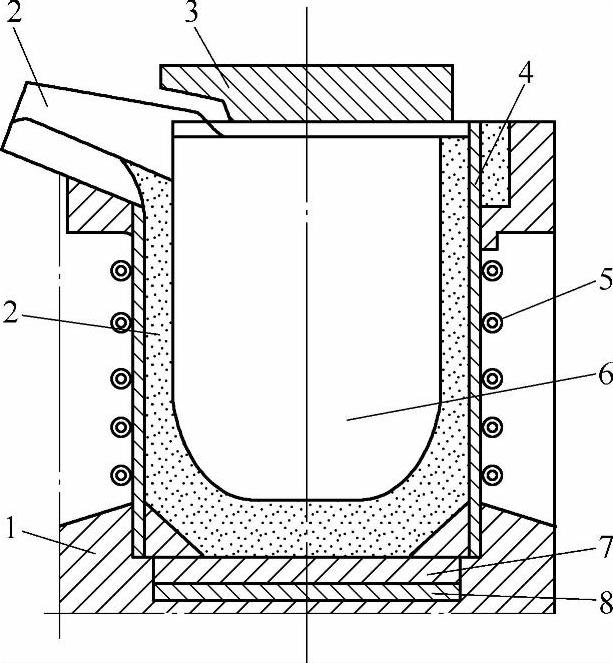
图5-3 中频感应熔炼炉
1—耐火隔热砖 2—氧化镁捣制的熔炉 3—耐火浇嘴 4—绝缘胶木 5—水冷铜线圈 6—炉膛 7—耐火砖 8—隔热板
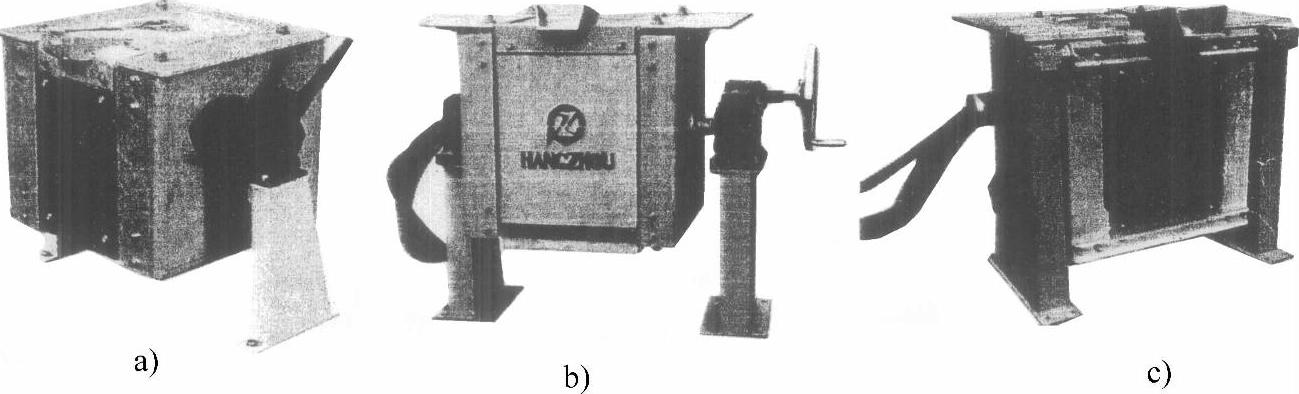
图5-4 与中频感应熔炼炉配套的三种炉体
a)手扳式熔炼炉(5~150kg) b)机械手动熔炼炉(50~150kg) c)液压式熔炼炉(100~500kg)

图5-5 燃油坩埚炉
1—炉盖 2—炉体 3—烟道 4—坩埚 5—炉桥
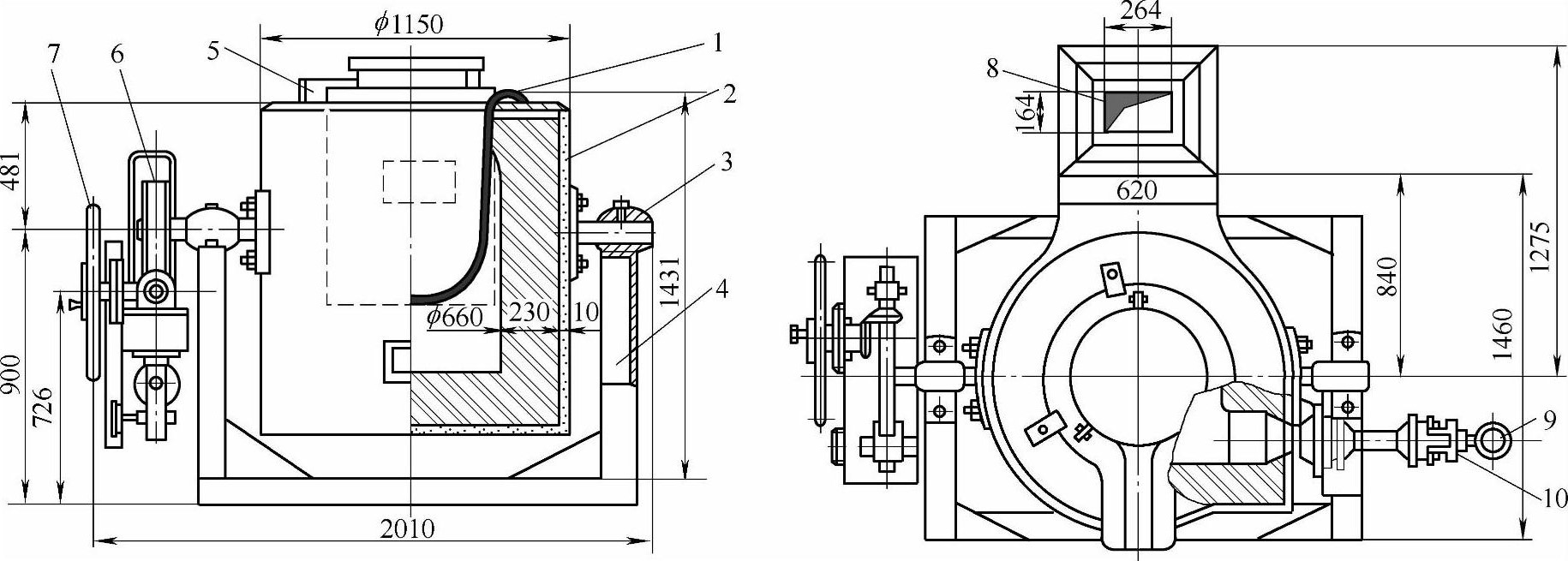
图5-6 倾砖式煤气熔化炉
1—坩埚 2—炉体 3—轴承 4—支架 5—坩埚卡子 6—倾转机构 7—手枪 8—烟道 9—煤气管 10—烧嘴

1—铸铁支撑环 2—低碳钢坩埚 3—排气管 4—黏土耐火砖 5—出渣门 6—浇注的耐火材料 7—燃烧通道
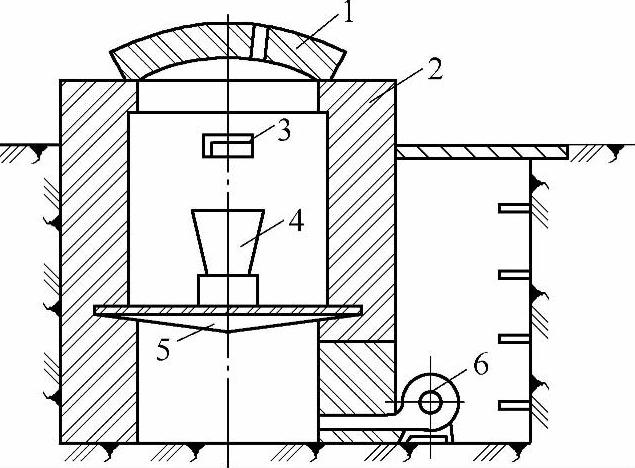
图5-8 焦炭坩埚炉
1—炉盖 2—炉体 3—烟道 4—坩埚 5—炉桥 6—鼓风机
2.配制中间合金用熔炼浇注工具
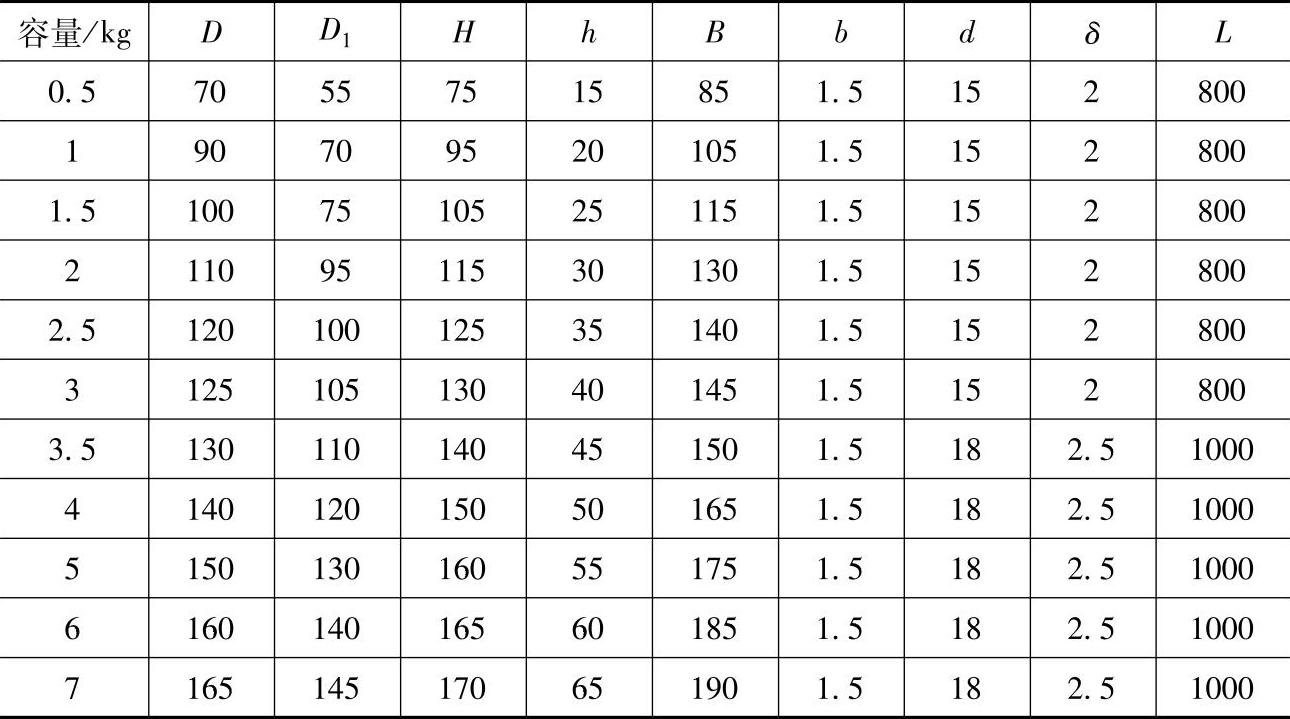
配制非铁铸造合金用中间合金的熔炼浇注工具有浇勺、手端小浇包、坩埚(有带挡板和不带挡板的两种)、单人端包架、双人抬包架、坩埚抱钳、长锭模、方锭模、锭模架、喷涂料用轮、搅拌棒等。浇勺的形状结构如图5-9所示,它的尺寸见表5-6。手端小浇包外形结构如图5-10所示,它的尺寸见表5-7。
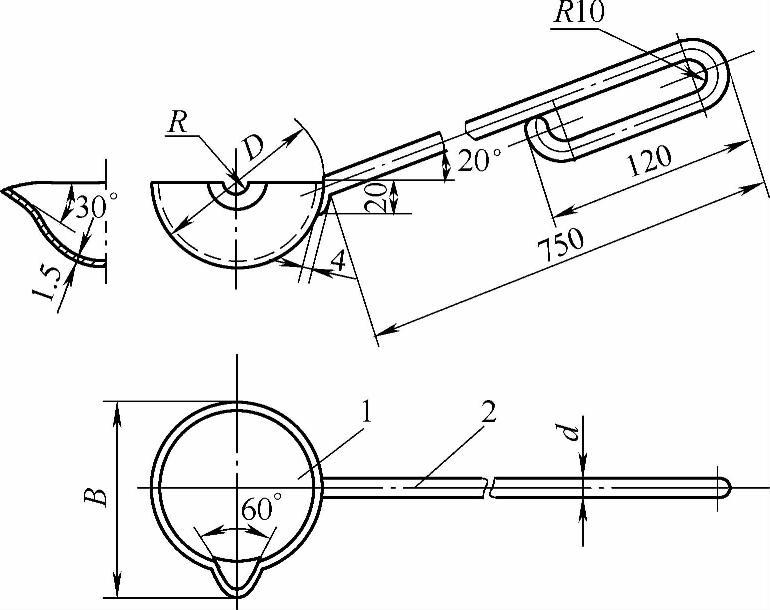
图5-9 浇勺
1—勺 2—手柄
表5-6 浇勺尺寸


