
当焊接结构完成之后,由生产方的质量检验机构,对产品进行全面检验,符合要求后,编写检验报告。提请用户到现场进行验收。......
2023-07-02
使用手工焊接元器件时,通常可以分为5个步骤,即准备工作、加热焊件、熔化焊料、移开焊锡丝以及移开电烙铁。
1.准备工作
手工焊接之前,应先将可能需要用到的工具准备齐全,例如电烙铁、镊子、剪刀、斜口钳、尖嘴钳、焊料以及助焊剂等工具,并将这些工具放置在便于操作的地方。
焊接前,电烙铁需要加热到能够熔锡的温度,并将电烙铁头放在松香或蘸水海绵上轻轻擦拭,方便除去氧化物的残渣;然后把少量的焊料和助焊剂加到清洁的电烙铁头上,让电烙铁随时处于可焊接状态。
2.加热焊件
图解演示
对需要加热的元器件进行加热处理,将电烙铁头放置在被焊件的焊接点上,使焊接部位均匀受热,如图8-41所示,电烙铁头对焊点不要施加力量,也不要加热过长时间。
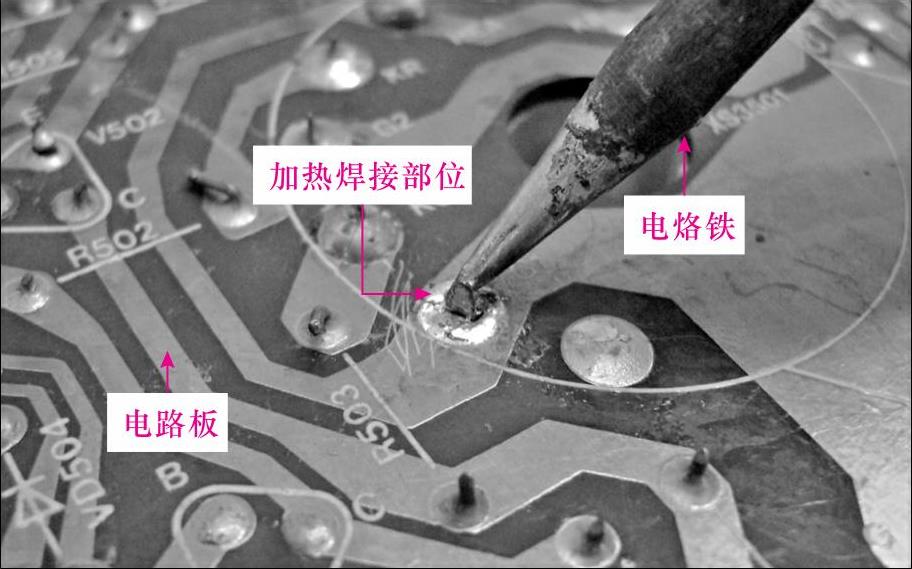
图8-41 加热焊件
3.熔化焊料
待电烙铁加热完成后,接下来则需要对焊料进行熔化,如图8-42所示,将焊接点加热到一定温度后,用焊锡丝触到焊接处,熔化适量的焊料,焊锡丝应从电烙铁头的对称侧加入,而不是直接加在电烙铁头上。
图解演示
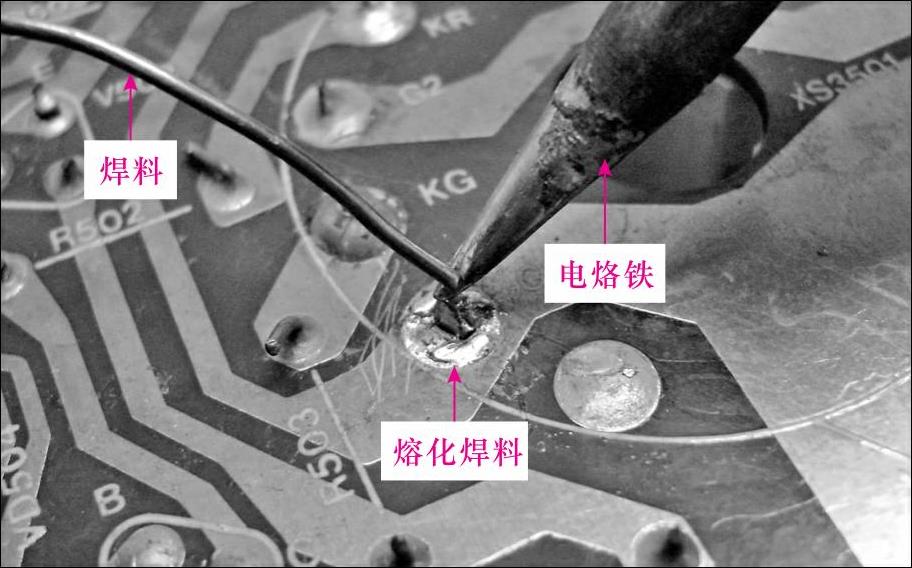
图8-42 熔化焊料
4.移开焊锡丝
图解演示
