当采用传感器引导机器人运动的方式时,因为传感器投射的结构光纹在焊枪之前有一定距离,所以提取的特征点信息在跟踪过程中不是立刻被使用的,而要等到焊枪到达该点附近时才能用到。机器人的驱动向量使焊枪向焊缝的中心点方向调整,并按照给定的步长运动,使其始终沿焊缝方向向前运动,实现沿焊缝的自主跟踪。另外,应尽量控制焊缝的特征点处在结构光纹正中,因为这时在跟踪中产生的误差最小。......
2023-06-26
遥控焊接是指人在离开现场的安全环境中对焊接设备和焊接过程进行远程监视和控制,进而完成全部焊接工作。在核电站设备维修、海洋工程建设以及未来的空间站建设中都要用到焊接。这些环境中的焊接工作不适合人类亲临现场,而目前技术水平还不可能实现完全的自主焊接,因此需要采用遥控焊接技术。遥控焊接可以发挥和利用人的高智能与机器人高超的执行能力,灵活性强。
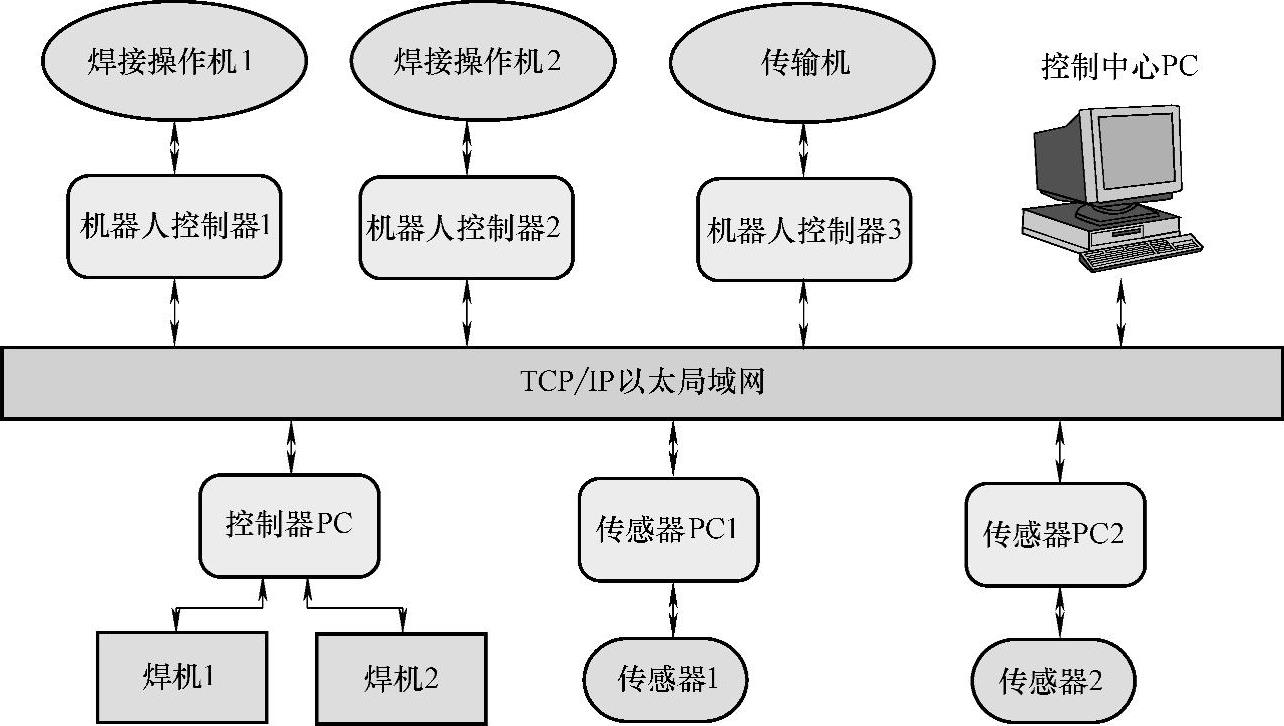
图5-5-26 多机器人系统的硬件网络结构
遥控焊接提出有30余年的历史,目前美国、欧洲、日本等国对遥控焊接进行了深入的研究,图5-5-27是英国通用机器人公司1999年研制成功的ARM水下机器人系统,用于清理和监视水下复杂结构焊缝,进行焊接修复操作。该遥控机器人具有6自由度的机械臂与可调姿态和焦距的摄像机装在远程操作载体上,其焊接系统设计了直接手动控制、增强手动控制、半自主控制及全自主控制4种工作模式,成功地进行了水下焊缝检测、焊接及打磨工作。