图5-10 手端小浇包
1—外壳 2—底 3—直管 4—手柄
表5-7 手端小浇包主要尺寸 (单位:mm)
带挡板的和不带挡板的坩埚的外形结构如图5-11所示,它的尺寸见表5-8。
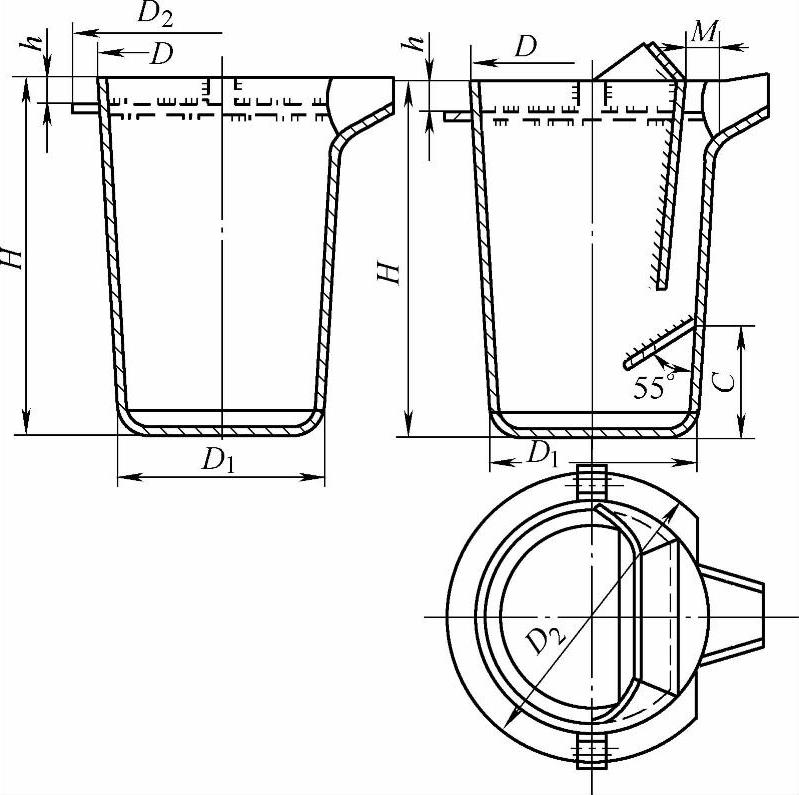
图5-11 浇注轻合金用带挡板和不带挡板的浇包
表5-8 浇包的主要尺寸 (单位:mm)
单人端包架的结构及尺寸如图5-12所示。双人抬包架的结构及尺寸如图5-13所示。
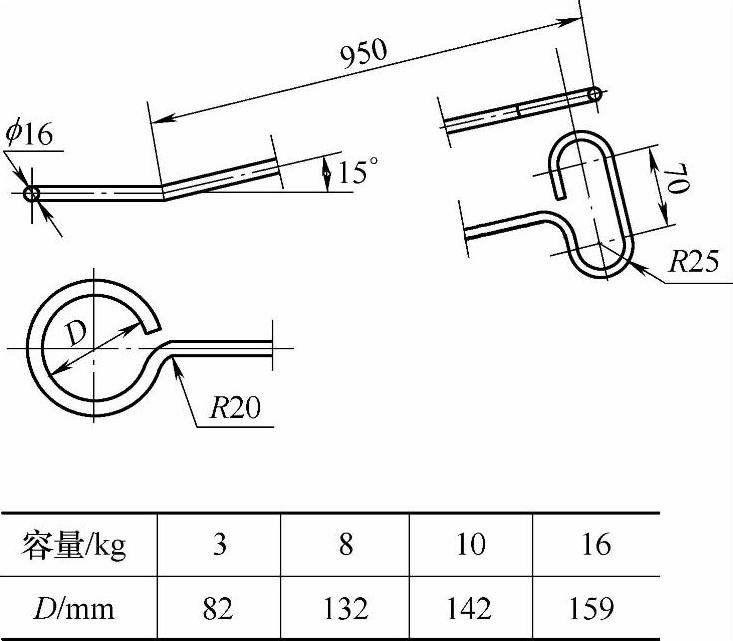
图5-12 单人端包架的结构及尺寸

图5-13 双人抬包架的结构及尺寸
坩埚抱钳的结构及尺寸如图5-14所示。长锭模的结构及尺寸如图5-15所示。

图5-14 坩埚抱钳的结构及尺寸
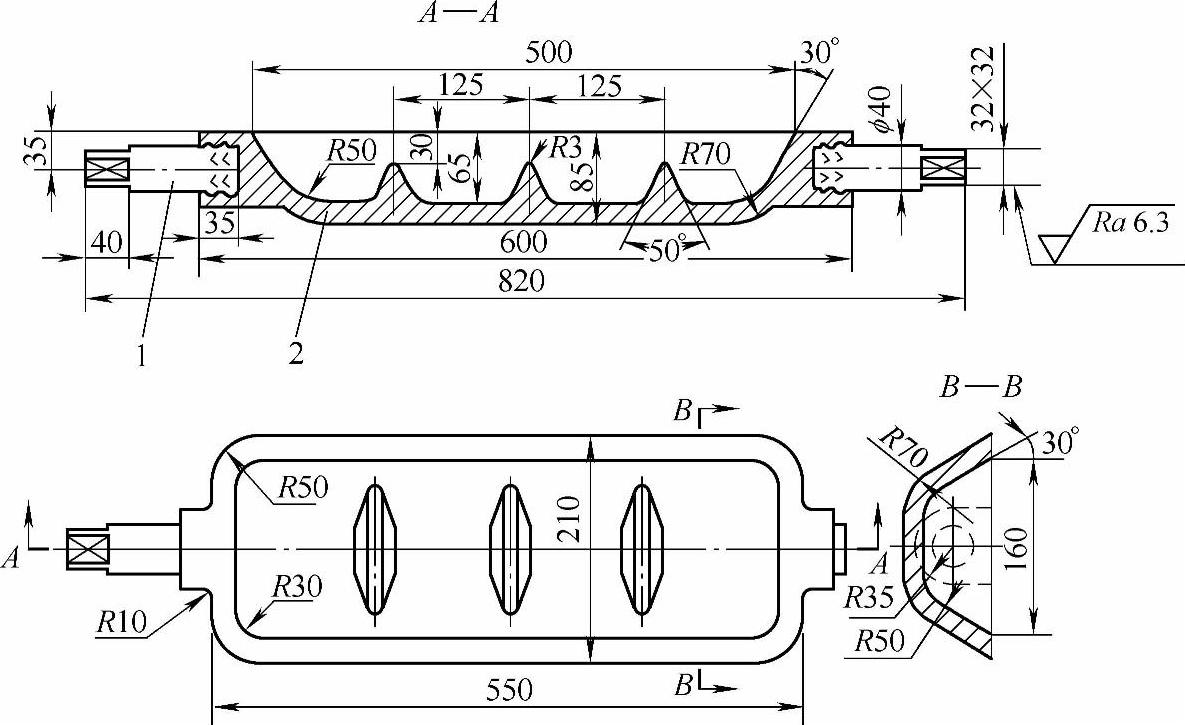
图5-15 长锭模的结构及尺寸
1—轴(材料:Q235A) 2—锭模(材料:HT200)
方锭模的结构及尺寸如图5-16所示。锭模架的结构及尺寸如图5-17所示。喷枪的结构及尺寸如图5-18所示。搅拌棒的结构及尺寸如图5-19所示。
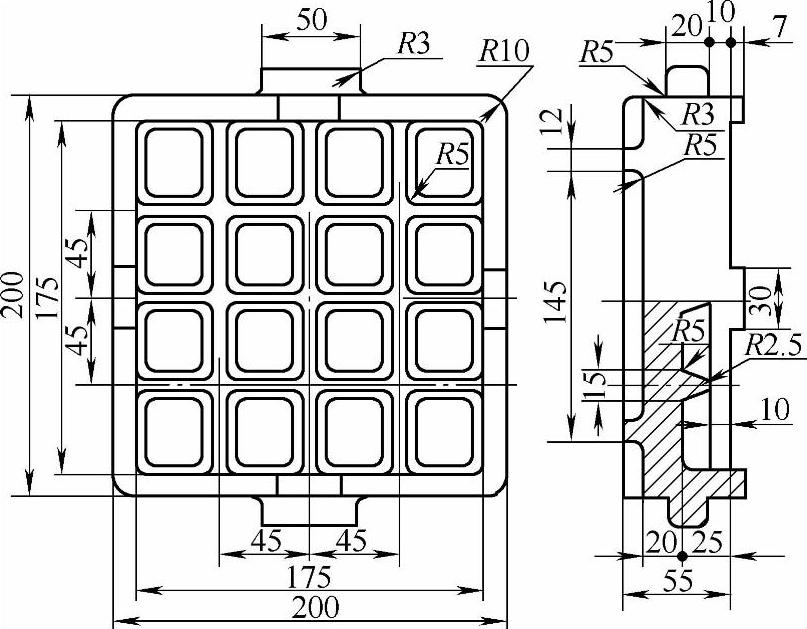
图5-16 方锭模的结构及尺寸

