常用的偏心件是偏心轮或偏心轴,图5-31所示为偏心夹紧装置的应用实例。偏心轮的参数已经标准化,具体设计时,有关参数可查阅夹具设计手册。如图5-34所示的几种常见的快速螺旋夹紧装置可以克服这一缺点。在夹紧装置中,结构形式变化最多的是螺旋压板装置。......
2023-06-29
在自动焊中,工件定位夹紧是保证焊接质量和提高焊接效率的关键环节之一。定位是指装配时保证焊件和焊缝在指定位置的过程。正确运用定位原理和恰当选择工艺基准才能保证焊件准确快速定位。根据刚体六点定位原则,只需消除其在空间存在的六个自由度,就实现了焊件的定位。定位依靠胎夹具的定位基准和夹紧机构的作用力。定位器主要有挡块、支承钉、V形铁、定位销等,如图5-4-8所示。
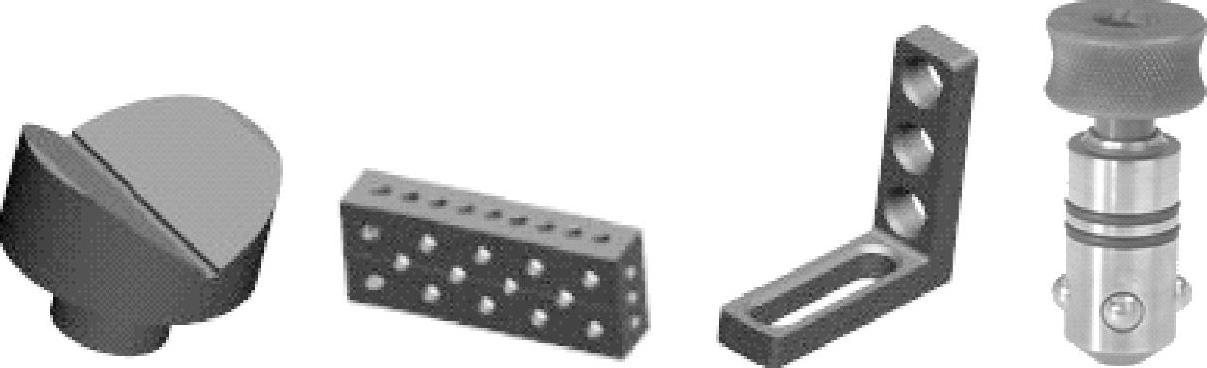
图5-4-8 常见的定位装置
夹紧和定位是相连的。夹紧一方面保证工件的定位基准与胎夹具的定位表面可靠接触,以实现正确的定位;另一方面,防止装焊过程中焊件发生移动和变形。一个典型的夹紧装置由力源、中间传力机构和压板3部分组成。琴键式压板是经常使用的夹紧装置之一,如图5-4-9所示。夹紧装置根据力源不同可分为机动夹紧及手动夹紧两大类。机动夹紧分为气压传动、液压传动、电动机传动、电磁夹紧及真空夹紧等。图5-4-10所示是常见的夹紧装置。
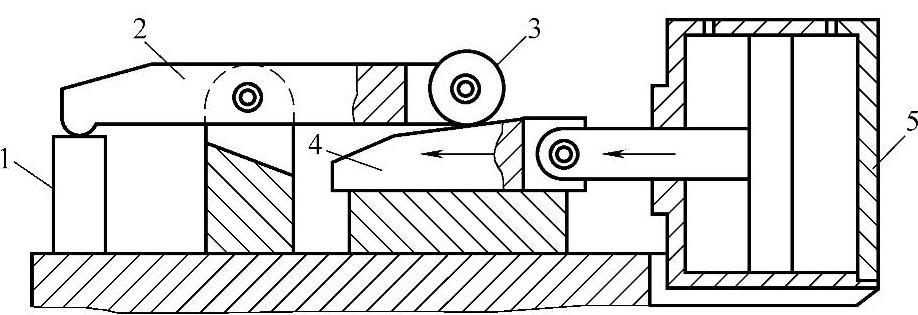
图5-4-9 琴键式压板
1—零件 2—压板 3—辊子 4—斜楔 5—气缸
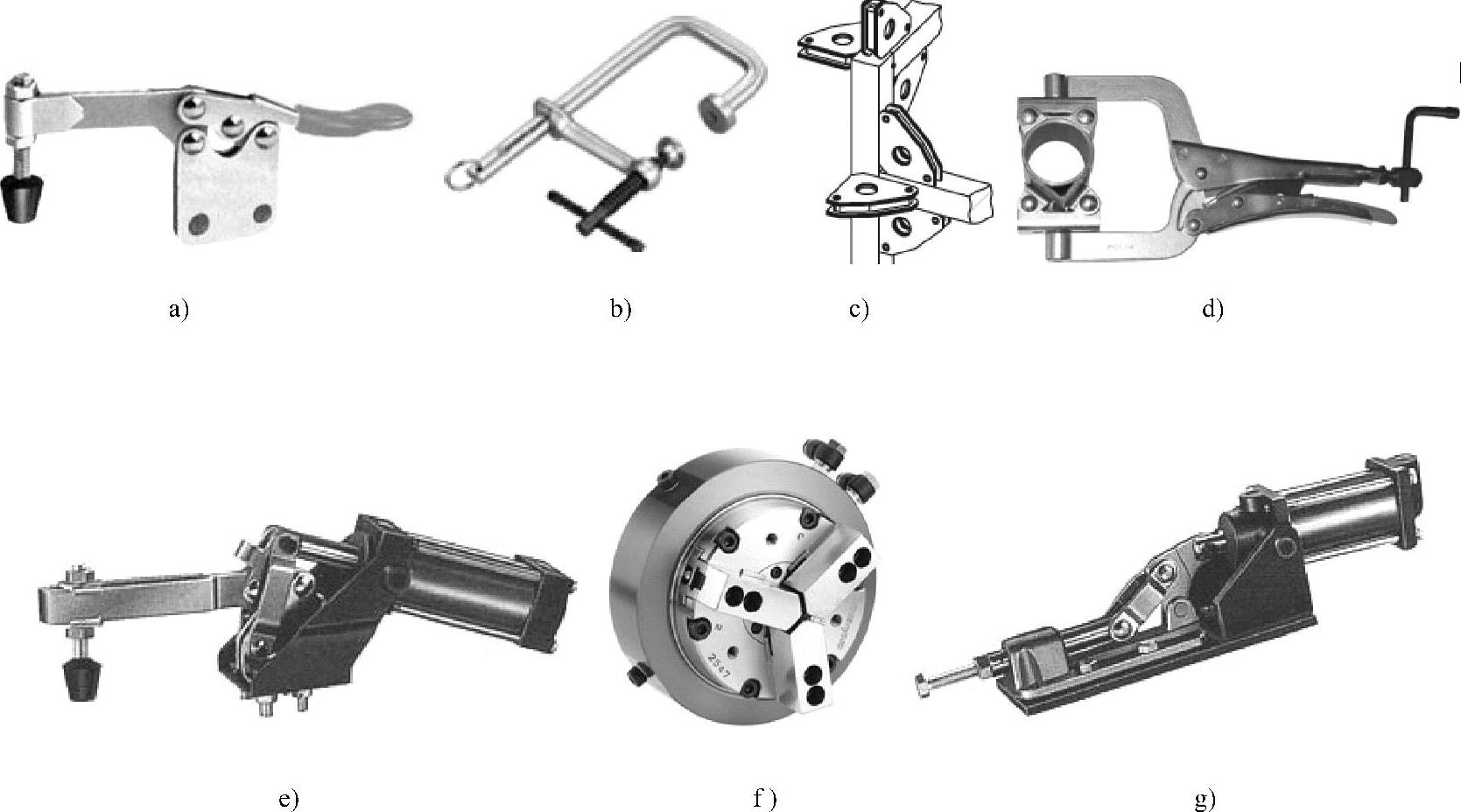
图5-4-10 常见的夹紧装置
图5-4-11是一个筒体内撑夹紧装置,四边的直线段焊缝采用一个大气缸撑起,气缸安装在内撑式夹具的轴心,轴心上按90°分配安装4个楔块,分别带动4个直线段焊缝的撑块,当气缸动作时,与楔块连接的4个方向的撑块会被顶升,这样可以保证与工件内表面挤紧贴合。传力机构设计四边撑块必须保证同步接触工件,以保证作用力的均匀分布。每个撑块上装有两个弹簧,用于快速复位。工件的四个圆弧角则分别安装独立的4个顶升气缸,气缸动作时,顶升4个圆弧状撑块与4个圆弧角紧密贴合。

