学工部只是一个办事机构,不是处理申诉并作出申诉复查决定的机构。至于申诉委员会成员到底应由哪些人员构成、人员构成的比例如何等则没有具体规定。将申诉委员会设置在纪委监察处或团委的高校,在组成申诉委员会时会排除学工部的负责人,因为学工部是给学生作出处分的主要部门,如青岛A、B两所高校;将申诉委员会设置在学工部的高校,委员会人员构成中都包括学工部负责人。......
2023-07-03
1.焊件变位机构
焊件变位机构包括焊接回转台、焊接滚轮架、焊接翻转机和焊接变位机等,如图5-4-15所示。
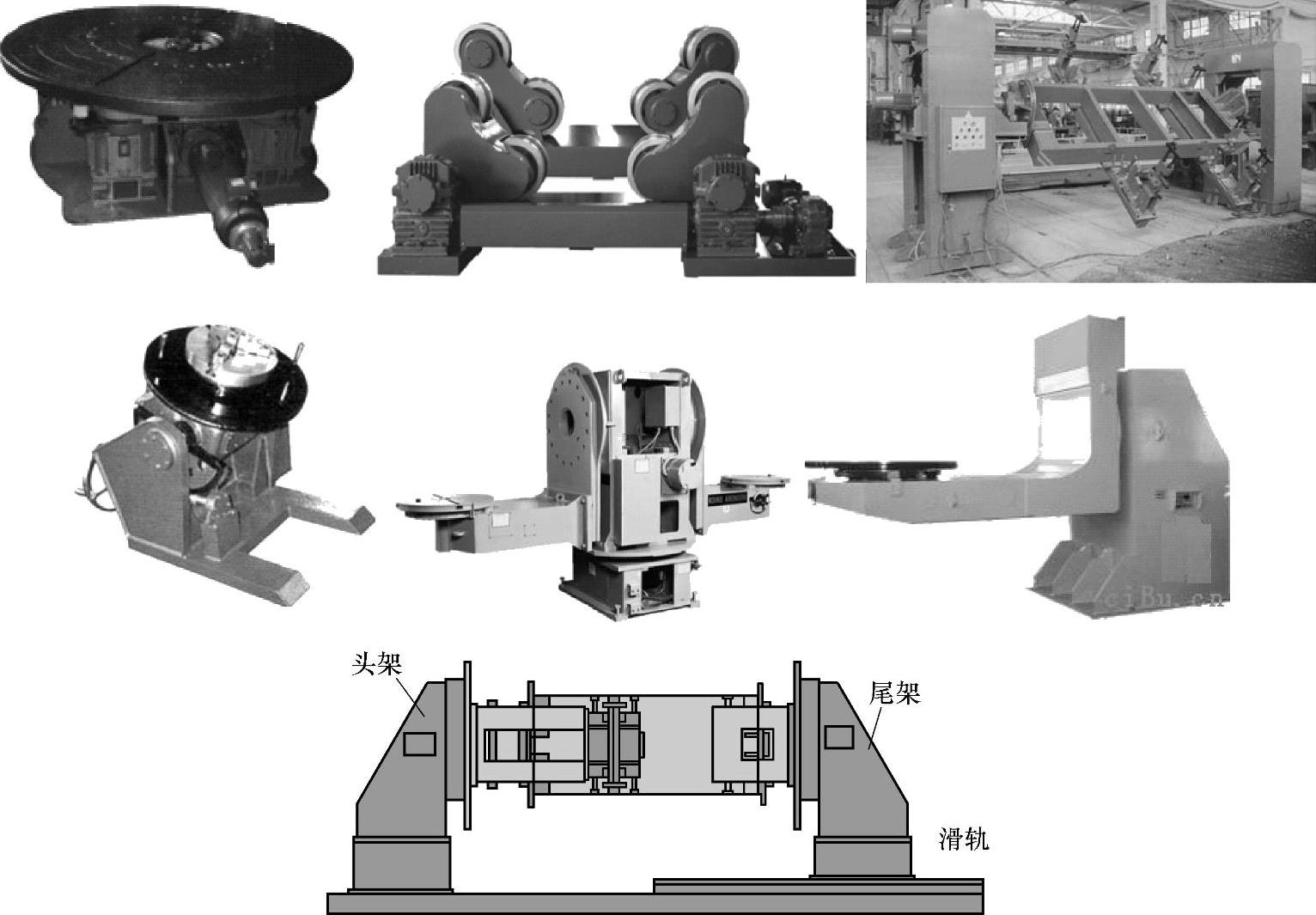
图5-4-15 常见的焊件变位机构
2.动力装置
动力装置分为电动、气动、液压驱动3种。在焊接专机中,电动机驱动用得最多。常用的伺服电动机有步进电动机、直流伺服电动机、交流伺服电动机等。
(1)步进电动机 步进电动机是一种将电脉冲信号转变为角位移的电气装置,如图5-4-16所示。每当电动机绕组接收一个脉冲时,转子就转过一个相应的角度。角位移量与输入的脉冲数严格成正比。只要控制输入脉冲的数量、频率和电动机绕组的相序,即可获得所需转角转速和转动方向。步进电动机起动频率高、响应快,但输出转矩小,只能带动较小负载。用于焊枪位置微调的十字滑块一般用步进电动机驱动。
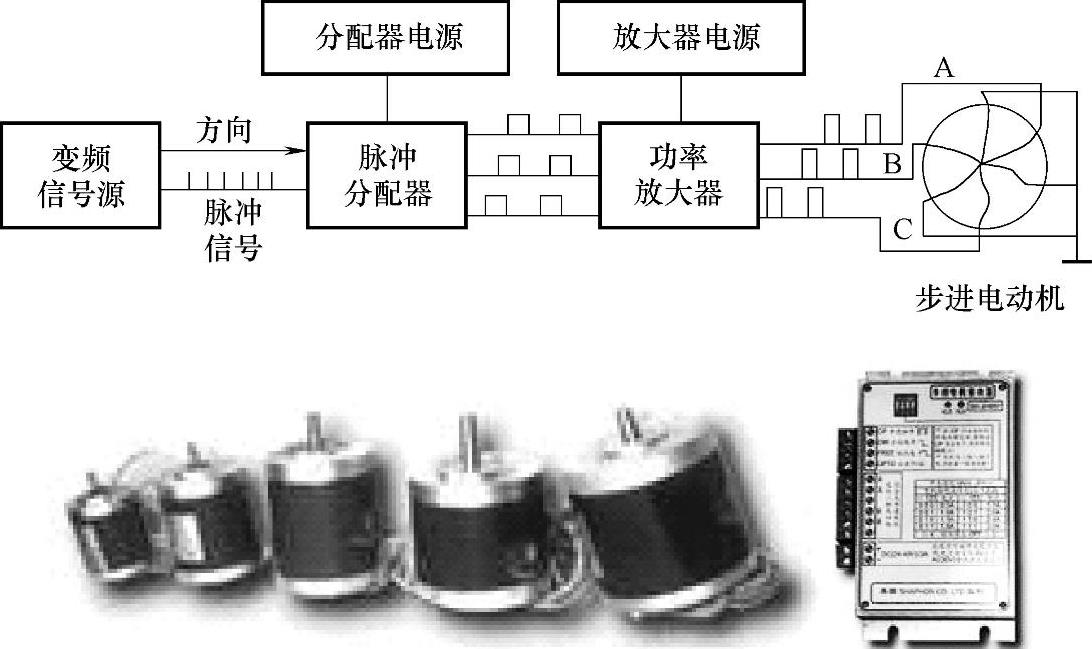
图5-4-16 步进电动机驱动
(2)直流伺服电动机 直流伺服电动机用直流供电,为调节电动机转速和方向,需要对电枢电压的大小和方向进行控制。目前常用晶闸管直流调速驱动和晶体管脉宽调速驱动两种方式。直流伺服电动机调速方便.具有较好的机械特性。但是,直流伺服电动机具有电刷和整流子,尺寸较大,且必须经常维修,特别是其容量较小,受换向器限制,电枢电压较低;特性参数随速度而变化,限制了直流伺服电动机向高转速、大容量发展。在焊接专机的驱动中,直流电动机的用量逐渐减少,有被步进电动机和交流伺服电动机取代的趋势。