图5-17 锭模架的结构及尺寸

图5-18 喷枪的结构及尺寸

图5-19 搅拌棒的结构及尺寸
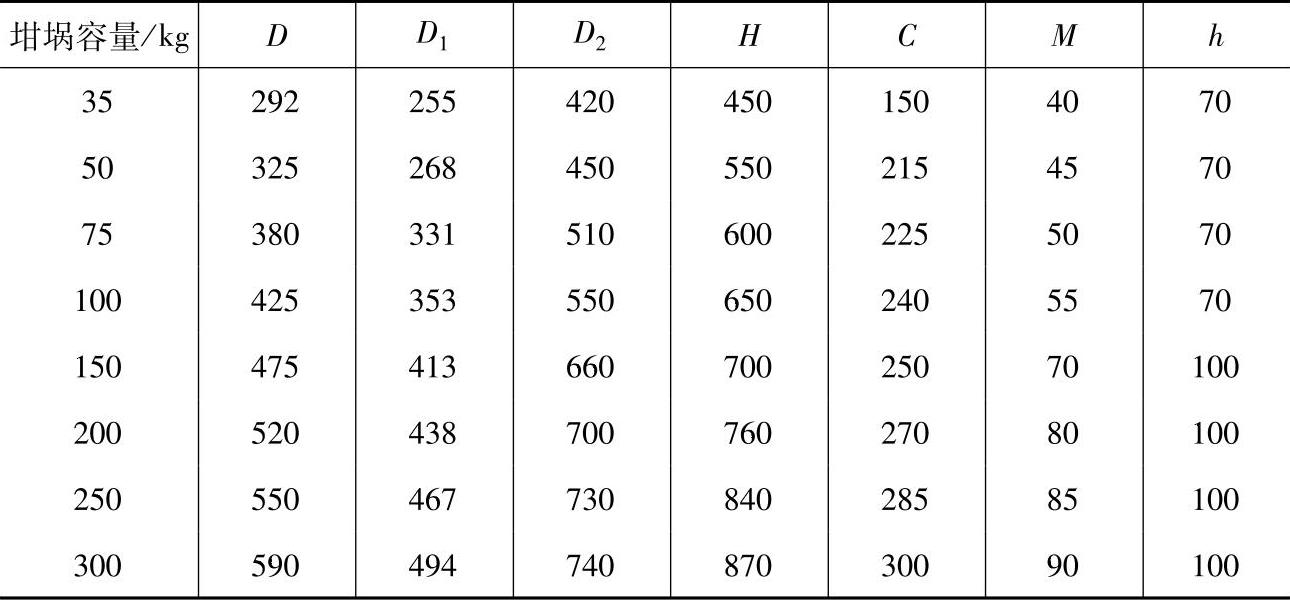
此外镁基中间合金在配制中易燃烧、氧化,为防止其氧化、燃烧,除采用防氧化、阻燃的熔剂保护外,还要采用石墨坩埚配以单人端包架或双人抬包架或使用专用的戽斗型浇注勺来浇注。我国各类石墨坩埚的尺寸和容量见表5-9。
表5-9 我国各类石墨坩埚的尺寸和容量
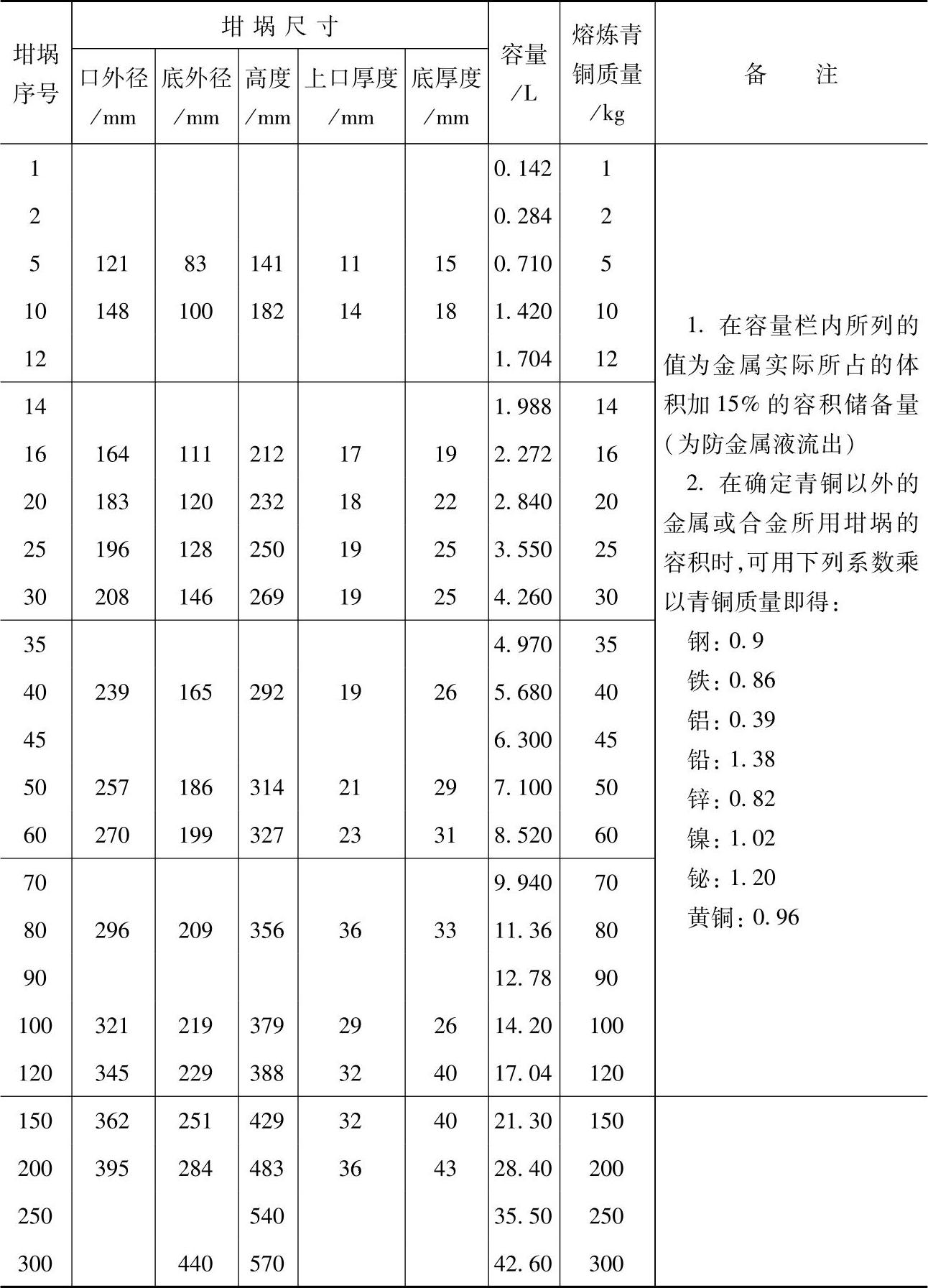
配制非铁铸造合金用中间合金时使用的四种坩埚(石墨坩埚、铝钒土坩埚、铸铁坩埚、钢板焊接坩埚)中,石墨坩埚使用最多。因为它的热膨胀系数小,从而使其耐热冲击性能好,可长期承受急冷急热的交替作用,并不剥落,能疏离合金液和熔渣而不被其润湿,因而吸附的氧化物也很少;它采用现代技术——冷等静压技术(CPI)三维高压成形后再高温烧结而成,故其组织非常致密,使得合金液和熔剂液很难渗入和其发生高温化学反应,即其在高温下的耐蚀性好;由于它的材质为石墨-碳化硅,并以石墨为粘结剂,因此其热强度高、耐热性能好,即使在1500℃左右的高温下仍可使用;它是一种价格低,综合经济技术效果好的坩埚。