图5-4-11 筒体内撑夹紧装置
近年来,出现了柔性、组合焊接夹具,如图5-4-12所示。可在三维空间像搭积木方式任意装配,可以缩短设计、制造时间,并且可以反复使用,节约研制成本。在批量小、客户要求不同的情况下使用柔性化工装制造,是非常实用和经济的方法。
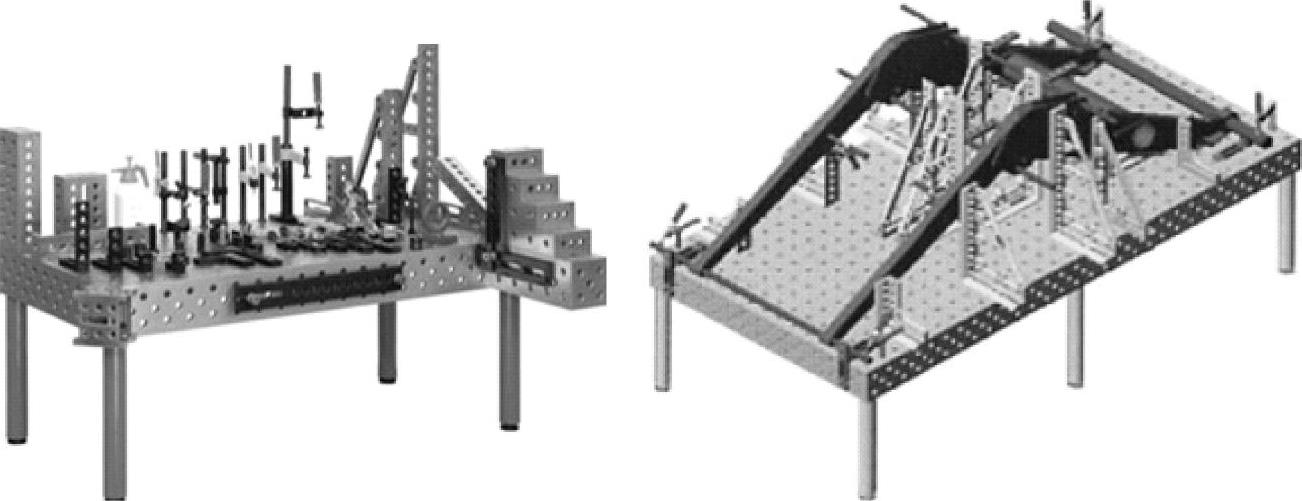
图5-4-12 组合夹具
有关焊接方法与过程控制基础的文章