(3)交流伺服电动机 交流伺服电动机分为永磁同步交流伺服电动机和感应异步交流伺服电动机,如图5-4-17所示。感应异步伺服电动机虽然制造简单、价格低廉,但是在特性上和效率上存在差距,只在大功率场合得到重视。
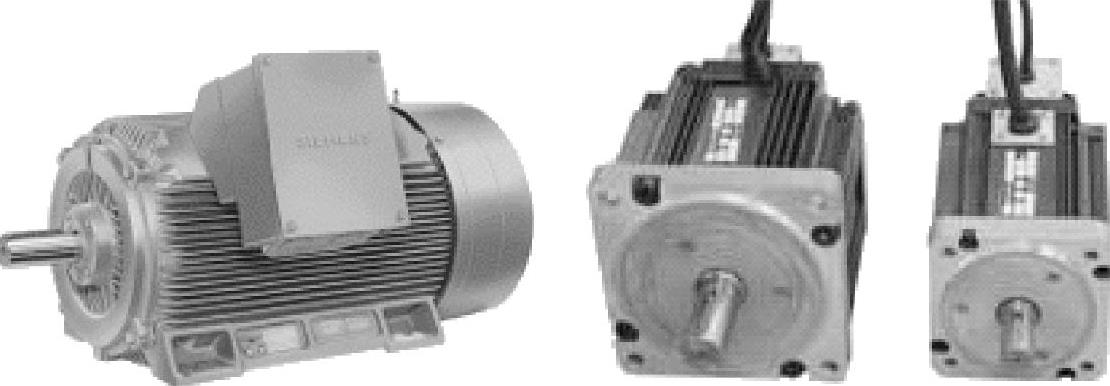
图5-4-17 交流伺服电动机
永磁同步电动机具备十分优良的低速性能、调速范围宽广、动态特性和效率都很高,已经成为伺服系统的主流之选。交流伺服电动机采用全封闭无刷构造,不需定期检查和维修。结构紧凑、外形小、重量轻。同轴安装有高精度的脉冲编码器作检测元件。
拖动系统的发展趋势是用交流伺服驱动取代传统的液压、直流和步进调速驱动,使系统性能达到一个全新的水平。
有关焊接方法与过程控制基础的文章

学工部只是一个办事机构,不是处理申诉并作出申诉复查决定的机构。至于申诉委员会成员到底应由哪些人员构成、人员构成的比例如何等则没有具体规定。将申诉委员会设置在纪委监察处或团委的高校,在组成申诉委员会时会排除学工部的负责人,因为学工部是给学生作出处分的主要部门,如青岛A、B两所高校;将申诉委员会设置在学工部的高校,委员会人员构成中都包括学工部负责人。......
2023-07-03
等离子弧焊通常采用高频引弧方式。一般情况下,等离子弧焊接只用转移型弧作为焊接热源。30A以下的小电流微束等离子弧焊接采用混合型弧,用高频或接触短路回抽引弧。目前IGBT式弧焊变压器成为等离子弧焊电源的主流发展方向。自动化的等离子弧焊机控制系统通常由小车行走、填充焊丝送进驱动电路及程序控制电路组成。......
2023-06-26

在确定了变位斜齿轮和变位蜗轮的参数之后,剩下的就是模具的设计。先进行变位斜齿圆柱齿轮和变位蜗轮几何参数的仿制计算,确定仿制计算之后的变位斜齿圆柱齿轮和变位蜗轮的几何参数与样件的几何参数完全一致时,才可以进行注塑模的设计和制造。斜齿圆柱齿轮或蜗杆或蜗轮的脱模,必须依靠螺旋的脱模运动。而小斜齿圆柱齿轮和蜗轮是一组合体,左、右小斜齿圆柱齿轮是在装有调心球轴承的定模部分。......
