可看出一个焊接自动化专用设备由以下几部分组成。图5-4-3 典型环缝自动化焊接专机2.电气控制硬件部分电气控制硬件部分由主控计算机、伺服电动机、电动机驱动器、电气接口、人机操作界面等组成。电气控制部分的主要作用包括以下方面:1)伺服电动机的运动控制。2)自动焊接过程的完整时序控制。......
2023-06-26
以图5-4-20所示的环缝焊接专机为例,介绍焊接自动化专用设备的电气控制部分。
需要控制的环节有以下方面:
1)运动控制,包括操作机移动臂的升降和平移、变位机的倾斜与旋转、焊接机头上的焊枪位置微调(高低和水平),共有6个交流伺服电动机需要驱动和速度控制。
2)焊接系统控制,包括焊接电源的外控(输出电流和电压设定与调节、起弧/熄弧等)、送丝控制、保护气和冷却水控制等。
3)焊接全过程的时序逻辑控制。
4)异常情况的处理。
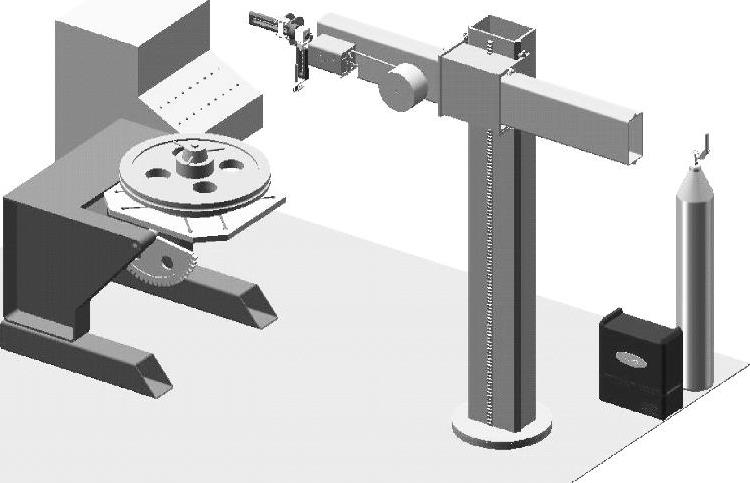
图5-4-20 环缝焊接专机
5)人机交互界面,包括操作面板与手控盒。完成焊接参数设定与显示、焊接控制命令的输入、工作时序与状态的显示、焊接过程中焊枪位置和焊接参数的微调等。
为实现上述控制,可设计专机控制系统,如图5-4-21所示。
从图5-4-21可见,焊接专机的控制系统硬件包括主控计算机(中央控制计算机)、扩展的I/O接口、模/数转换接口、网络通信接口、电动机伺服驱动模块、焊接电源外控接口、人机交互界面、手控盒、控制面板、控制柜等。
控制软件包括底层的设备控制和信息采集软件、高层的监控和管理平台。图5-4-22是环缝焊接专机的工作流程。焊接专机上层管理软件的功能组成如图5-4-23所示。
有关焊接方法与过程控制基础的文章

可看出一个焊接自动化专用设备由以下几部分组成。图5-4-3 典型环缝自动化焊接专机2.电气控制硬件部分电气控制硬件部分由主控计算机、伺服电动机、电动机驱动器、电气接口、人机操作界面等组成。电气控制部分的主要作用包括以下方面:1)伺服电动机的运动控制。2)自动焊接过程的完整时序控制。......
2023-06-26

从上述内容可见,焊接自动化专用设备是一个机械、电子、控制、焊接相结合的复杂系统。焊接自动化专用设备在设计上有特殊性,其设计流程如图5-4-29所示。焊接自动化专用设备的设计基本思路和原则如下:图5-4-29 焊接自动化专用设备的设计流程焊接工艺先行 首先要确定自动焊接工艺,包括工件结构、材料、板厚、接头形式、焊接方法、焊接参数等,这些是很重要的。下面以一个轨道式管道全位置焊接专机的设计为例来说明。......
2023-06-26
焊接机器人是提高焊接过程自动化、智能化,保证焊接质量稳定性,解决恶劣劳动条件下从事焊接施工的重要方向。从目前的实际应用情况来看,水下焊接主要是由潜水焊工来完成。为此,研究开发了水下机器人的焊接工作。4)水下机器人控制方式采用手动控制、预编程、局部自治等。首先,水流、水压及水的阻力会给水下机器人在水下定位和焊接等工作造成困难。焊缝空间位置的检测、跟踪,以及水下焊接质量的控制。......
2023-06-15
考点提示胎膜的构成;胎盘的功能。胎膜和胎盘对胚胎起保护、营养、呼吸、排泄等作用,不参与胚胎本体的形成。胎儿娩出后,胎膜、胎盘与子宫壁分离,并被排出体外。绒毛膜的主要功能是从母体子宫吸收氧气和营养物质供胎儿生长发育,丛密绒毛膜参与形成胎盘。绒毛间隙之间的基蜕膜称为胎盘隔。各种病毒、部分药物,均可通过胎盘影响胎儿。......
2023-11-02
由于焊接产品的多样性,焊接自动化专用设备也多种多样,大到船厂大型板材拼焊设备、大型容器环纵缝焊接操作机和滚轮架,小到细管的自动管焊机等。目前,焊接自动化专用设备还没有统一的分类标准,为了对焊接专机有个整体了解,这里列举出几种分类方法:按焊缝形状分 有板材拼焊专机、筒体环缝焊接专机、筒体纵缝焊接专机、管板焊接专机、马鞍形焊缝焊接专机等。......
2023-06-26

在自动化开坡口的厚板焊接中,目前多采用摆动跟踪技术来保证接缝位置的对中。在摆动跟踪焊接过程中,焊枪的摆动频率和幅度、焊接电参数以及接头形状尺寸等都对熔深有着很大的影响。如何在自动化焊接过程中检测出产生这两类缺陷的相应信息是一个重要的实际课题。图9-54给出了在不同摆动频率下电弧电压与焊接电流概率密度分布的一个例子,图9-55是数据处理示意图。......
2023-06-30

4)焊接变位机最高的重复精度为0.1mm,焊接操作机行走机构的定位精度为0.1mm,移动速度的控制程度为0.1%。组成结构上向标准化、模块化方向发展 为缩短专用焊接设备的设计周期和制造成本,专用设备制造厂商提供标准化、模块化的部件,用户根据自己的个性化需求,自行搭建专用焊接设备。自适应能力的加强有利于扩大自动焊接应用的范围。焊接装备数字化体现在个体设备的全数字化控制和整体系统的网络化连接和管理。......
2023-06-26

相关推荐