可见,电流负反馈使电源的外特性为下降特性。下降特性曲线段为弧焊电源正常工作区域,也就是正常焊接的区域。在如图4-17所示电路中,比例放大器N2的输出是弧焊电源的控制电压信号Uk。......
2023-06-30
1.对弧焊电源的要求
与手工焊电源相比,自动化焊接用的弧焊电源有其特殊性,体现在以下方面:
1)要求具有100%负载持续率。
2)要求具有高可靠性和稳定性。
3)要求具有良好的工艺适应性。
4)焊接参数要求具有良好的可控性。
5)要求具有用于自动控制的外控接口。
2.弧焊电源的外控方式
与焊接自动化专机配套的弧焊电源的外控接口形式有两种:一种是提供标准I/O和标准模拟信号接口;另一种是现场总线模块形式,可适合不同的现场总线控制系统,如Interbus、Profibus、DeviceNet等。
(1)标准I/O和标准模拟信号接口:
1)标准I/O接口:24V供电,用于启动/停止、急停、试气、点动送丝、电弧已建立等时序控制和状态显示。
2)标准模拟信号接口:0-10V模拟信号,用于焊接电流、电压、送丝速度等焊接参数的设定和显示。
标准I/O和标准模拟信号接口提供的部分信号见表5-4-1,部分接口电路如图5-4-4所示。
表5-4-1 信号类别与使用

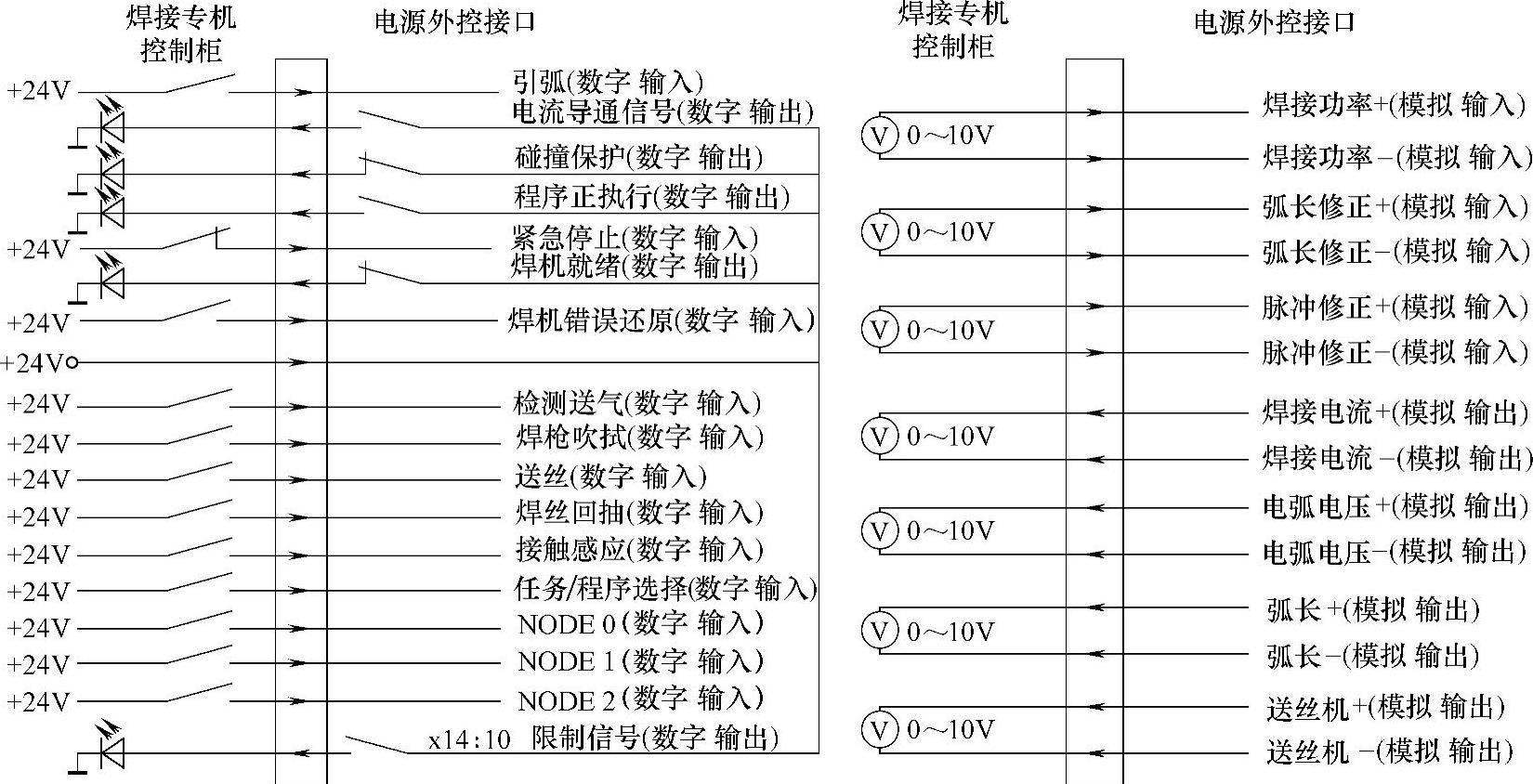
图5-4-4 标准I/O和标准模拟信号接口电路
(2)现场总线接口 现场总线是发展趋势,作为标准,不同公司的产品可以方便地互相连接。焊接专机控制柜与弧焊电源之间只需2根信号线,连接方便简单。并且因为接线端子少,减少了系统故障的几率。这里以常用的DeviceNet接口为例来说明。DeviceNet总线系统如图5-4-5所示,最多64个节点,传输长度500m。接线模块如图5-4-6所示。现场总线连接器是五针插头,2、4为数据线,1和5为电源。处理数据宽度96位,可以提供焊机外控接口所需的所有信号,某一工作模式下每位的不同定义如图5-4-7所示。