遥控焊接存在以下难点:
1)控制参数多,有跟踪位置、弧长、速度、姿态等。
2)参数的控制精度要求高,对焊枪位置和速度的控制尤其重要。
3)控制的实时性要求高。
4)焊枪和工件表面没有接触,焊接过程不能采用力觉传感。
5)信息反馈依赖视觉,而弧光影响视觉反馈效果。
6)需要适合焊接特点的操作器控制方法。
遥控焊接涉及的关键技术如图5-5-28所示。
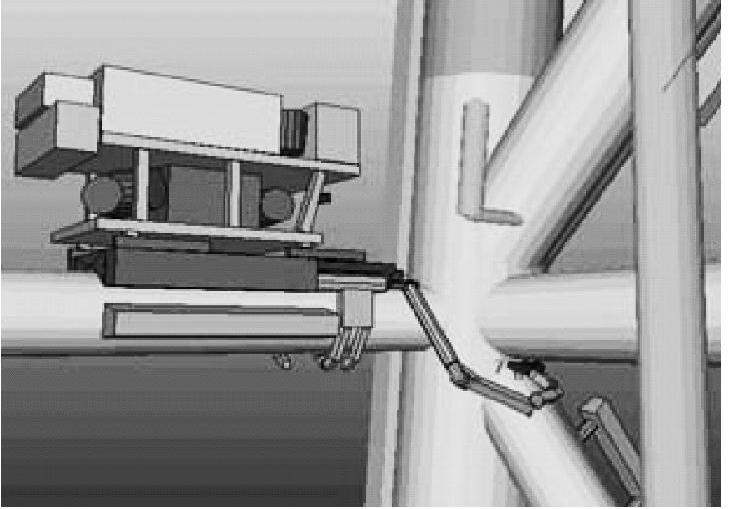
图5-5-27 遥控焊接水下机器人系统
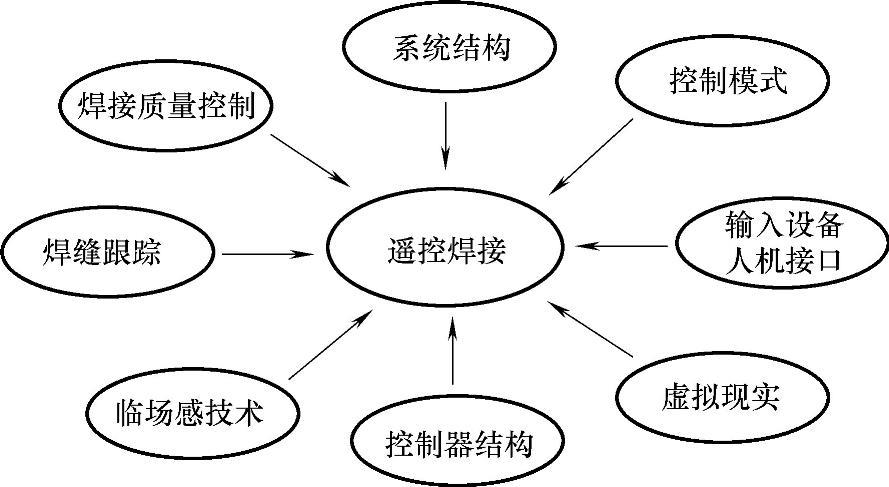
图5-5-28 遥控焊接涉及的关键技术
遥控焊接的运动控制模式的发展集中在自主系统、操作者和机器人之间合理分配机器人的控制权上。遥控焊接中人的智能参与程度与机器人自主级别之间的关系如图5-5-29所示,随着操作者智能参与的增加,系统自主级别降低。根据操作者在系统中的作用将遥控焊接机器人的运动控制模式分为直接控制、监督控制、共享控制、合作控制、自主控制。