2023-06-30

与普通TIG焊相比,由于热丝TIG焊显著提高了热输入,适于焊接中等厚度的焊接结构,又保持了TIG焊具有高质量焊缝的特点。热丝TIG焊的熔敷速度可比普通TIG焊提高两倍,从而使焊接速度增加3~5倍,提高生产率。图7-50 钢的钨极氩弧焊熔敷速度比较3.TOPTIG焊TOPTIG焊原理 TOPTIG是TIG焊接工艺的一种。......
2023-07-02

图2-4-33为采用搅拌摩擦点焊方法获得的铝合金和高强钢的点焊样件。通过对2mm厚6061- T4铝合金薄板进行搅拌摩擦点焊研究发现,点焊接头的结合强度不仅与焊接参数有关,而且与搅拌头的形貌尺寸密切相关。与搅拌摩擦焊技术相比,用于表面改性的搅拌头只有轴肩而没有搅拌针。搅拌摩擦焊修复技术可消除机翼裂纹修理时的高应力集中,其蒙皮表面需要的首次安全检验时间推迟了3.5倍,同时也减少了随后的检验次数。......
2023-06-26
注塑件侧面的四个“型孔与型槽”,共采用了四处水平斜导柱滑块抽芯机构来进行成型与抽芯。倾斜角较大时则抽芯速度较快,但对滑块的压紧力小。采用图5-12b的B—B剖视图所示的变角外抽芯机构,是因为注塑件为斜向脱模,所以不可以在分型面Ⅱ—Ⅱ之间采取内抽芯机构的结构。因为采用了两个分型面,故应采用三模板结构的模架。......
2023-06-30
若是MAG/MIG焊,单片机控制系统通过对电弧电压、焊接电流信号的采集比较,使焊丝速度和电弧电压调节到预定焊接参数。如需预热,待工件预热到一定时间后,单片机发出起动行走指令,并输出一定数值的焊接速度信号,开始正常焊接,单片机实时数字显示焊接电流及电弧电压,自动进行焊接过程的参数变换。收弧完毕,单片机进入焊接结束状态,并关闭所有通道。......
2023-06-25
相关推荐