浇注镁合金用戽斗型浇注勺的典型结构如图5-20所示。
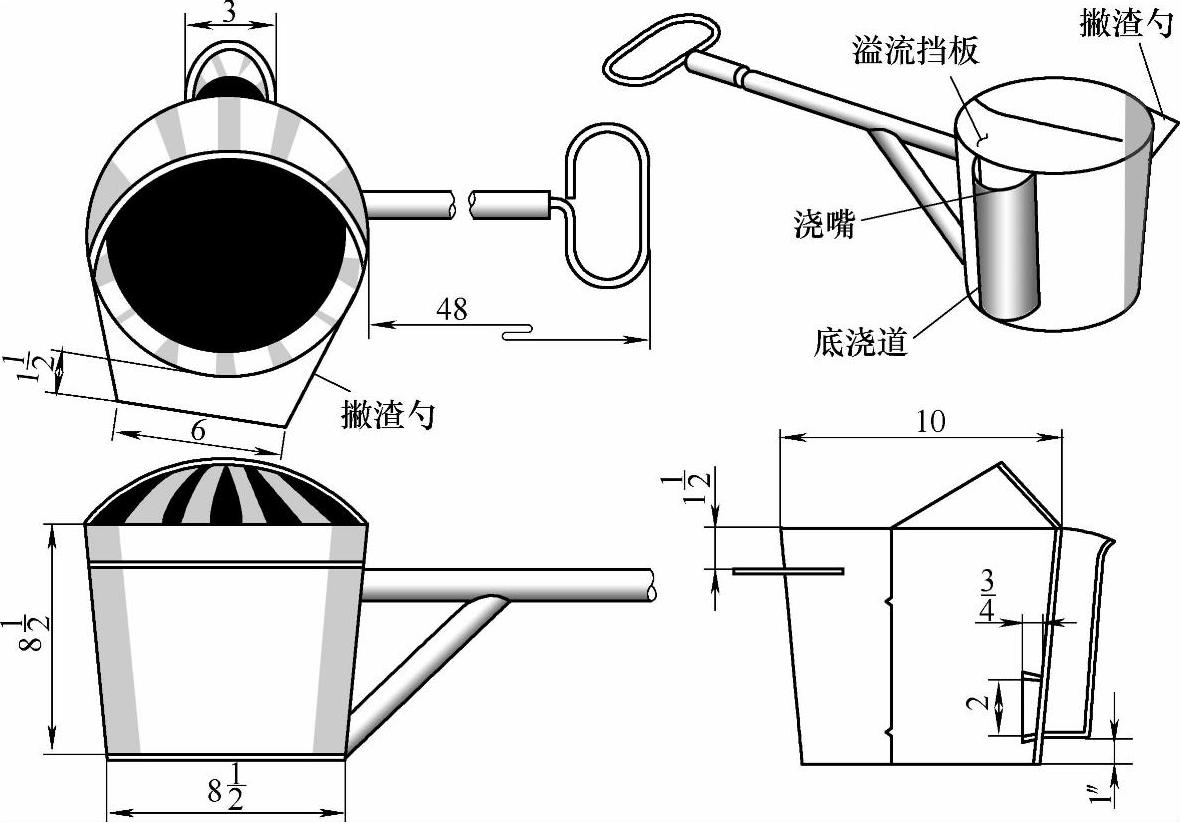
图5-20 浇注镁合金用戽斗型浇注勺的典型结构
在选用熔炉时,要根据所配制中间合金的不同类别、牌号及其要求的技术档次和生产现场的设备条件等因素来选择,以达到生产出符合技术要求的中间合金的目的。目前,国内各金属材料厂家多选用中频感应熔炼炉。因为它的熔化速度快,利用感应圈产生的集肤效应使熔化了的合金液产生翻腾而使合金液混合非常均匀。采用中频感应熔炼炉不但能获得质量较好的中间合金,还能配制各种牌号的中间合金,而且非常节能,配制的时间最短,综合经济技术效益最好,但设备费用稍高。
电阻坩埚炉、燃油坩埚炉、燃气熔化炉、戽出型燃料加热坩埚炉及焦炭坩埚炉等只能配制出中等技术档次以下的中间合金,其优点是设备费用较低、容易操作、占用厂房面积较少,但最大缺点是能耗高、时间长、产生温室效应大,仅适合乡镇企业或私营个体企业。高频真空感应熔炼炉则是用来配制各种高技术档次、高熔点中间合金用熔炉,它的熔铸时间很短,配制出的中间合金质量好、品位高,节省能源,但其费用高,占用厂房面积较大,操作技术较复杂,要求也较高。
