鼠标的分类方法有许多种,此处介绍几种常见的分类方法。双键鼠标的按键分为左键和右键。图4-6三类按键的鼠标2.按接口类型分类按鼠标的接口类型分类,可以把鼠标分为串行接口、PS/2 接口、USB 接口和无线鼠标等几种类型。PS/2接口的鼠标与PS/2 接口的键盘在主板上的接口相似,只是颜色不同。图4-7几款不同接口的鼠标3.按内部结构和工作原理分类按鼠标的内部结构和工作原理分类,可以把鼠标分为机械式鼠标、光机式鼠标和光电式鼠标三种。......
2023-11-18
主控计算机是焊接专机控制系统的核心,需要考虑所需计算能力、运行速度、内存大小、接口种类和数量、稳定性、抗干扰能力等多方面的因素。特别是焊接现场电磁环境很恶劣,强电、高频信号对计算机系统影响很大,在设计时要充分考虑到抗干扰措施的必要性。
目前,可选的控制计算机包括微机系统(PC)、工控机(IPC)、单片机(SCM)、数字信号处理器(DSP)、嵌入式计算机系统、多级控制计算机系统、可编程逻辑控制器(PLC)等。
常见的台式微机系统(PC)功能强大、外扩方便、开发容易、价格低廉。但是抗工业现场电磁干扰能力差,一般可作为上层管理用计算机,很少被选用为现场控制计算机。
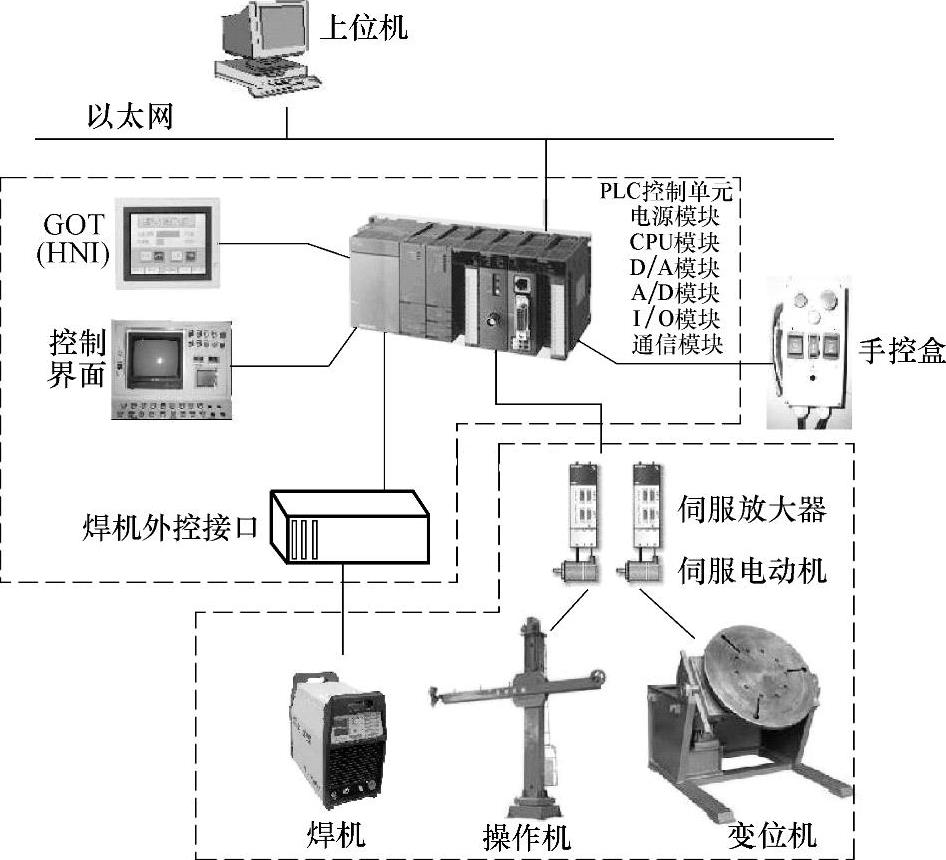
图5-4-21 焊接专机的典型控制系统组成

图5-4-22 环缝焊接专机的工作流程
单片机具有体积小、价格低、功能较强、有一定的抗干扰能力等优点,适合于对单个设备的控制,如弧焊电源、手控盒等。单片机一般不作为大系统的主控计算机。
数字信号处理器(DSP)与单片机相比,运算能力强、I/O等实时控制能力弱,它一般与单片机联合用于数字化弧焊电源的控制中。
嵌入式系统以应用为中心,软硬件可裁剪,适用于应用系统对功能、可靠性、成本、体积、功耗等综合性有严格要求的专用场合。在小型的焊接专机中,嵌入式系统有应用。
目前,焊接专机中常用的主控计算机为PLC和工控机。就发展来说,它们来自不同的途径,PLC来源于以继电器为特征的电气逻辑控制,工控机来源于计算机。总体来说,PLC还是适合于进行以顺序控制为主的自动化工程中。工控机作为控制设备,用于以过程控制为主的自动化工程。