在遥控焊接任务执行过程中,在不同的阶段需要在操作者和智能系统之间采用不同的智能控制方式。在任务下达、任务分解、任务规划过程中以操作者为主,通过操作者与人机接口的交互完成。任务执行过程中,以机器人和传感子系统为主,通过自动控制、自主控制和共享控制完成,操作者进行宏观监控。整个任务的完成过程中,操作者手动控制命令始终保持在系统中,随时调整焊接参数和焊枪位置、姿态,对意外事件的处理和系统恢复由机器人和操作者之间协作完成。
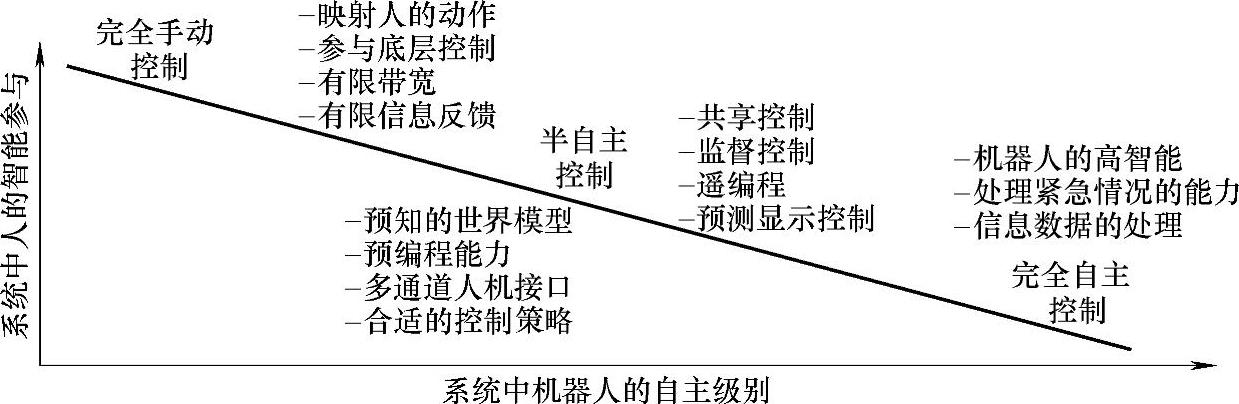
图5-5-29 人的智能参与和机器人的自主级别之间的关系
图5-5-30是哈尔滨工业大学开发的多控制模式遥控焊接机器人系统。操作者和6自由度弧焊机器人位于遥操作系统两端,系统包括遥操作子系统、激光视觉传感系统、虚拟环境规划与控制系统、视觉临场感系统、弧焊机器人子系统、网络通信子系统和焊接附属设备。各个模块相互独立,能够完成一部分子任务,通过相互组合协作,完成整个遥控焊接过程。该机器人具有5种作业模式:直接控制、遥控示教、共享控制、基于虚拟环境的监督控制和自主控制。
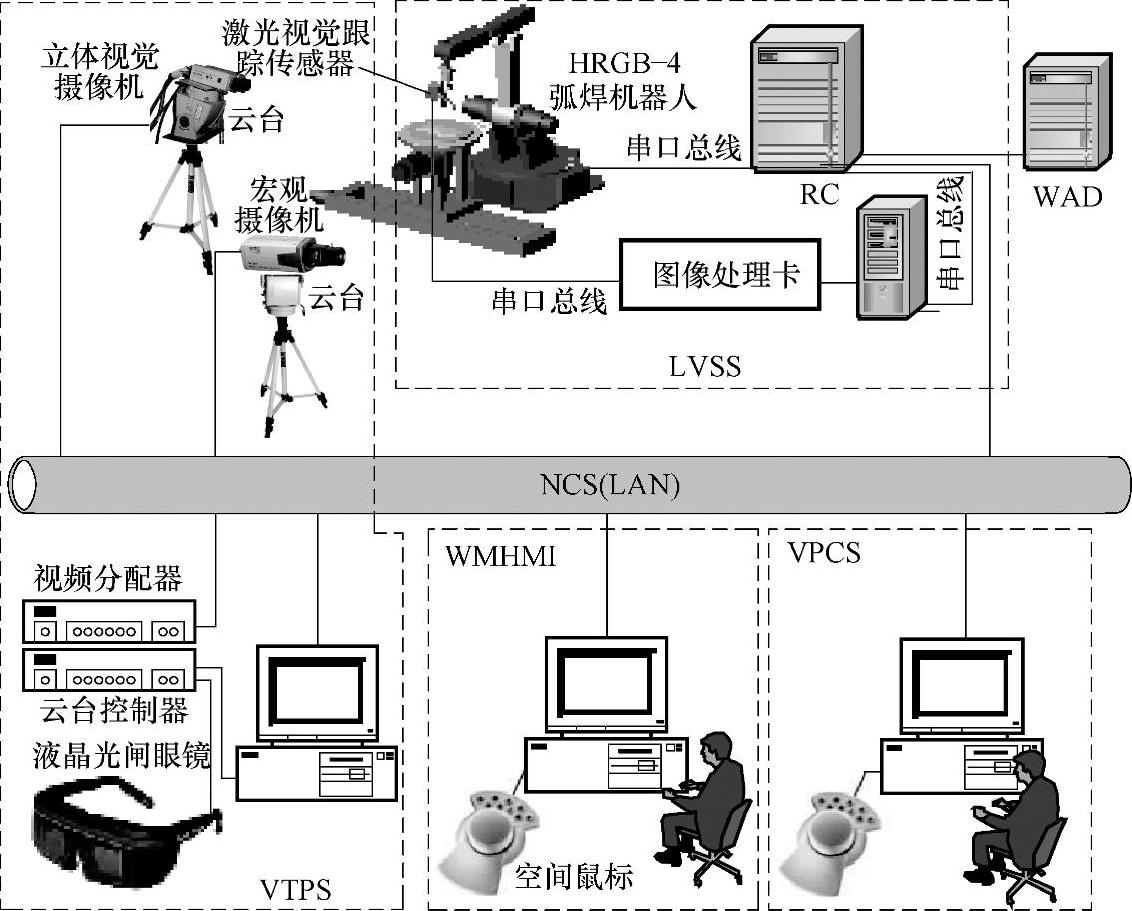
图5-5-30 多控制模式的遥控焊接机器人系统
