近年来激光深熔焊技术在汽车、航空航天、造船、新能源等领域得到越来越广泛的应用。上海交通大学对此部件两侧法兰盘与管子的端环缝采用高功率激光深熔焊技术进行了连接,如图4-1-27所示。图4-1-27中上端为CO2激光焊接头,工件固定在旋转台上,采用定位棒对上下两个法兰盘进行精确定位,以防止彼此偏转。图4-1-27 法兰盘一管子部件激光深熔焊......
2023-06-26
筒体(管子)环缝焊接专机分为两大类。第一类是焊枪不动、筒体(管子)旋转;第二类是被焊筒体(管子)固定不动,焊枪绕工件做圆周运动,进行全位置焊接。
1.工件运动的环缝焊接专机
几种典型的焊枪不动、工件旋转的环缝焊接专机如图5-4-37所示。图5-4-37a、b的专机由焊接操作机、旋转/倾斜变位机、焊接系统、控制系统等组成。工件安装在变位机上做旋转运动。图5-4-37c上的工件安装在头尾架焊接翻转机上。对于较大、较重的筒体环缝焊接一般采用操作机加滚轮架的通用模式,如图5-4-37d所示。

图5-4-37 工件运动的环缝焊接专机
a)、b)小型环缝焊接专机 c)头尾架焊接翻转机 d)筒体环缝焊接操作机加滚轮架的通用模式
2.全位置自动管-管焊接专机
当被焊管件不能旋转或不方便旋转时,需要采用全位置自动焊管专机。焊接时,焊接机头绕工件做圆周运动,这类焊管机称为轨道式旋转自动焊管机。
根据焊管专机的结构和所焊管子的直径不同,分为封闭式全位置管-管焊接专机、开放式全位置管-管焊接专机、爬行小车轨道式全位置管-管焊接专机三种。
(1)封闭式全位置管-管焊接专机 封闭式全位置管-管焊接机头如图5-4-38所示。焊接过程在封闭的环形空腔内完成,焊接熔池保护良好,焊缝质量优异。这种机头可焊的管径范围为ϕ1.6~ϕ170mm,最大可焊管壁厚度为3.0mm。其特点是结构紧凑,装夹操作方便。缺点是只能进行不添丝的TIG单道焊。

图5-4-38 封闭式全位置管-管焊接机头
(2)开放式全位置管-管焊接专机 典型的开放式全位置管-管焊接机头如图5-4-39所示,由夹紧机构、焊枪旋转运动机构、焊枪位置微调机构、气水电接口等组成。工作时,通过夹紧机构直接固定在被焊管件上,焊枪的旋转中心始终与管子保持同心。焊接方法一般为TIG焊,分填丝和不填丝两种。可以焊接的管径范围为ϕ20~ϕ275mm,最大可焊管壁厚度为13mm。弧长控制器是可选项。
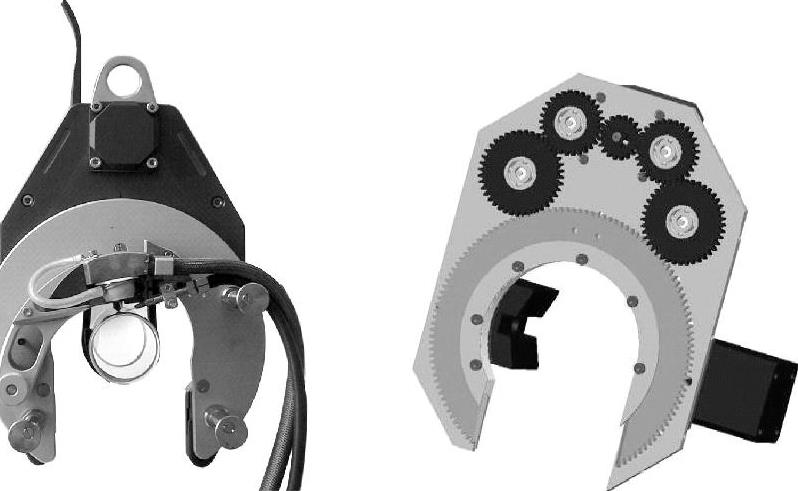
图5-4-39 开放式全位置管-管焊接机头
(3)爬行小车轨道式全位置管-管焊接专机 典型的爬行小车轨道式全位置管-管焊接专机如图5-4-40所示,由爬行小车、刚性环形导轨、焊枪微调机构、送丝机、焊枪摆动机构、弧长控制器等组成,主要用于大直径厚壁管的焊接。焊接方法可以是TIG填丝多层焊、单丝或多丝GTAW焊、窄间隙焊等,也可以是多焊枪一起工作,如图5-4-41所示。
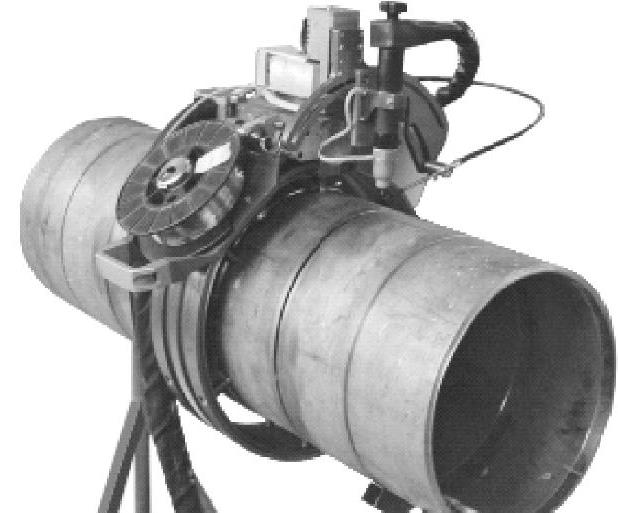
图5-4-40全 位置管-管焊接专机