当焊锡丝熔化后,将适量的焊料流动覆盖到焊接点上面,应迅速移开电烙铁,如图8-43所示,在焊接时,要有足够的热量和温度,如温度过低,则焊锡流动性差,很容易凝固,形成虚焊;如温度过高,则将使焊锡流淌,焊点不易存锡,助焊剂分解速度加快,使金属表面加速氧化,并导致印制电路板上的焊盘脱落。
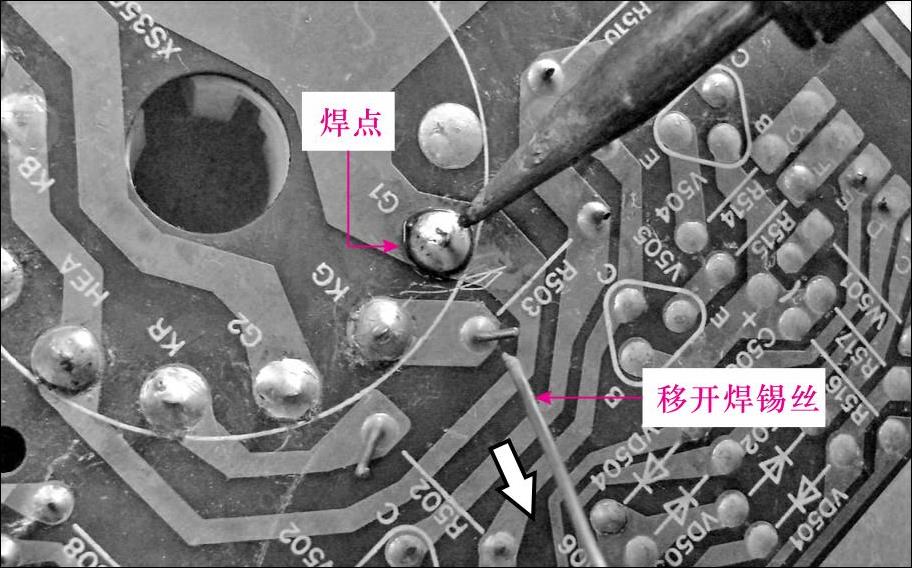
图8-43 移开焊锡丝
5.移开电烙铁
图解演示
当焊接点上的焊料流散接近饱满,助焊剂尚未完全挥发,也就是焊接点上的温度最适当、焊锡最光亮、流动性最强的时刻,应迅速拿开电烙铁头,如图8-44所示。移开电烙铁头的时间、方向和速度,决定着焊接点的焊接质量。正确的方法是先慢后快,烙铁头沿45°角方向移动,并在将要离开焊接点时快速往回一带,然后迅速离开焊接点。
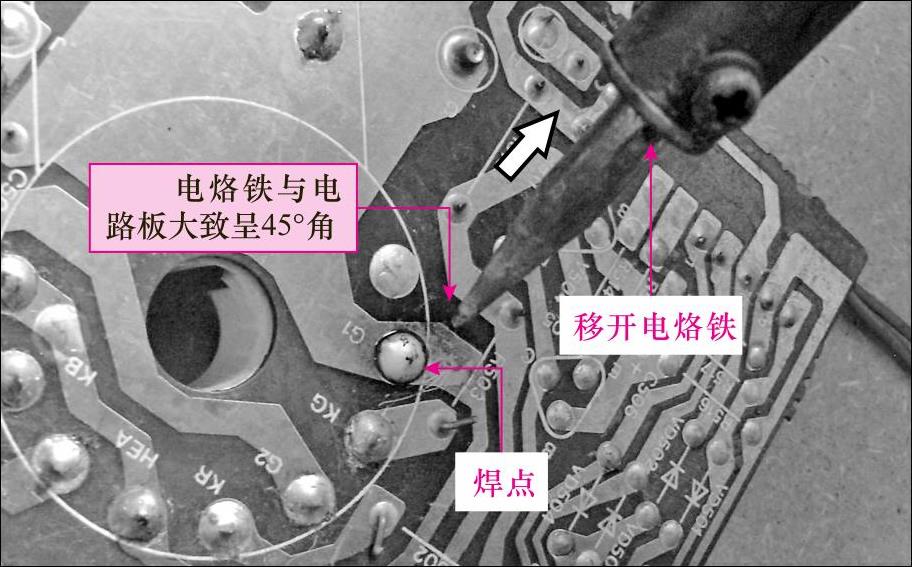
图8-44 移开电烙铁
有关电子技术综合技能从入门到精通:图解版的文章

钢筋翻样的方法如下:1.纯手工法纯手工法是最原始且比较可靠的传统方法,现在仍是人们最常用的方法。这种方法可以省去用户建模的步骤,大大提高了钢筋计算的时间,但这种方法有两个前提,一是要有CAD电子文档,二是软件的识别率和转化率高,两者缺一不可。......
2023-08-26

厚板焊接问题主要为焊接变形难以控制和校正、焊接残余应力难以消除、焊接热循环难以控制、容易产生焊接热裂纹及层状撕裂等。因此,在实际生产中常需要有效地减少焊接残余应力与焊接变形,或者按照具体焊件的相关要求对其加以控制。......