图5-4-23 焊接专机上层管理软件功能组成
PLC和工控机的性能对比如下:
(1)可靠性方面 都是工业级产品。PLC的抗干扰能力更强。工控机的软件有时可能不稳定。
(2)可扩展性方面PLC增加一个功能只需增加相应的模块和修改对应的程序,比较方便。工控机具有很强的扩充能力,最多可扩展20多个板卡,但是板卡扩充时需要修改软件,较为复杂。
(3)故障诊断能力PLC本身具有很强的自诊断能力。而工控机很难诊断出故障元件及原因,使维修周期增加。
(4)编程方面PLC编程较为方便、简单,很多程序具有通用性。而工控机对于硬件的一些编程较为复杂。
(5)接线PLC接线简单、清晰。工控机接线涉及板卡,较为复杂,易出错。
(6)逻辑控制PLC的最大优点还是逻辑控制。工控机的逻辑控制稍差。
(7)体积价格PLC体积小、价格较为昂贵。工控机体积较大,价格便宜。
(8)控制对象的复杂性PLC只能控制较为简单的运动。工控机可以进行复杂的运动控制,如多轴插补运动。
(9)可控电动机数量及精度PLC只能带动少数几个电动机。工控机可以通过增加运动卡来增加控制电动机的数量。工控机能实现更精确的运动控制。
(10)控制实时性方面 工控机占优。
(11)二次开发PLC二次开发困难。工控机具有开放式结构、强大而丰富的软件功能,方便二次开发。
(12)适用范围PLC适用于比较简单的运动过程。工控机适用于复杂的运动场合,如机器人等。
有关焊接方法与过程控制基础的文章

鼠标的分类方法有许多种,此处介绍几种常见的分类方法。双键鼠标的按键分为左键和右键。图4-6三类按键的鼠标2.按接口类型分类按鼠标的接口类型分类,可以把鼠标分为串行接口、PS/2 接口、USB 接口和无线鼠标等几种类型。PS/2接口的鼠标与PS/2 接口的键盘在主板上的接口相似,只是颜色不同。图4-7几款不同接口的鼠标3.按内部结构和工作原理分类按鼠标的内部结构和工作原理分类,可以把鼠标分为机械式鼠标、光机式鼠标和光电式鼠标三种。......
2023-11-18
在广域网上一般连有数百、数千、数万台各种类型的计算机和网络,并提供广泛的网络服务。在计算机网络中,如图1.15所示,若每台计算机的地位相同,都可以平等地使用其他计算机内部的资源,对网络上的其他节点同时充当客户端与服务器,这种网络就称为对等网络,简称为P2P......
2023-11-29

前者是在电气设备正常运行时发生的电击;后者是在设备出现故障时发生的电击。是指人体两处同时触及两相带电体的触电事故,其危险性一般比较大。由此引起的触电事故叫跨步电压触电。在高压触电中,往往不是人体触及带电体,而是接近带电体至一定距离时,其间击穿放电造成的。静电事故 指在生产过程中产生的有害静电酿成的事故。如电线短路可能引起火灾或重大人身事故等。......
2023-06-28

变频器种类很多,其分类方式也是多种多样,可根据需求,按其用途、变换方式、电源性质、变频控制等多种方式进行分类。图11-2所示为几种常见专用变频器的实物外形。表11-1 电压型变频器与电流型变频器的对比图11-6 电流型变频器结构相关资料电压型变频器与电流型变频器不仅在电路结构上有所不同,其性能及使用范围也有所差别,表11-1所列为两种类型变频器的比较。......
2023-06-24
因为这两类铝合金所用中间合金的成分,作用和配制工艺基本相同,本书不再对其进行分类介绍。由于目前铝合金是全球应用范围最广、品种规格最丰富及用量均最多的非铁合金材料,因此,其在熔铸中所使用的铝基中间合金的品种、用量也最多。这种中间合金是以镁为基体,向其中加入合金化元素所配制而成的。......
2023-06-26

晶闸管的种类很多,主要有单结晶体管、单向晶闸管、双向晶闸管、可关断晶闸管、快速晶闸管等多种类型。图1-45 双向晶闸管的实物外形双向晶闸管第一电极T1与第二电极T2之间,无论所加电压极性是正向还是反向,只要控制极G和第一电极T1间加有正、负极性不同的触发电压,就可触发导通呈低阻状态。图1-47所示为快速晶闸管的实物外形。......
2023-06-26

相关推荐