图5-4-41 多工位(四焊机头)全位置焊管机
操作要点如下:
1)环形导轨安装时应保证与管子同心,导轨边缘应与焊缝平行。
2)全位置焊接时,爬行小车的行走速度应保持均匀一致。
3)在平焊、仰焊、上坡焊、下坡焊等不同位置时,焊接参数需要进行相应调节。
4)弧长控制器是必要的。
有关焊接方法与过程控制基础的文章

近年来激光深熔焊技术在汽车、航空航天、造船、新能源等领域得到越来越广泛的应用。上海交通大学对此部件两侧法兰盘与管子的端环缝采用高功率激光深熔焊技术进行了连接,如图4-1-27所示。图4-1-27中上端为CO2激光焊接头,工件固定在旋转台上,采用定位棒对上下两个法兰盘进行精确定位,以防止彼此偏转。图4-1-27 法兰盘一管子部件激光深熔焊......
2023-06-26

根据操作者在系统中的作用将遥控焊接机器人的运动控制模式分为直接控制、监督控制、共享控制、合作控制、自主控制。图5-5-30 多控制模式的遥控焊接机器人系统研究人员提出“宏观遥控,局部自主”的控制思想来实现遥控焊接。......
2023-06-26

焊接机器人突破了焊接刚性自动化的传统生产方式,开拓了一种柔性自动化生产方式,使小批量产品自动化焊接生产成为可能。典型的焊接机器人组成如图8-9所示。为了使机械手充分发挥效能,焊接机器人系统通常采用两台变位机,当其中一台进行焊接作业时,另一台则完成工件的装卸,从而提高整个系统效率。控制器负责处理焊接机器人工作过程中的全部信息和控制其全部动作。此外,还有激光焊接机器人。......
2023-06-26
可看出一个焊接自动化专用设备由以下几部分组成。图5-4-3 典型环缝自动化焊接专机2.电气控制硬件部分电气控制硬件部分由主控计算机、伺服电动机、电动机驱动器、电气接口、人机操作界面等组成。电气控制部分的主要作用包括以下方面:1)伺服电动机的运动控制。2)自动焊接过程的完整时序控制。......
2023-06-26

协调运动时,变位机的轴已成为机器人的组成部分,这种焊接机器人系统可以多达7~20个轴,或更多。焊接机器人与变位机协调运动焊接系统如图5-5-14所示。焊接柔性生产线一般有一个轨道子母车,子母车可以自动将定位焊后的工件从存放工位取出,送到有空位的焊接机器人工作站的变位机上。......
2023-06-26

目前装备的坦克炮控系统速度环和位置环一般采用分段PID控制,由于PID控制器过分依赖控制对象的数学模型,导致参数鲁棒性差,抗负载扰动能力不强,因此,如何采用新的控制方法,是坦克炮控系统面临的重要问题。速度环采用模型自适应的PID控制器,克服参数不确定性的缺点,具有超调量小、响应时间快、抗干扰能力强的优点[98]。从仿真图可以看出,当不考虑扰动影响时,ADRC的控制效果和PID的控制效果很接近。......
2023-06-24
随着先进制造技术的发展,基于工业机器人技术的自动化、柔性化与智能化生产方式已成为制造现代化的主要标志。图12-21是根据焊接生产条件下对环境与过程信息获取、特征量提取、决策控制与优化以及质量检测等各环节的技术需求,提出的机器人智能化焊接系统应具备的基本功能。图12-21 机器人智能化焊接系统的基本功能......
2023-07-02
当采用传感器引导机器人运动的方式时,因为传感器投射的结构光纹在焊枪之前有一定距离,所以提取的特征点信息在跟踪过程中不是立刻被使用的,而要等到焊枪到达该点附近时才能用到。机器人的驱动向量使焊枪向焊缝的中心点方向调整,并按照给定的步长运动,使其始终沿焊缝方向向前运动,实现沿焊缝的自主跟踪。另外,应尽量控制焊缝的特征点处在结构光纹正中,因为这时在跟踪中产生的误差最小。......
2023-06-26
相关推荐