可见,电流负反馈使电源的外特性为下降特性。下降特性曲线段为弧焊电源正常工作区域,也就是正常焊接的区域。在如图4-17所示电路中,比例放大器N2的输出是弧焊电源的控制电压信号Uk。......
2023-06-30
一个基本的弧焊机器人系统组成如图5-5-11所示,包括机器人部分(机器人本体、控制柜、示教盒)、弧焊系统(弧焊电源、焊炬、送丝机、气瓶、冷却系统等)、工装卡具、辅助设备(清枪器、自动剪丝机等)、主控制柜。
(1)用于弧焊的机器人的基本要求和特点 主要有如下方面:
1)弧焊机器人的运动轨迹、焊枪/焊炬姿态、运动速度和稳定性都要求精确控制。
2)一般情况下,焊接速度为1~50mm/s,轨迹精度为±(0.2~0.5)mm,空闲时移动速度为1~3m/s,以提高焊接效率。
3)负重较低,一般为6~16kg,主要承受焊枪及其附属装置如传感器、送丝管等的重量。
4)要求具有与弧焊系统的通信功能,以实现焊接参数和焊接时序的控制。
5)有一定的运动空间要求,根据焊缝的位置、分布和长度确定机器人的运动空间。
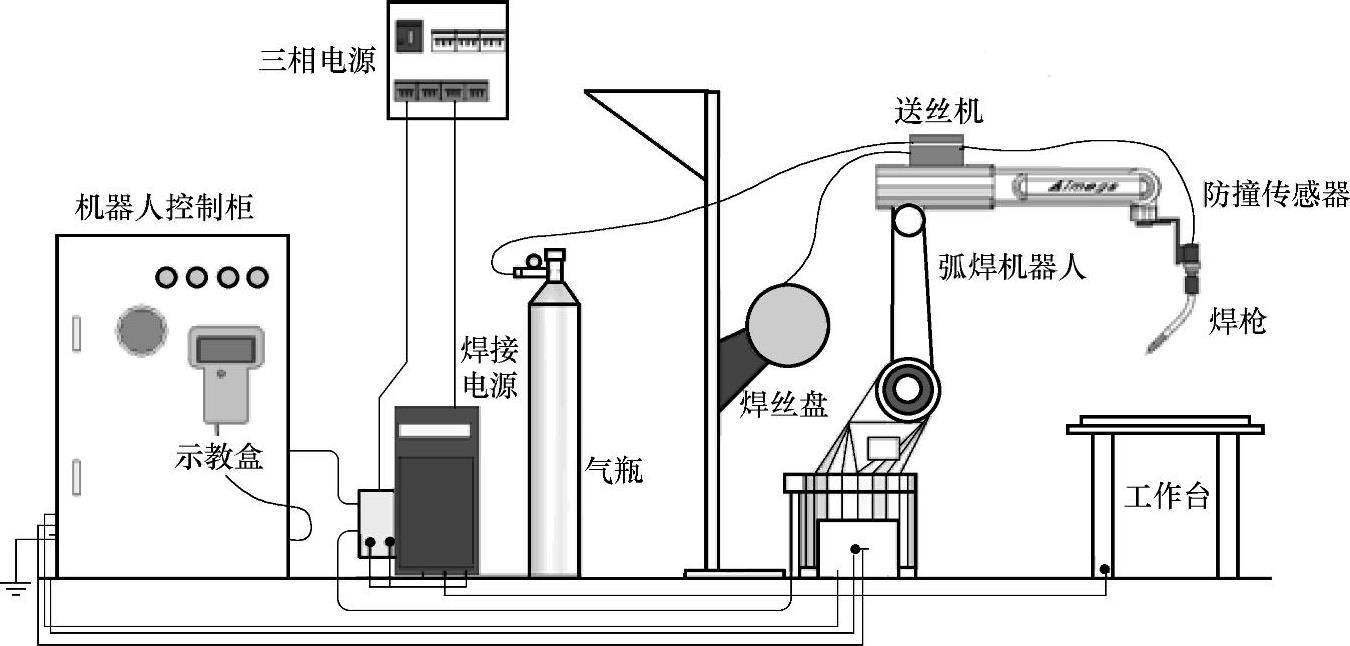
图5-5-11 基本的弧焊机器人系统组成
7)根据弧焊的工艺要求,需要具有摆动、断弧检测、接触寻位、焊缝跟踪、多层多道路径规划等功能。
8)控制系统要具有可扩充性,以控制周边设备。
9)具有多种安装方式,如直立式、侧置式、倒装式等。
(2)对弧焊系统的要求 主要要求如下:
1)弧焊电源要有外控接口,能与机器人控制柜相连。
2)一般要求焊接电源有100%的负载持续率,长时间使用性能稳定可靠。
3)尽量采用一体式送丝方式,将送丝机安装在机器人上臂的后部上面,送丝机到焊枪的距离短,送丝阻力小。
有关焊接方法与过程控制基础的文章