图5-4-5 DeviceNet总线系统
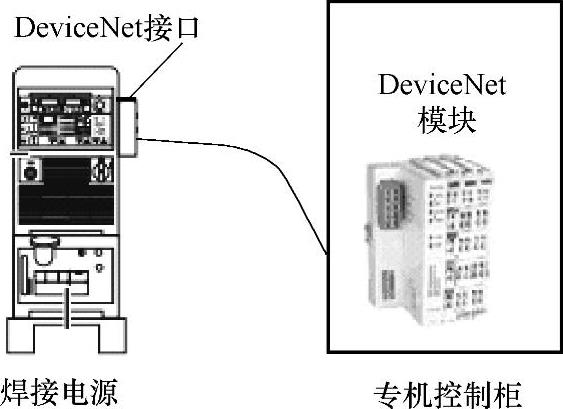
图5-4-6 DeviceNet总线连接器及设备连接图
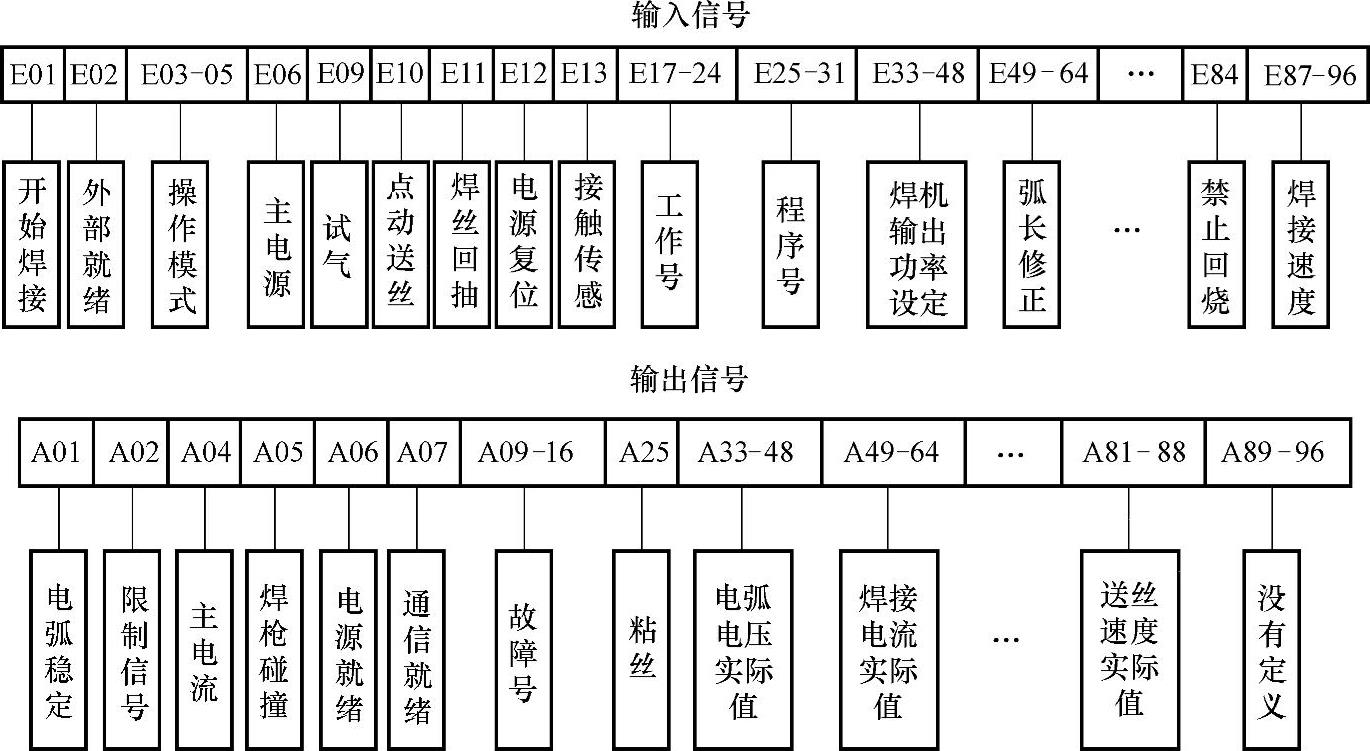
图5-4-7 现场总线接口提供的外控信号示意图
有关焊接方法与过程控制基础的文章