常用的偏心件是偏心轮或偏心轴,图5-31所示为偏心夹紧装置的应用实例。偏心轮的参数已经标准化,具体设计时,有关参数可查阅夹具设计手册。如图5-34所示的几种常见的快速螺旋夹紧装置可以克服这一缺点。在夹紧装置中,结构形式变化最多的是螺旋压板装置。......
2023-06-29
根据加工的具体情况不同,工件在机床上装夹一般有三种方式:直接找正装夹、划线找正装夹和用夹具装夹。图2-5所示的钻模是专用夹具的一个例子,从图中可以看出,工件以其内孔套在夹具定位销上,用螺母和压板夹紧工件,钻头通过钻套引导,在工件上钻出孔来。图2-5 用夹具装夹工件1—夹具体 2—定位销 3—钻套 4—工件......
2023-06-26

图5-70钢套的定位、导向、夹紧方案4.夹具体的设计夹具的定位、导向、夹紧装置装在夹具体上,使其成为一体,并能正确地安装在机床上。......
2023-06-29

夹紧力朝向主要定位基准面A,这样做有利于保证孔与左端面的垂直度要求。如果夹紧力改为朝向B 面,则由于工件左端面与底面的夹角误差,夹紧时将破坏工件的定位,影响孔与左端面的垂直度要求。对刚性较差的工件,夹紧力作用点应增多,力求避免单点集中夹紧,以减小工件的夹紧变形。因此,夹紧力的大小必须适当。......
2023-06-29

六点定则是工件定位的基本法则。图2-7 长方体工件定位支承点分布及定位元件2.对工件定位的错误理解我们在研究工件在夹具中的定位时,容易产生两种错误的理解。工件被限制的自由度少于六个,但能保证加工要求的定位称为不完全定位。图2-9 工件的不完全定位a)加工内孔 b)加工顶平面欠定位和过定位根据工件加工的要求,应该限制的自由度而没有被限制的定位状态称为欠定位。......
2023-06-26
通常是指产生夹紧作用力的装置,常用的力源装置有气动、液动、电磁、电动和真空装置等。如果用人力对工件进行夹紧,则称为手动夹紧,其没有专门的力源装置。因此,在设计夹紧装置时应满足下列基本要求:夹紧过程可靠。......
2023-06-29

扶手带入口保护装置是自动扶梯必须安装的安全保护装置。保护装置由入口套、微动开关、托架等组成。入口套是一个有一定硬度的弹性体(如橡胶),与扶手带保持有很小的间隙,作封闭保护,在橡胶块后面装有一个微动开关。图7-3-4是一种雷达感应式扶手带入口保护装置,通过雷达波的检测,任何物体接近扶手带出入口的危险区域,都会通知安全回路停梯。......
2023-06-15

非操纵逆转保护装置是防止自动扶梯和倾斜式自动人行道在向上运行时,非人为操纵而改变其运行方向时,起到防止反向运行的安全装置。将自动扶梯或自动人行道钥匙开关转到上行方向,此时抱闸已打开,人为盘动自动扶梯或倾斜式自动人行道的盘车手轮,向下行方向盘动,则非操纵逆转保护装置应该动作。......
2023-06-15
相关推荐