3.中间合金的配制工艺
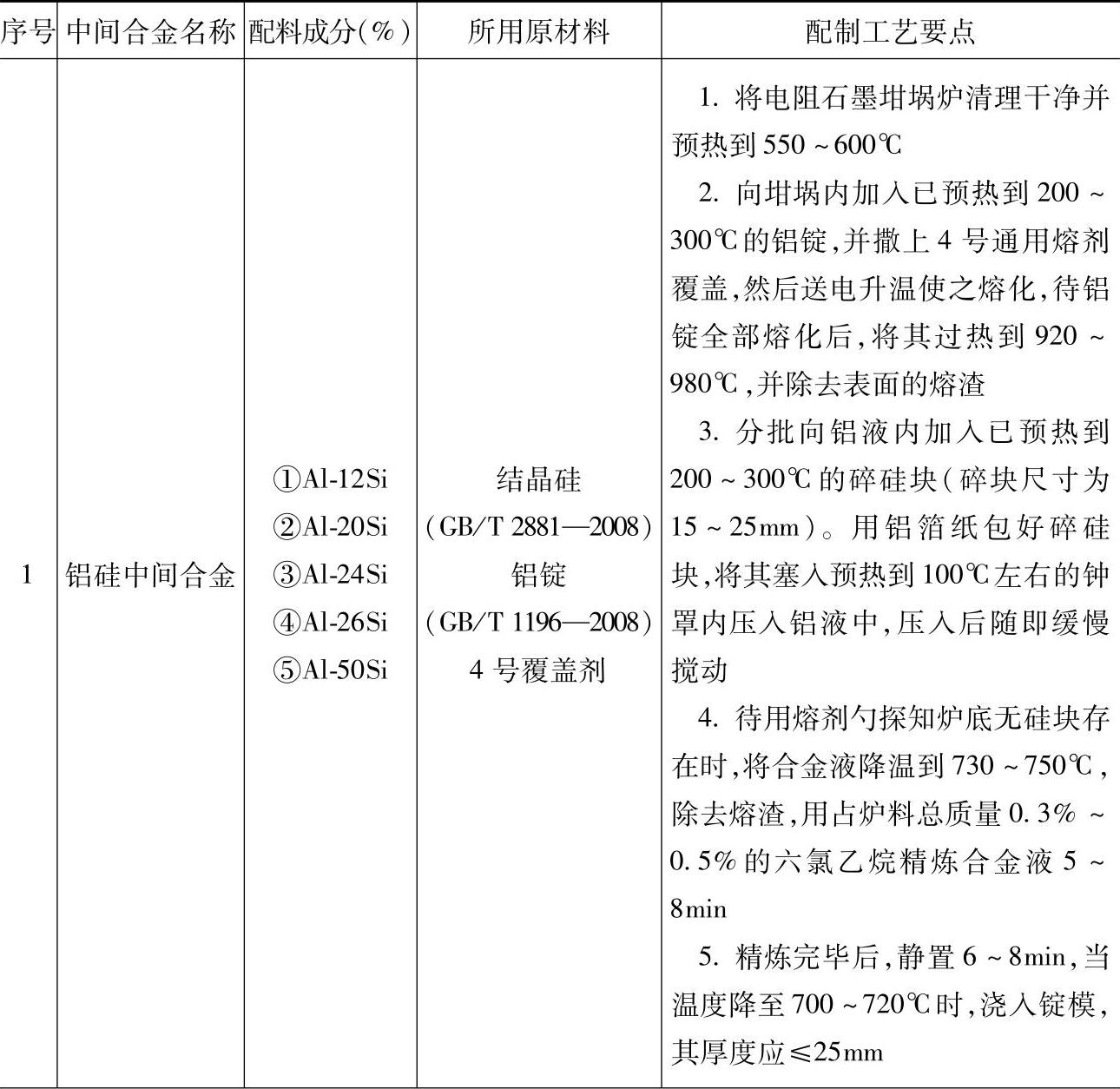
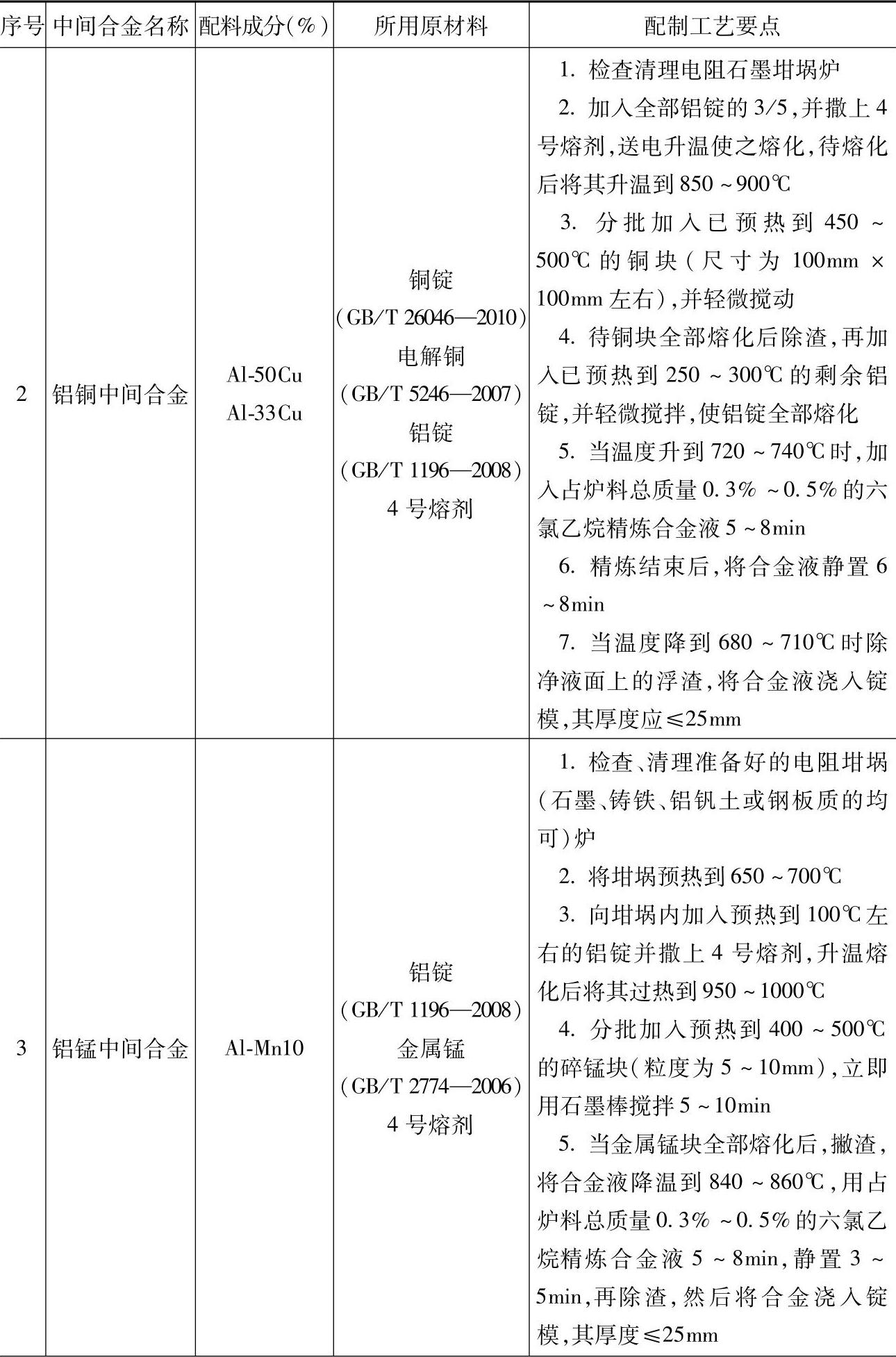
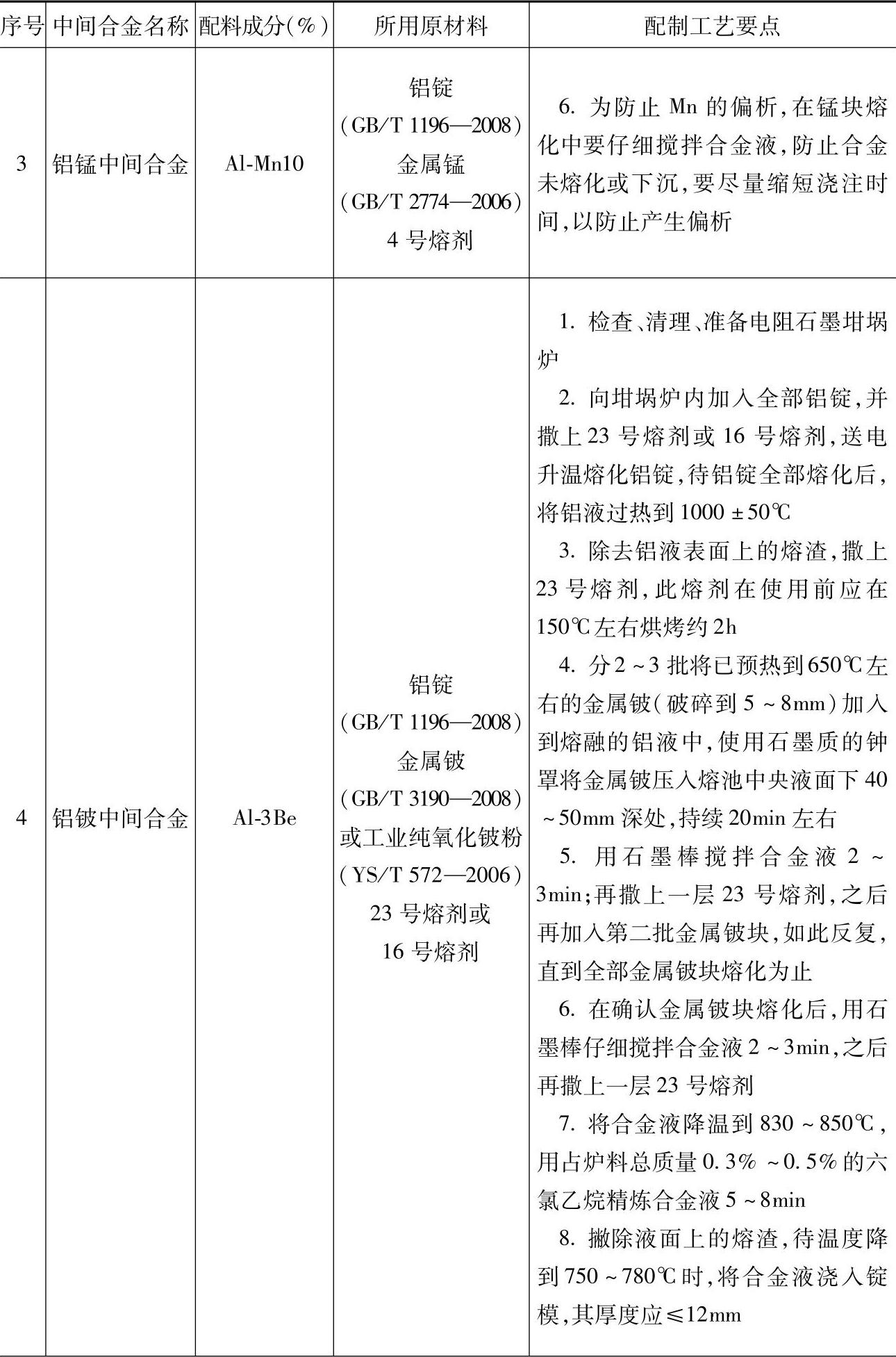
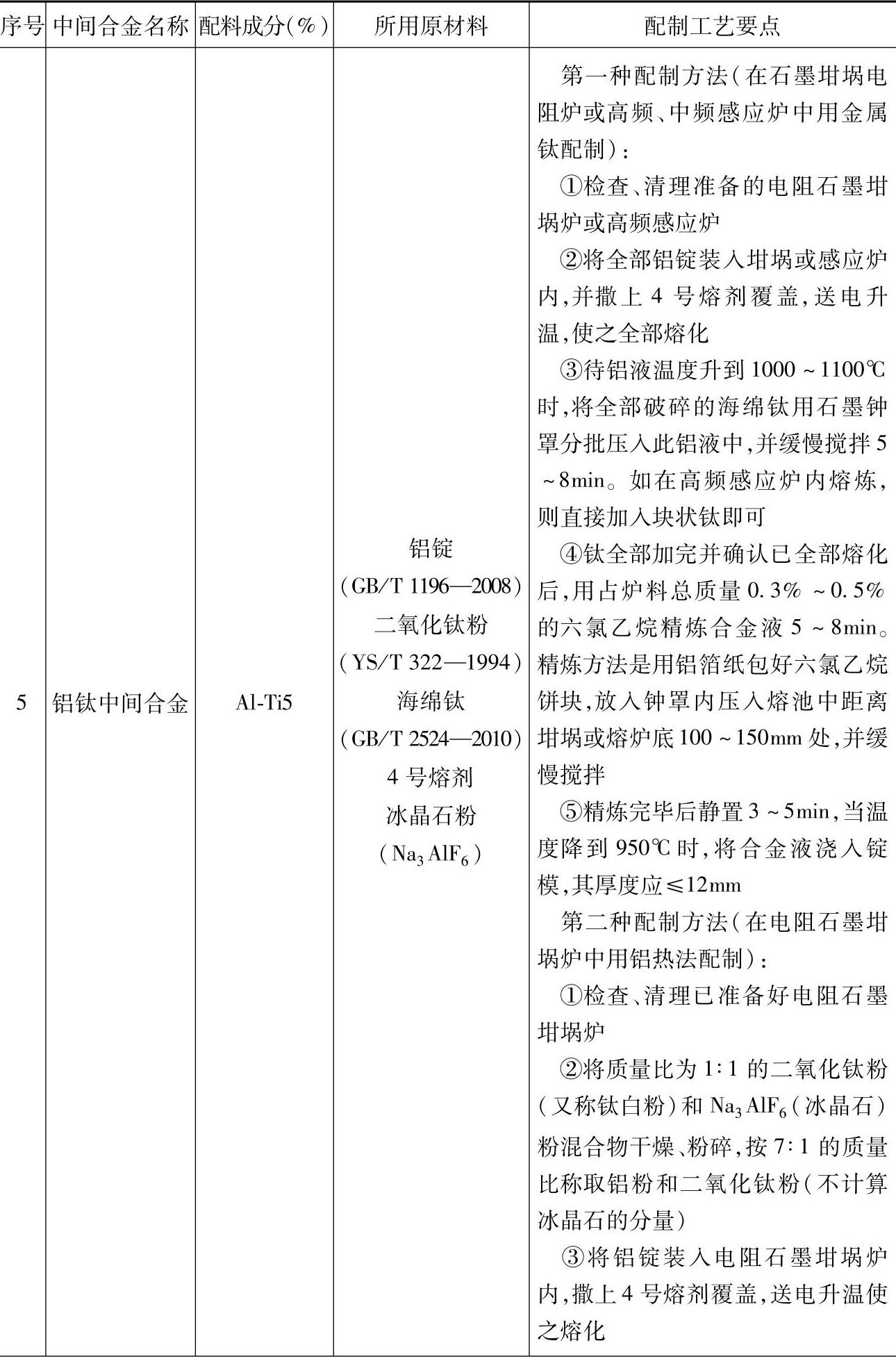
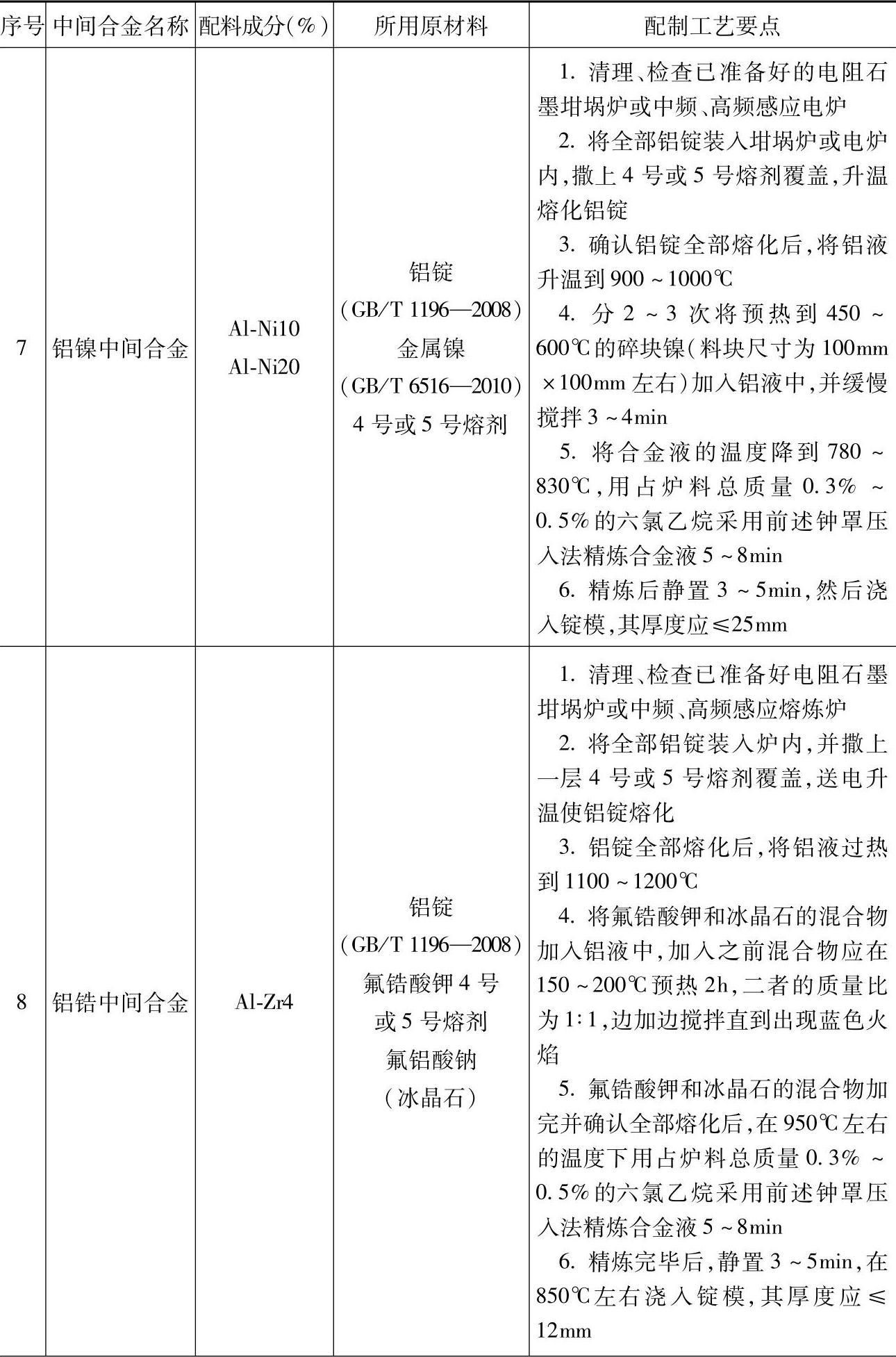
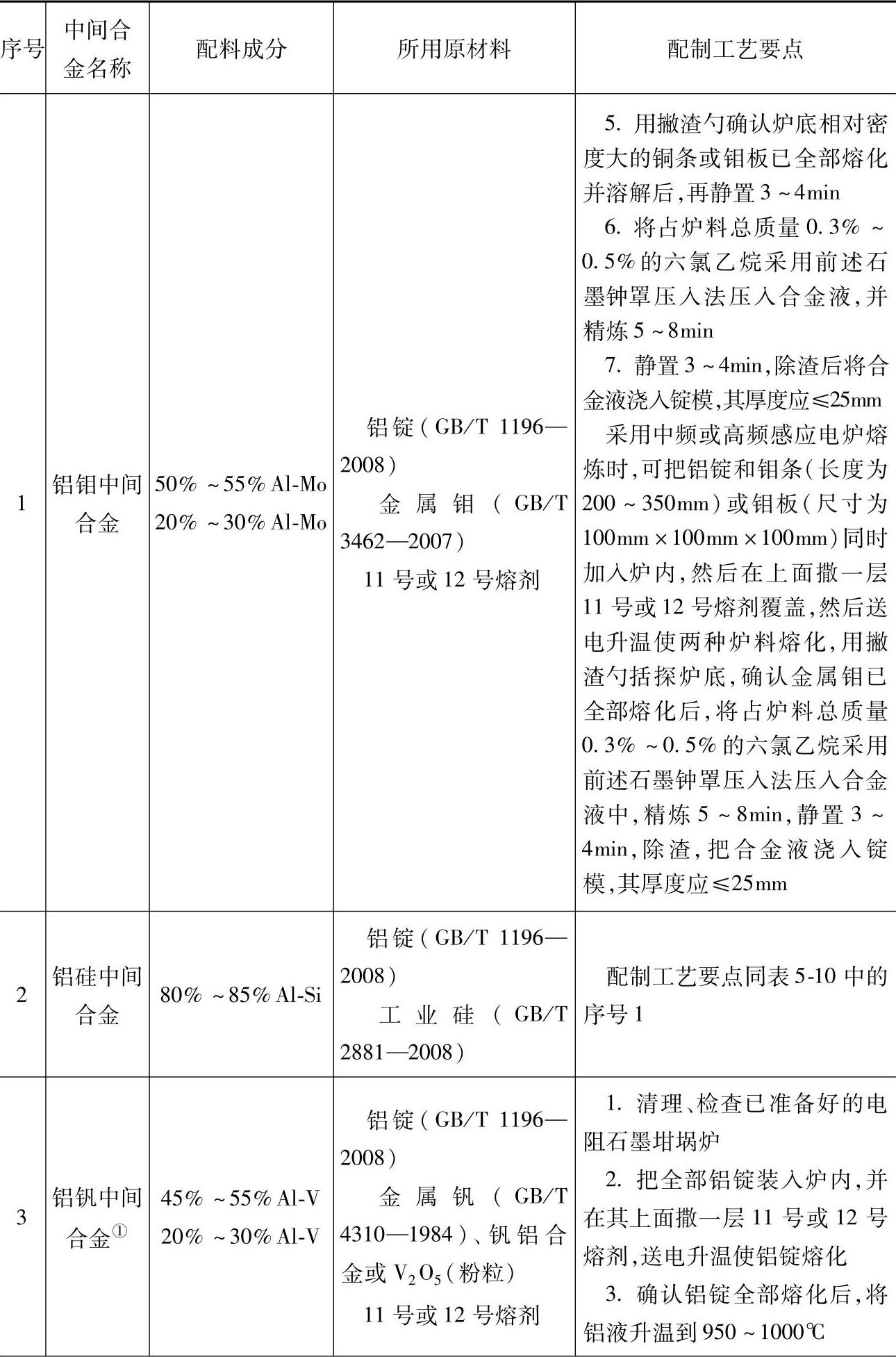
(1)铝基中间合金的配制工艺 铝合金铸造用铝基中间合金的配制工艺见表5-10。
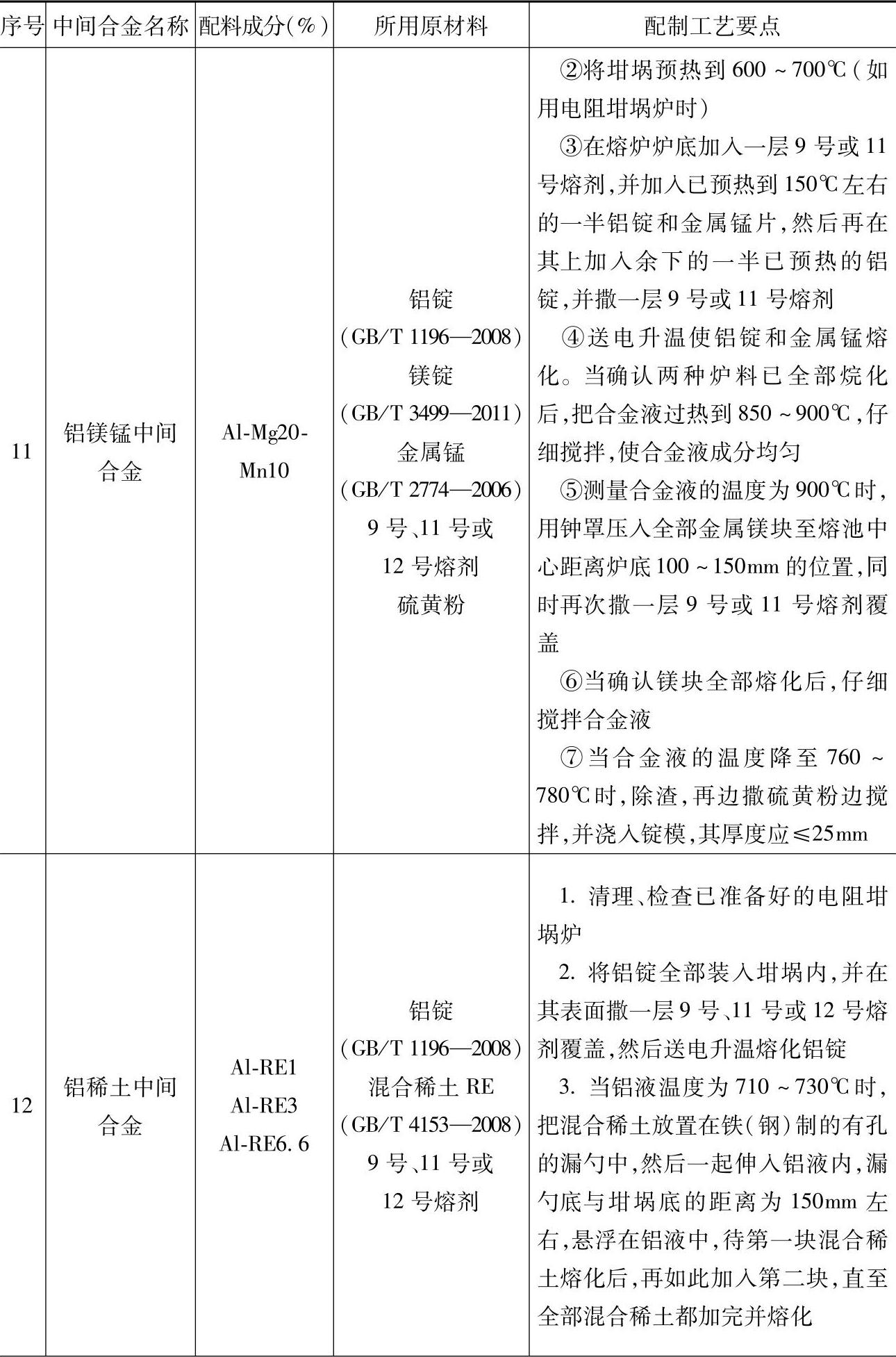
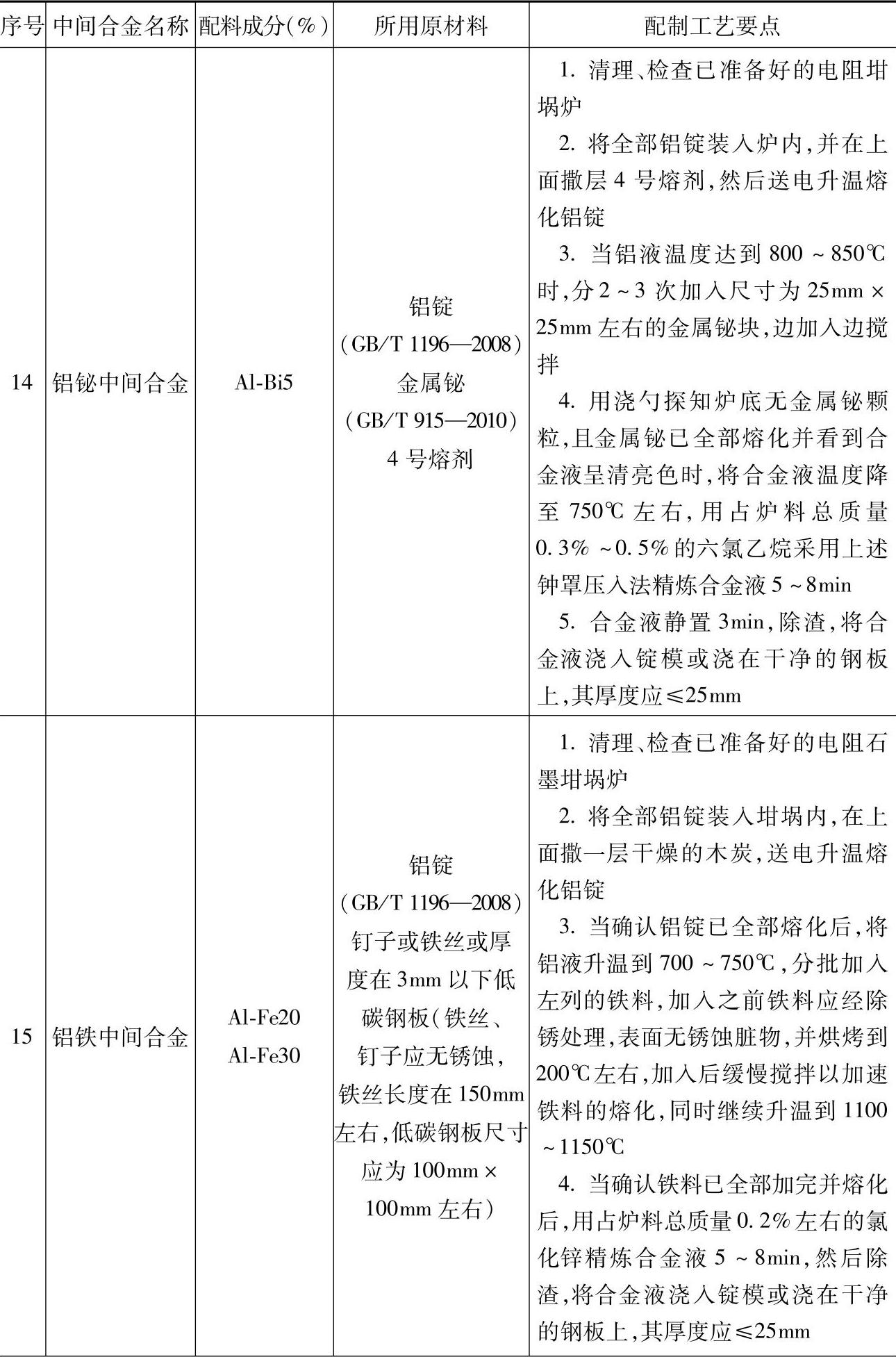
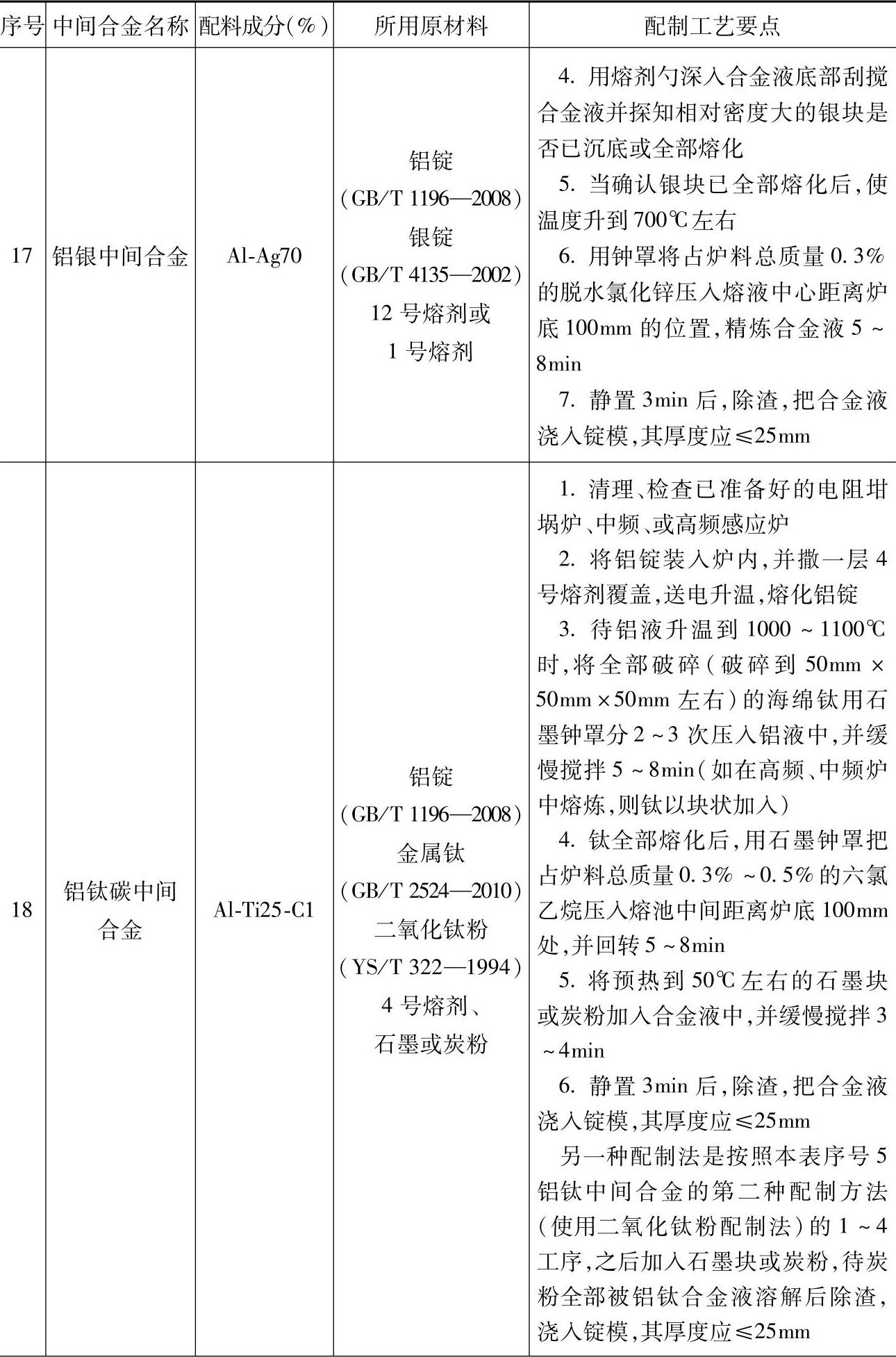
表5-10 铝合金铸造用铝基中间合金的配制工艺
(续)
(续)
(续)
(续)