可见,电流负反馈使电源的外特性为下降特性。下降特性曲线段为弧焊电源正常工作区域,也就是正常焊接的区域。在如图4-17所示电路中,比例放大器N2的输出是弧焊电源的控制电压信号Uk。......
2023-06-30

弧焊电源中的变压器有两种基本形式——工频变压器和中频变压器。在工频变压器中,独立作为交流弧焊电源使用的多数采用单相变压器;在整流式弧焊电源中,有单相变压器和三相变压器。由于中频变压器的工作频率较高,其体积、重量大大减少,同等功率弧焊电源中的20kHz中频变压器的体积和重量仅为工频变压器的十几分之一。在实际焊接工程中,根据需要可以采用直流或交流电弧进行焊接,其弧焊电源也相应地分为直流或交流弧焊电源。......
2023-06-30

不同的弧焊电源具有不同的特性,不同的焊接结构厚度、焊接工艺方法所需的弧焊电源的外特性、动特性和焊接电流、电压参数调节范围不同。对于具有下降特性的弧焊电源,当某种原因使焊接电流增加时,弧焊电源的输出电压在一定范围内迅速下降。埋弧焊 埋弧焊的电弧静特性为平段。采用小电流埋弧焊时,弧焊电源的空载电压为65~75V。当焊丝直径大于2mm时,宜用变速送丝系统配下降特性弧焊电源。弧焊电源的空载电压一般为65~80V。......
2023-06-30

正确地使用和维护弧焊电源,不仅能保持它工作性能正常,而且能延长弧焊电源的使用寿命。当接入负载时:电源1输出的电流为电源2输出的电流为负载电流为可见,负载电流在并联的电源中按与阻抗成反比的原则分担。使用时应使空载电压相近;调节阻抗使负载电流的分担与电源的容量相应。......
2023-06-30
在20世纪70年代以前,国内承压设备的制造和安装单位所用的弧焊电源多是交流弧焊变压器和直流弧焊发电机。焊机的变化主要体现在以下四个方面:1)多种形式的弧焊整流器正在取代直流弧焊发电机,除了在无电网的野外施工采用内燃驱动弧焊发电机以外,电动机式弧焊发电机已逐渐淘汰。3)多种形式的脉冲弧焊电源的研制成功,进一步提高焊接质量、适应全位置和自动化焊接。......
2023-06-23

弧焊电源的DSP控制,借助DSP实现控制算法和PWM信号发生电路的全数字化,完成电压和电流信号的反馈运算、PWM波形的输出、系统实时监控及保护、系统通信等功能,其控制原理框图如图1-2-45所示。基于上述思想,Fronius公司推出了全数字化弧焊电源,随后Panosonic等公司也推出了各自的全数字化弧焊电源产品,并相继进入中国市场。图1-2-45 弧焊电源的DSP控制原理框图就控制系统结构而言,全数字化控制由单片机和DSP共同构成。......
2023-06-25

GMAW弧焊电源的选择原则如下:1.弧焊电源的外特性与调节性能GMAW弧焊电源外特性有平特性(恒压)、陡降型(恒流)及缓降型3种。由于细丝焊时电弧具有很强的自身调节作用,因此一般选用平特性的弧焊电源,配等速送丝机构。一方面要求弧焊电源能保证合适的短路电流增长速度及短路电流峰值,另一方面要求能保证空载电压具有足够的恢复速度。目前GMAW用弧焊电源均能满足短路过渡时对空载电压增长速度的要求。......
2023-06-25
TIG焊根据焊件材料可选择直流或交流弧焊电源,表1-6-1为不同的焊件材料与弧焊电源类别和极性的选择关系。焊接其他金属一般优先选择直流正接法,其次为交流弧焊电源。直流TIG焊多采用直流正接法方式施焊,此时电流不发生极性变化,电弧一旦引燃就能够十分稳定地燃烧。焊接铝、镁及其合金时,图1-6-5是交流钨极氩弧焊的电流、电压波形及其直流分量示意图。......
2023-06-26
相关推荐