研究人员提出“宏观遥控,局部自主”的控制思想来实现遥控焊接。将远端焊接机器人与焊枪/焊炬的运动空间划分为3个区域:自由运动区、受限运动区、焊接区,如图5-5-31所示,在自由运动区时,焊接机器人由操纵杆或者空间鼠标引导,向焊接目标作高速运动,此时通过视觉信息反馈进行避障,焊枪姿态变化小,系统平稳;当到达受限运动区时,由于焊缝周围的障碍物存在,需要减慢机器人的运动速度,向焊缝空间上方移动,此时通过视觉反馈信息寻找焊缝的起始点,判断障碍物类型和焊缝类型;当到达焊接区时,即焊缝起始点正上方的50mm左右处,以较小的运动速度平稳进入焊接区。即在自由运动区采用高速宏观导引,受限运动区采用低速导引定位,焊接区采用自主跟踪控制、自动控制或者共享控制等控制模式控制机器人及焊枪的运动。
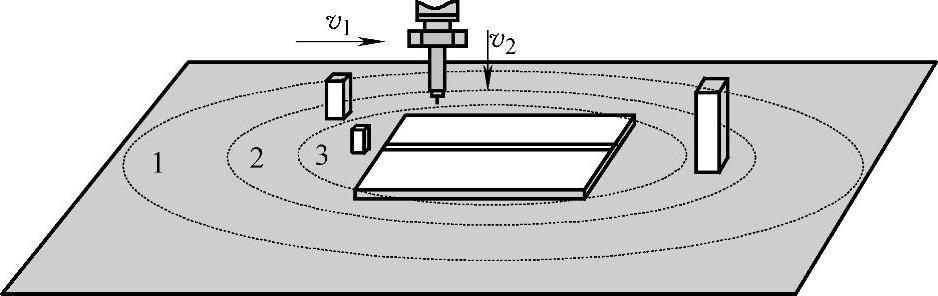
图5-5-31 远端焊枪的运动空间划分
1—自由运动区 2—受限运动区 3—焊接区
有关焊接方法与过程控制基础的文章

当采用传感器引导机器人运动的方式时,因为传感器投射的结构光纹在焊枪之前有一定距离,所以提取的特征点信息在跟踪过程中不是立刻被使用的,而要等到焊枪到达该点附近时才能用到。机器人的驱动向量使焊枪向焊缝的中心点方向调整,并按照给定的步长运动,使其始终沿焊缝方向向前运动,实现沿焊缝的自主跟踪。另外,应尽量控制焊缝的特征点处在结构光纹正中,因为这时在跟踪中产生的误差最小。......