(续)
(续)

(续)
(续)
(续)

(续)
(续)

(续)
(续)

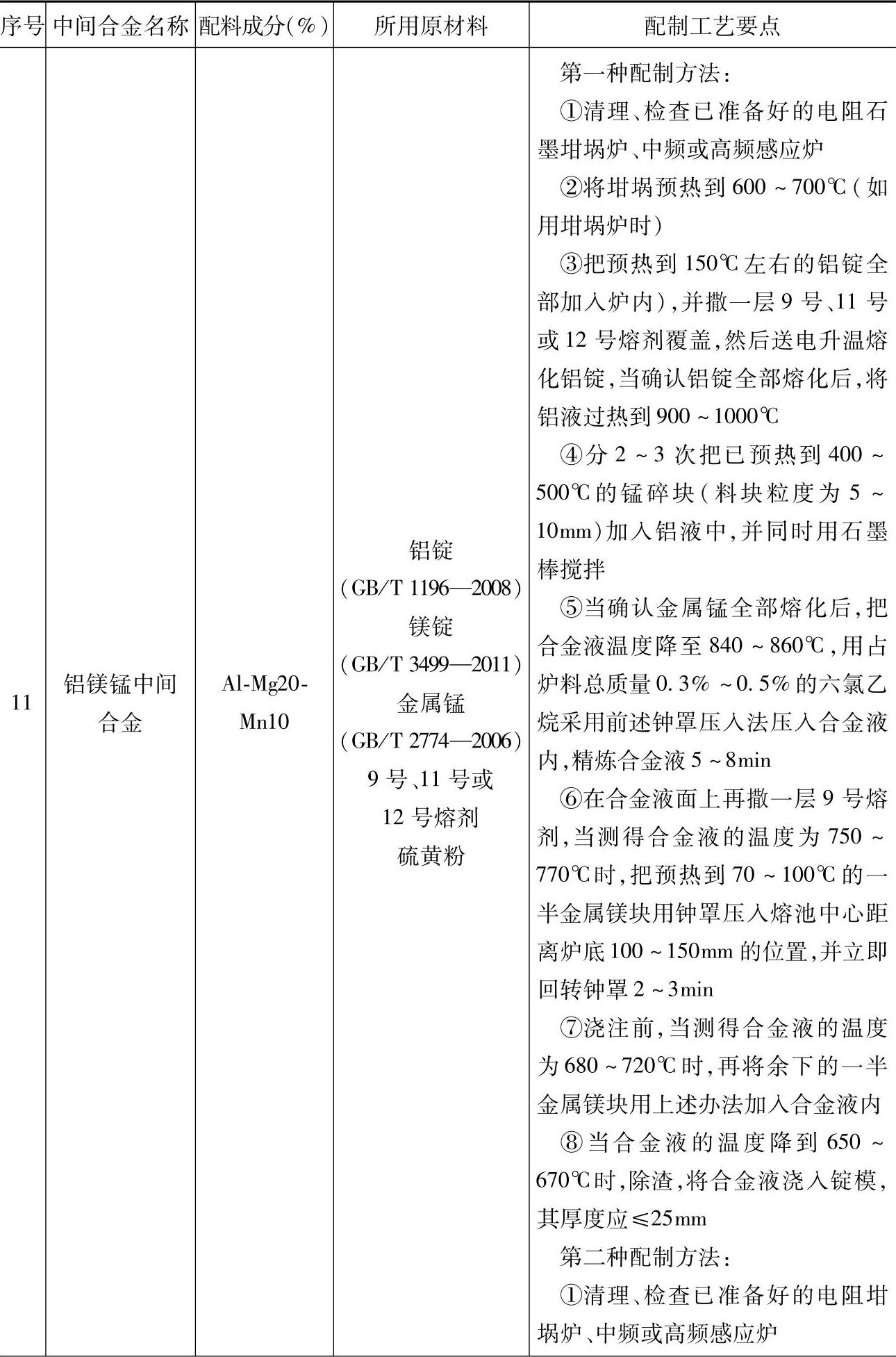
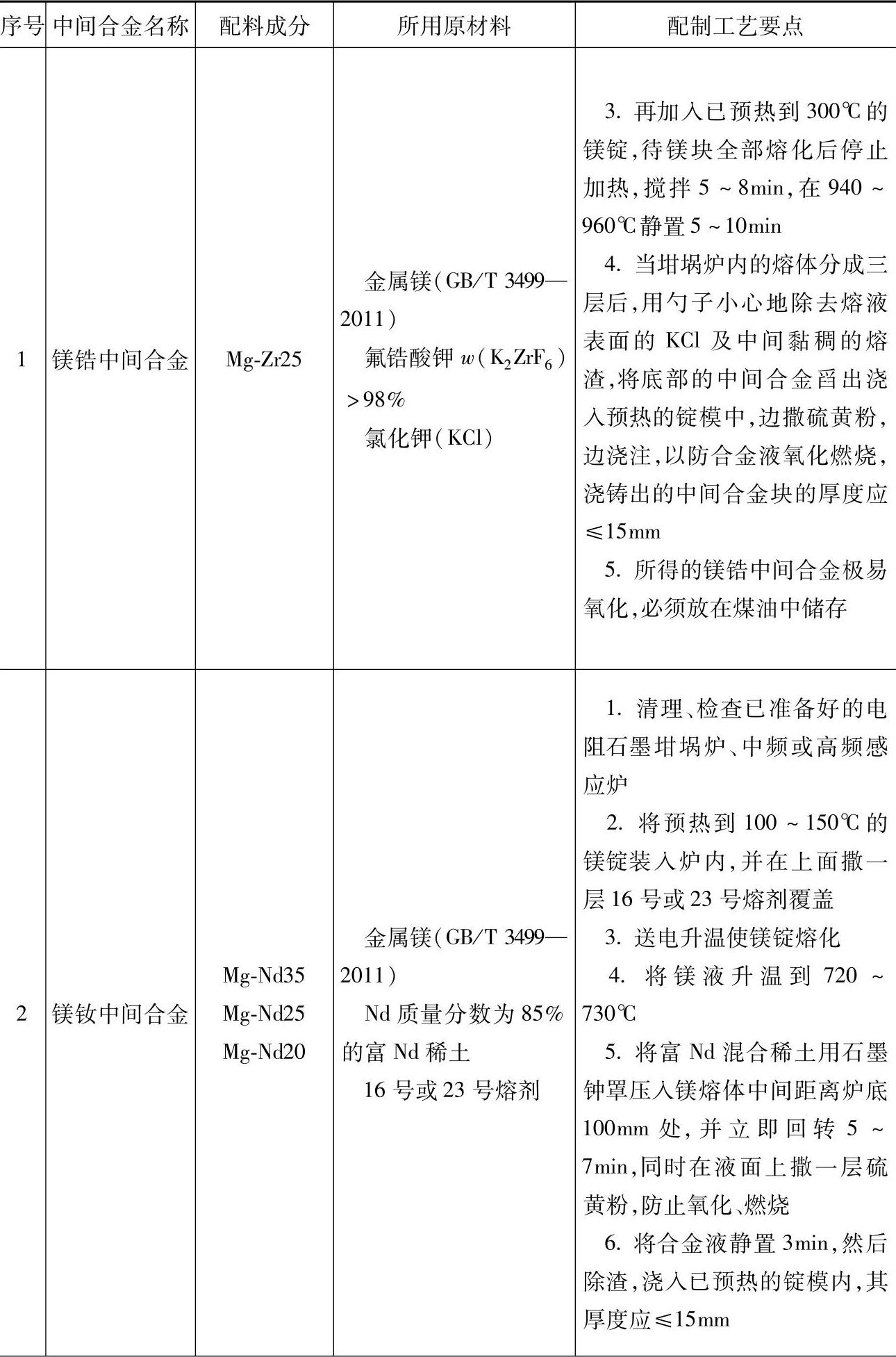
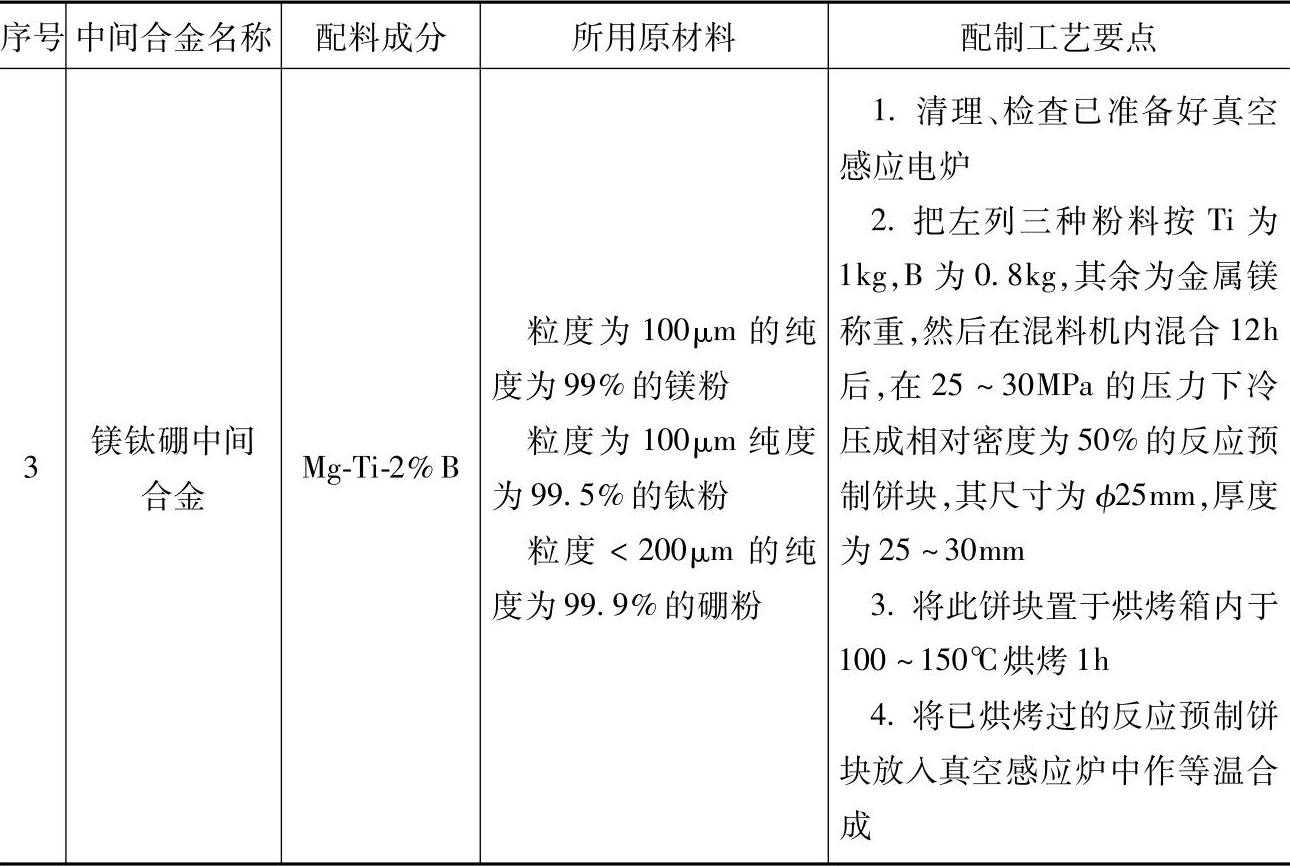
(2)镁基中间合金的配制工艺 具体工艺见表5-11。
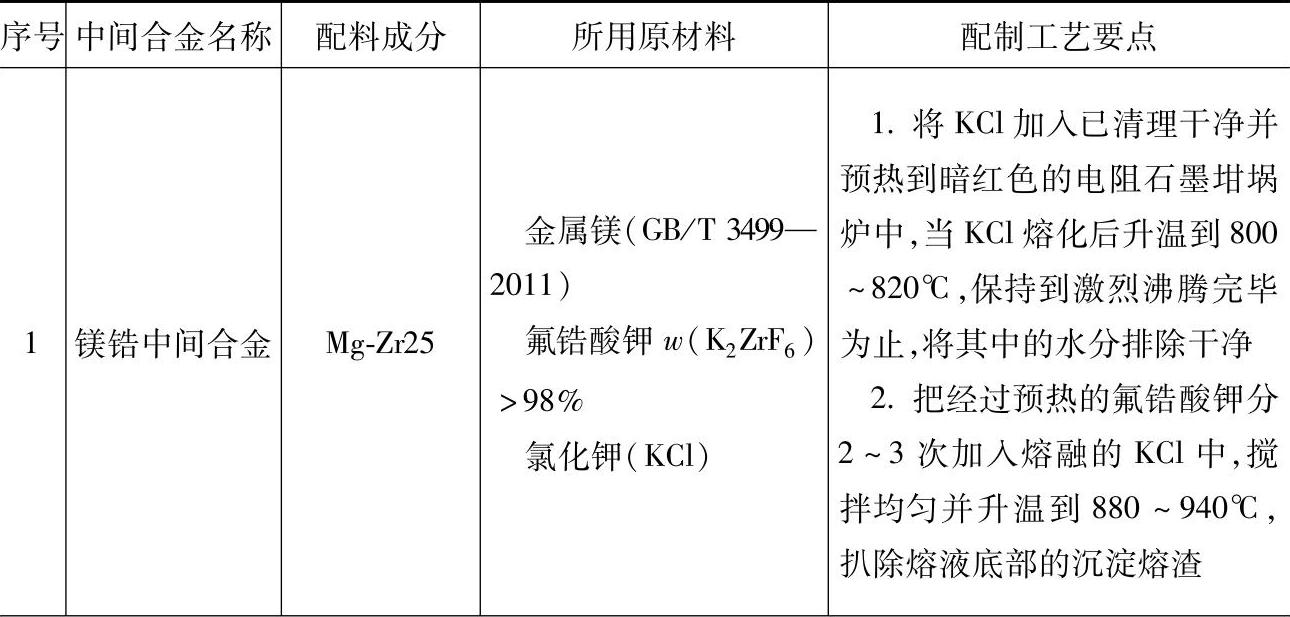
表5-11 镁基中间合金的配制工艺
(续)
(续)
(3)钛合金铸造用铝基中间合金的配制工艺 具体配制工艺见表5-12。
表5-12 钛合金铸造用铝基中间合金的配制工艺