可见,电流负反馈使电源的外特性为下降特性。下降特性曲线段为弧焊电源正常工作区域,也就是正常焊接的区域。在如图4-17所示电路中,比例放大器N2的输出是弧焊电源的控制电压信号Uk。......
2023-06-30

弧焊电源的DSP控制,借助DSP实现控制算法和PWM信号发生电路的全数字化,完成电压和电流信号的反馈运算、PWM波形的输出、系统实时监控及保护、系统通信等功能,其控制原理框图如图1-2-45所示。基于上述思想,Fronius公司推出了全数字化弧焊电源,随后Panosonic等公司也推出了各自的全数字化弧焊电源产品,并相继进入中国市场。图1-2-45 弧焊电源的DSP控制原理框图就控制系统结构而言,全数字化控制由单片机和DSP共同构成。......
2023-06-25

弧焊电源中的变压器有两种基本形式——工频变压器和中频变压器。在工频变压器中,独立作为交流弧焊电源使用的多数采用单相变压器;在整流式弧焊电源中,有单相变压器和三相变压器。由于中频变压器的工作频率较高,其体积、重量大大减少,同等功率弧焊电源中的20kHz中频变压器的体积和重量仅为工频变压器的十几分之一。在实际焊接工程中,根据需要可以采用直流或交流电弧进行焊接,其弧焊电源也相应地分为直流或交流弧焊电源。......
2023-06-30
等离子弧焊通常采用高频引弧方式。一般情况下,等离子弧焊接只用转移型弧作为焊接热源。30A以下的小电流微束等离子弧焊接采用混合型弧,用高频或接触短路回抽引弧。目前IGBT式弧焊变压器成为等离子弧焊电源的主流发展方向。自动化的等离子弧焊机控制系统通常由小车行走、填充焊丝送进驱动电路及程序控制电路组成。......
2023-06-26

为保证一定的Uf,要求Uf随If增大而增大。根据生产经验规定Uf与If的关系为一缓升直线,把它作为规定负载特性,以便确定弧焊电源的If或Uf调节范围。1)焊条电弧焊和埋弧焊的负载特性。2)TIG焊和等离子弧焊的负载特性。通常要求如下:Ifmax/Ie≥1.0,Ifmin/Ie≤0.20。其中,Ie为额定焊接电流。在等速送丝MIG/MAG/CO2焊时,If主要由送丝速度决定,与电压无关。......
2023-06-25
若是MAG/MIG焊,单片机控制系统通过对电弧电压、焊接电流信号的采集比较,使焊丝速度和电弧电压调节到预定焊接参数。如需预热,待工件预热到一定时间后,单片机发出起动行走指令,并输出一定数值的焊接速度信号,开始正常焊接,单片机实时数字显示焊接电流及电弧电压,自动进行焊接过程的参数变换。收弧完毕,单片机进入焊接结束状态,并关闭所有通道。......
2023-06-25
最常用的弧焊电源有机械式控制和电子式控制弧焊电源。机械式控制的基本原理如图1-1-15a和式所示,不再重复。它的质量是弧焊电源可靠性和性能好坏的决定性因素之一。从基本原理上,可把它看成音响设备的末级功率放大器。图1-2-1 电子控制式弧焊电源基本原理框图电子控制系统的任务是与电子功率系统配合,控制调节静、动特性以及焊接参数、波形和时序。......
2023-06-25

相关推荐