2023-06-26

因此,进行水下焊接与切割作业时,必须切实遵守水下焊接和切割的安全规定,确保施工安全。水下焊接与切割时,要注意保护作业人员的眼睛。水下焊接舱内不能放置涂料、熔剂等可能放出有毒或刺激性气体的物质。局部干法水下焊接的安全防护要求与湿法水下焊接的要求相同。......
2023-06-26

内罐由X7Ni9钢焊制。单台罐内罐纵焊缝长度801m,环焊缝长度约2600m。为此,采取以下技术措施,以保证内罐的焊接质量。3)根据公司LNG储罐施工经验,严格控制焊接顺序,特别是SAW可以最大限度地减少焊接裂纹。表16-15 PQR试验记录表16-16 项目WPS数据统计7.焊工资格控制按照EN287-1焊接资格考试、EN1418自动焊工焊接资格考试的要求,对所有进入项目的焊工进行现场考试,合格后方能上岗工作,以确保内罐的焊接质量。......
2023-07-02
协调运动时,变位机的轴已成为机器人的组成部分,这种焊接机器人系统可以多达7~20个轴,或更多。焊接机器人与变位机协调运动焊接系统如图5-5-14所示。焊接柔性生产线一般有一个轨道子母车,子母车可以自动将定位焊后的工件从存放工位取出,送到有空位的焊接机器人工作站的变位机上。......
2023-06-26

目前,高压干法焊接技术是国内外海洋工程主要结构和管道修复中使用最广泛的技术,本节主要介绍高压干法水下焊接。恒压焊接电源不适合实心或药芯焊丝高压干法焊接。......
2023-06-26

图1-8-2 水下湿法焊接示意图1—焊件 2—电弧气泡 3—上浮气泡 4—焊条 5—水下焊钳2.电弧特性电弧气泡是湿法水下焊接区别于空气中焊接的特殊现象之一。湿法水下焊接电弧发生的物理过程与空气中焊接电弧本质上是相似的,均属气体放电。将药皮中碳酸钙的质量分数由9%增加至12.5%,10m水深湿法焊接焊缝气孔率相应地由2.2%降低到1.0%。......
2023-06-26

渗碳焊接齿轮在加热或淬火冷却时开裂倾向很大,因此应尽可能将内外圈和辐板处焊缝的拉应力减小到最低限度。实例1 大型焊接齿轮,齿圈选用低碳优质合金钢20CrNi2MoA;轮辐和筋板采用Q235AF钢;轮毂采用ZG35铸钢。齿轮渗碳淬火畸变情况检验见表5-66。齿轮渗碳淬火后略呈椭圆和喇叭状,其圆度为1.51mm,锥度平均为1.8mm。图5-9 大型焊接齿轮渗碳工艺曲线图5-10 大型焊接齿轮高温回火工艺曲线图5-11 大型焊接齿轮淬火工艺曲线图5-12 随炉试样有效硬化层硬度梯度曲线......
2023-06-29

相关推荐