(续)
(续)

(续)

① 配制铝钒中间合金时,因金属钒价格昂贵,而V2O5价格低廉,故应尽量使用V2O5而不使用金属钒作炉料,以简化工艺降低成本。
② 配制铝铈中间合金时,一要看金属铈和富铈稀土哪一种价格低,尽量选用低价的,以降低成本;二使用富铈稀土作炉料配制的铝铈中间合金的技术经济含量比用金属铈配制的铝铈中间合金高,因为采用富铈稀土熔铸的铝、镁、钛、铜等工作合金具有较高的力学性能、高的耐磨性能及多项特种功能。
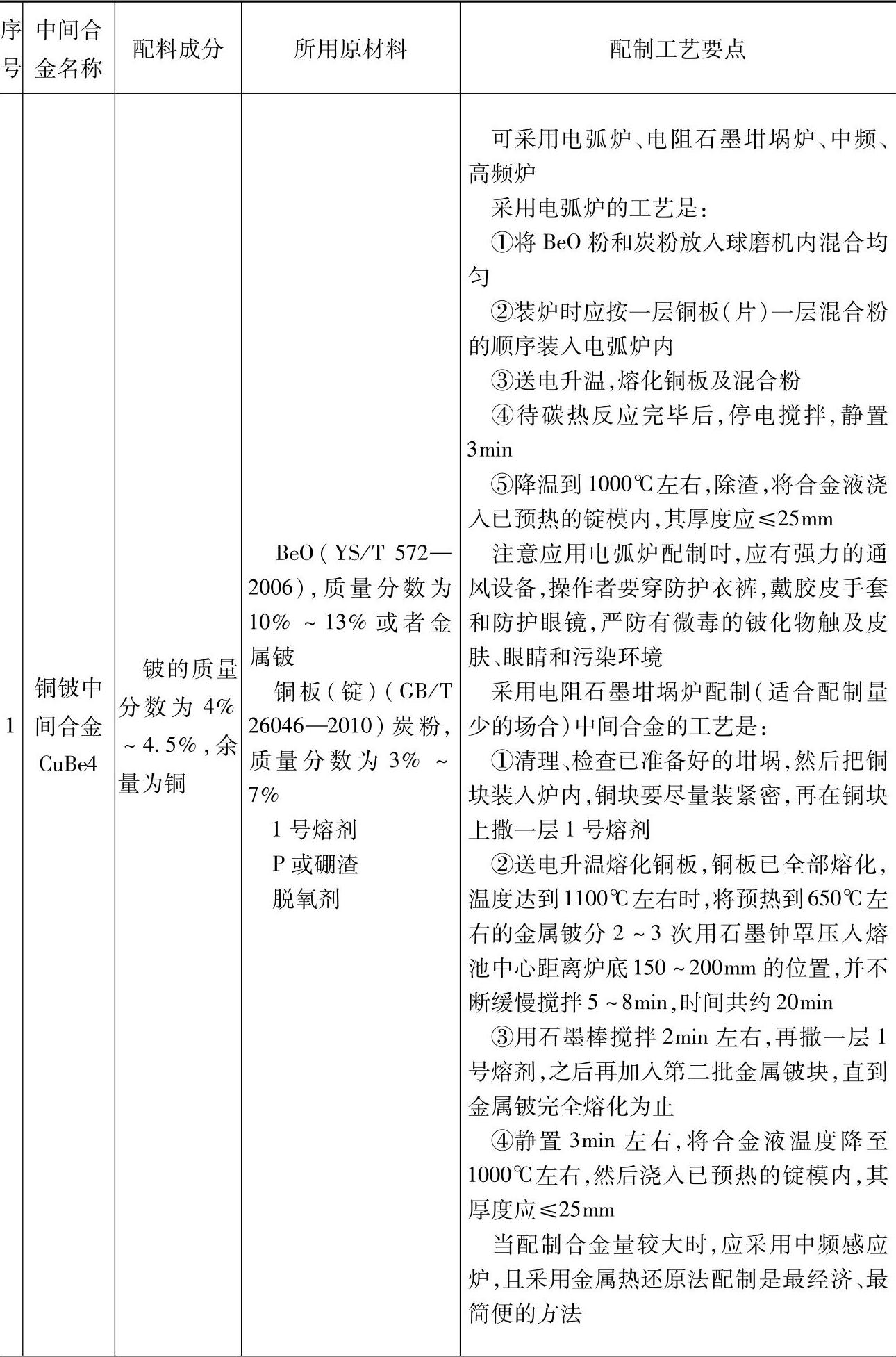
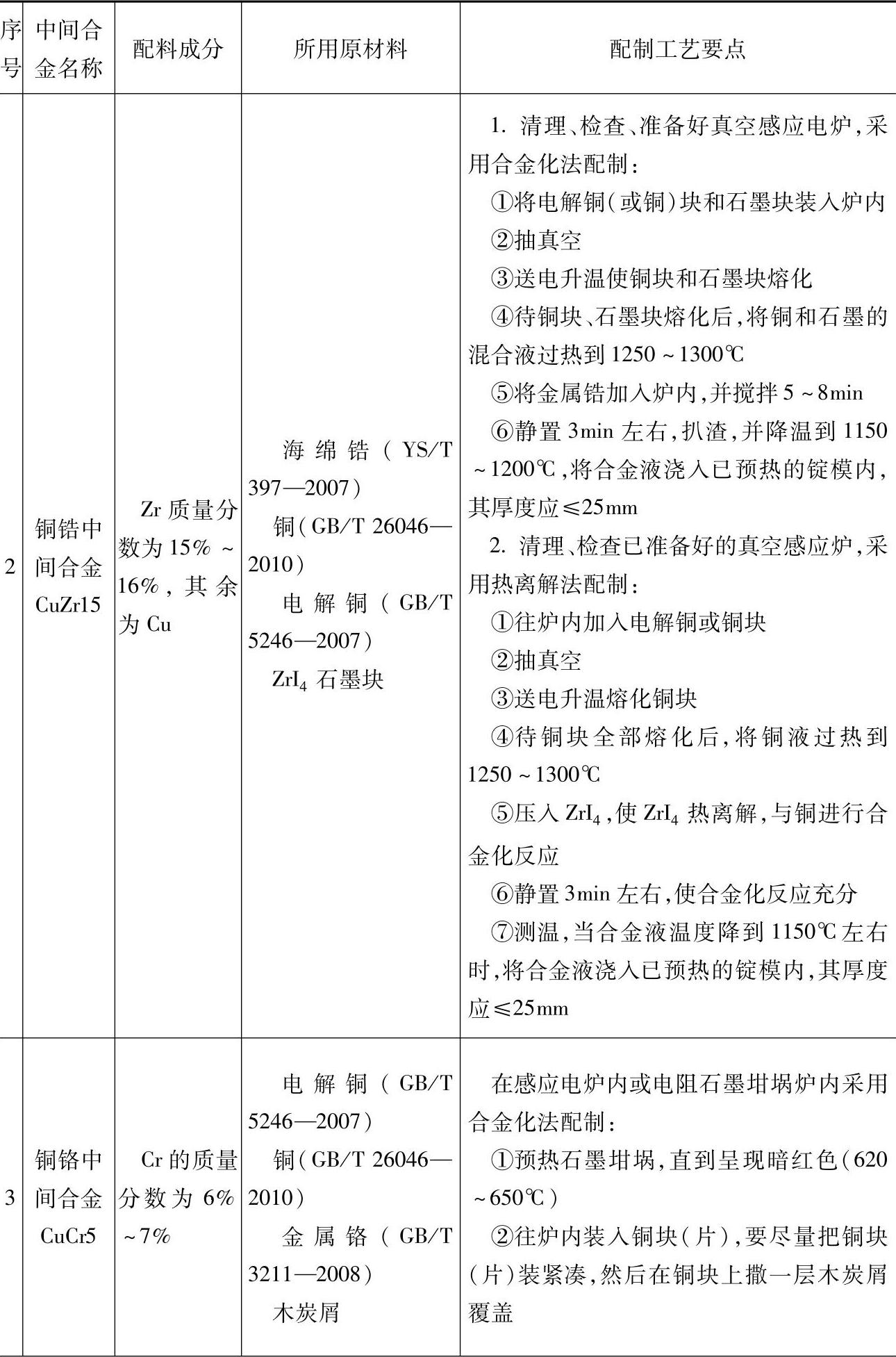
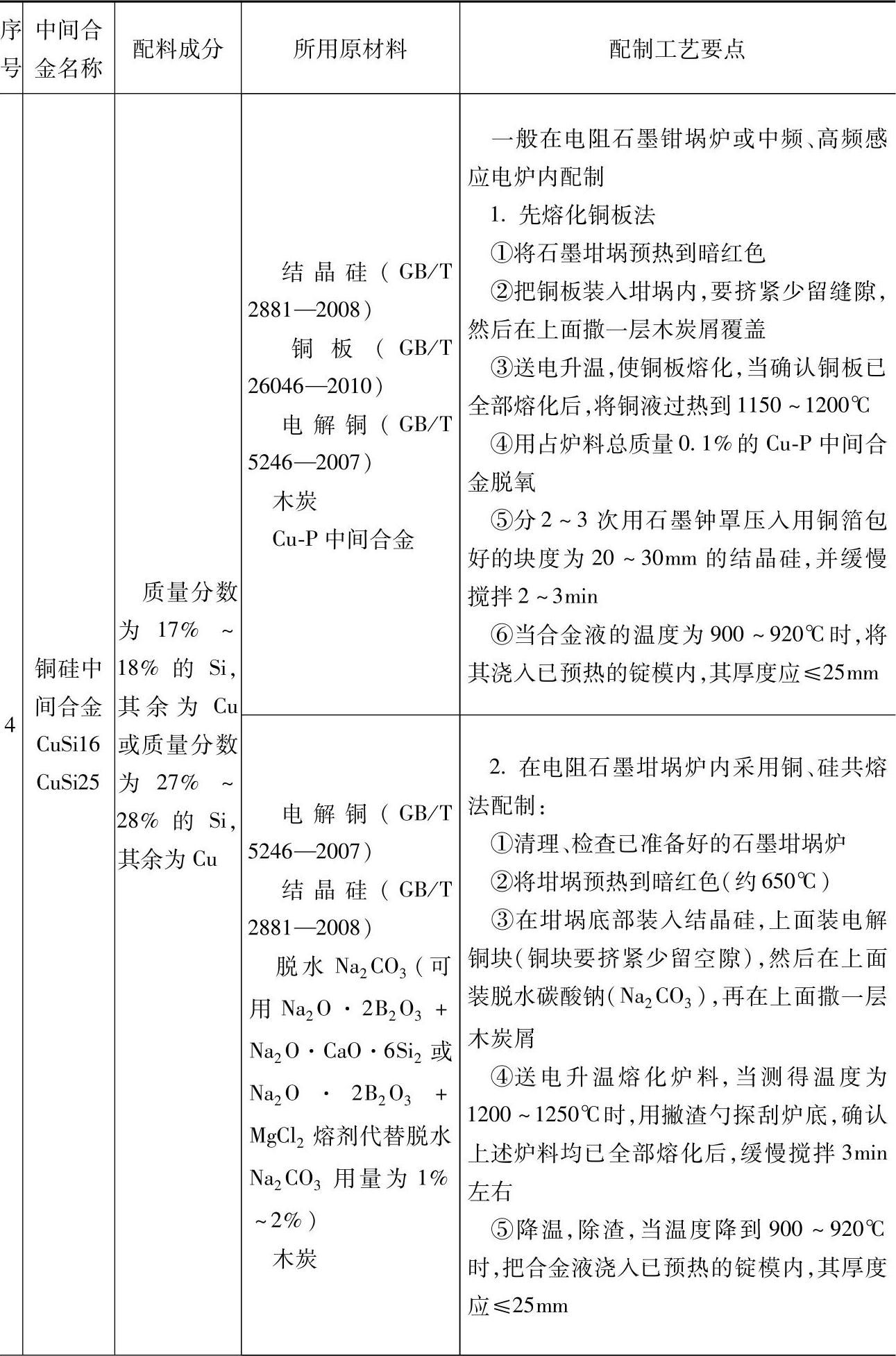
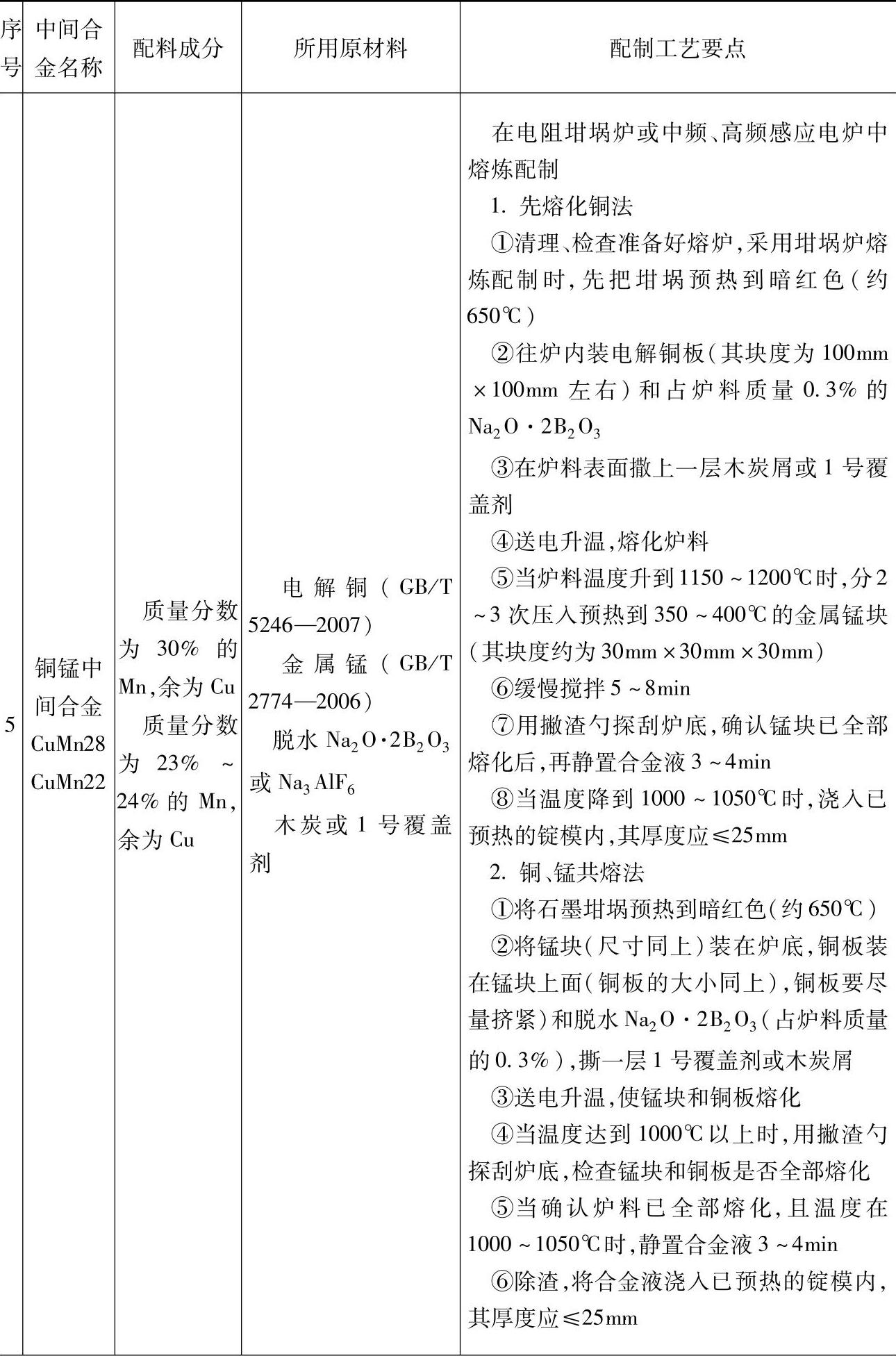
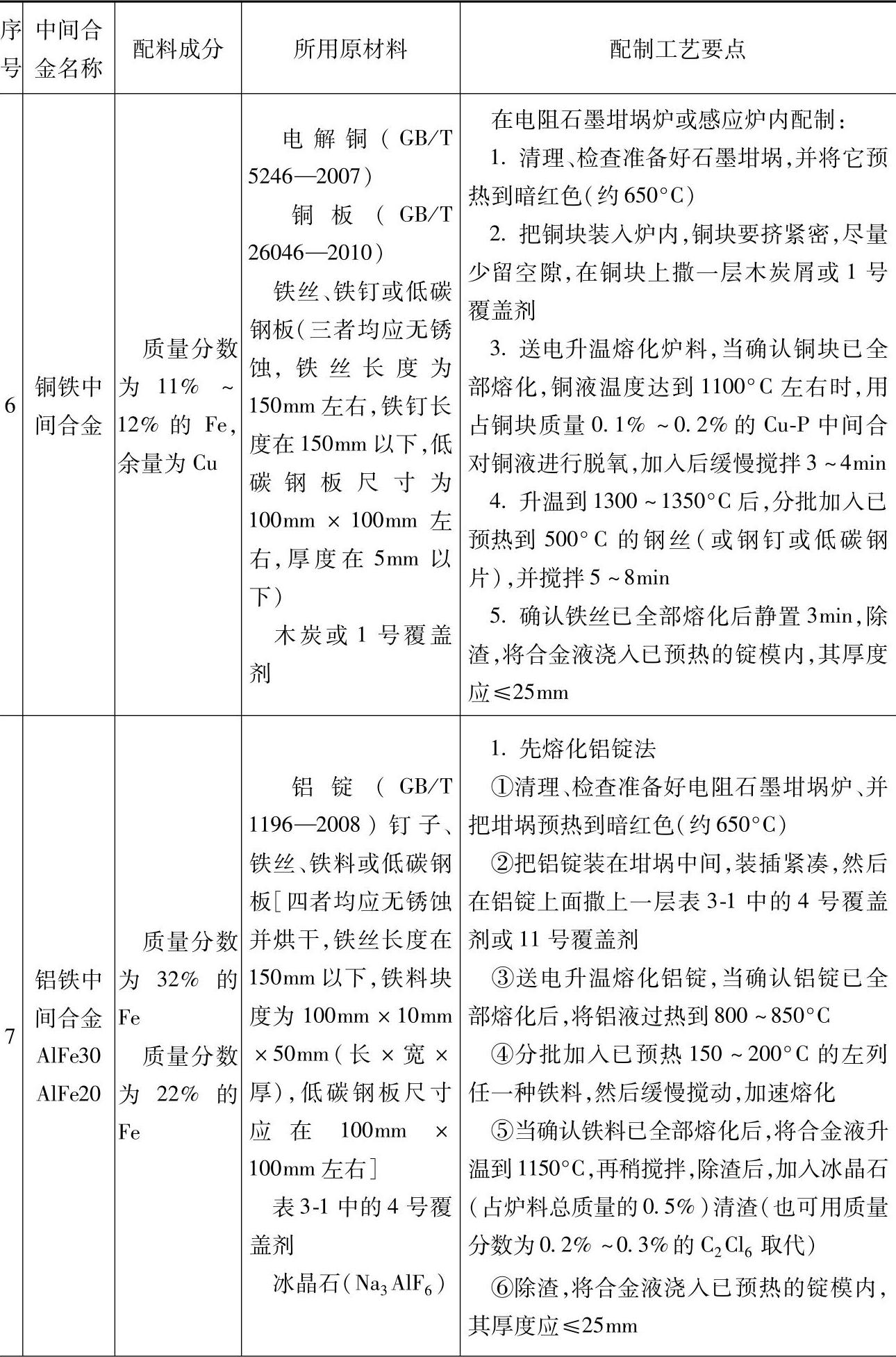
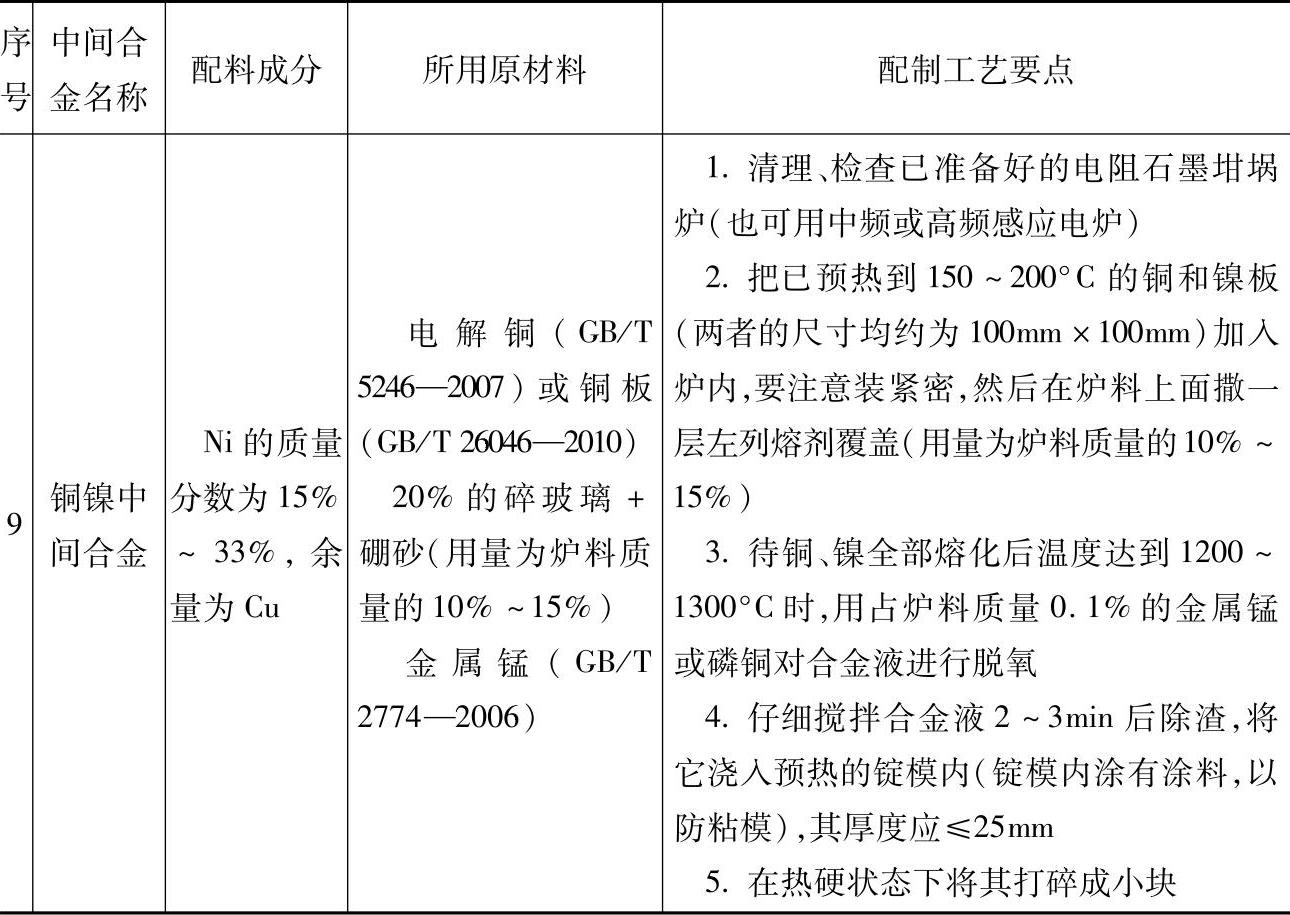
(4)铜合金铸造用铜基中间合金的配制工艺 具体工艺见表5-13。
表5-13 铜合金铸造用铜基中间合金的配制工艺
(续)
(续)