2023-07-01
多焊工焊接的容器,施焊产品焊接试件的焊工必须由检验部门指定。⑥试件焊缝应进行外观检查和无损检测,产品焊接试件无损检测不合格时,应按焊接返修控制程序的规定进行返修。7)产品焊接试件的试样由理化室保存,保存期按相关安全技术规范及产品标准的规定。8)产品焊接试件的外观检查报告、力学性能试验报告及产品焊接试件工艺流转卡,均由质量部门统一汇总、归档......
2023-06-23

焊接质量检验包括焊前检验、焊接过程中检验和成品检验,其中成品检验分无损检验和破坏性检验两类。金相检验是采用放大镜、金相显微镜进行宏观和微观金相组织检验。......
2023-06-24
表2-4 不锈钢钢管对接垂直固定单面焊双面成形的焊接参数4.焊接操作焊接层次分为打底层、盖面层两层。不锈钢管对接垂直固定手工TIG焊打底焊时焊枪与焊丝、管子的角度如图2-5所示。同时,每道焊缝与前一道焊缝要搭接1/3左右,盖面层焊缝要熔进坡口两侧边缘1~2mm。图2-6 不锈钢管对接垂直固定焊条电弧焊盖面焊时焊条与管子的夹角......
2023-06-15
试验用的焊条采用低碳钢或低合金高强度钢焊条,应与试验的钢材相匹配,焊前要严格进行烘干。试件达到试验温度后,以标准焊接工艺规程焊接参数进行试验焊缝的焊接。......
2023-06-15

相关推荐