(续)
(续)
(续)
(续)
(续)
(续)
(续)
(续)
有关非铁合金铸造用熔剂和中间合金的文章

由于镍硼中间合金的配制工艺比其他中间合金复杂,故本书在此作为实例详细介绍给读者。硼酐易吸收空气中的水分而变成硼酸,故它冷至室温时,应立即储存在密闭的容器内备用。炼硼的方法及工艺1)熔炼用熔炉(坩埚)。③在坩埚口部上盖一石棉板并在其上放压铁的作用是密封坩埚,防止外界空气进入坩埚内,以免氧化镁粉和高温下生成的硼。......
2023-06-26

表3-18 熔制法配制熔剂的工艺参数熔炼工艺是先将KCl、NaCl按上表规定的配料比例准确称取后装入炉内升温熔化。出炉温度应控制在850℃以下,控制每炉熔剂的熔制时间不得超过6h。NaCl+KCl+CaF2(4.4)+Na2AlF6(6.6)铝合金用熔剂的配制工艺1)按配比称取各组元,放入干净的容器内。......
2023-06-26

尽管各种铜及铜合金的熔炼工艺不尽相同,但都应当遵循如下所示的一般原则:1)准备好炉料和熔剂。对熔炼炉进行检查、修补和清理,坩埚预热到一定温度方可加料,熔炼工具刷涂料烘干后再使用。铜合金熔体氧化和吸气严重,最好是在中性或微氧化性的炉气中熔炼,在炉内停留时间要短,达到出炉温度后尽快浇注。出炉前要分析化学成分、检查合金的含气量,出炉后进行弯曲试验和断口试验。熔炼过不同合金的小坩埚要分开,不能混用。......
2023-06-22

补救的措施是采用与此中间合金液作精炼净化。因此,在生产中应设法利用这些金属化合物,将其还原来配制中间合金。因此,对于V含量较高的铝钒中间合金来说铝热法是最恰当最合理的方法。合成法是生产和研发高度合金化、具有高性能、耐高温、具有特殊功能新材料所用中间合金的最科学最先进的配制方法。......
2023-06-26

修约数位与表中所列极限值数位一致。表J-2 工业硅的化学成分(续)注:1.化学用硅指经化学处理后用于制取有机硅等所用的工业硅,冶金用硅是指冶金方面用于配制铝硅等各种合金所用的工业硅。电解重熔法金属锰的化学成分见表J-5。② 为氨碱产品控制指标。③ 为重质碳酸钠控制指标。......
2023-06-26

高纯度铝其中间合金的化学成分见表5-2。表5-4 铸造钛合金用中间合金①中间合金的主要元素余量为配制合金的添加元素。②中间合金的脆性程度分为:A、B、C三级。另外还使用铝铈、铝稀土等中间合金。......
2023-06-26
因为这两类铝合金所用中间合金的成分,作用和配制工艺基本相同,本书不再对其进行分类介绍。由于目前铝合金是全球应用范围最广、品种规格最丰富及用量均最多的非铁合金材料,因此,其在熔铸中所使用的铝基中间合金的品种、用量也最多。这种中间合金是以镁为基体,向其中加入合金化元素所配制而成的。......
2023-06-26

相关推荐