【摘要】:在TIG焊熔透控制系统中,控制器采用的是模糊PID控制方法,这种控制系统在焊接过程中具有自校正控制的功能。熔透控制是在起弧稳定后开始的,为了保证控制的准确性,取前10个周期的熔宽平均值作为整个控制过程的熔宽参考值。根据这些控制规则,再按照模糊控制推理合成规则进行运算,采用最大隶属度方法进行模糊判决,经过多次的试验和修改,得到最终的模糊控制表。
在TIG焊熔透控制系统中,控制器采用的是模糊PID控制方法,这种控制系统在焊接过程中具有自校正控制的功能。对于这个模糊PID控制器的设计,首先要确定它的控制周期。在本系统中,控制周期是由CCD采集图像的速度和系统精度要求来决定的,经过试验比较,把控制周期定在100ms。
控制中每100ms采样一次熔池图像,进行图像处理,计算熔池宽度、长度和面积,并根据不同权重(其中熔宽的权重最大),对上述三数值进行叠加,获得的熔池表征值与给定值进行比较,作为偏差输入到模糊PID控制器中,输出得到控制电压,这个控制电压作为焊机的给定电压以控制焊接电流,最终达到熔透控制的目的。
在实际的熔透控制过程中,由于所使用的焊机起弧不太可靠,试验过程需要人工参与起弧,因此起弧过程不稳定,熔池的宽度也没有规律性,不能作为熔宽的参考值。为了实现平稳控制,在试验中,起弧和收弧的过程是不在控制中的。熔透控制是在起弧稳定后开始的,为了保证控制的准确性,取前10个周期的熔宽平均值作为整个控制过程的熔宽参考值。
固定参数PID控制算法的程序设计相对虽然比较简单,并且应用领域非常广泛,非常成熟,但是系统的参数整定必须适当才会得到比较好的控制效果。但在实际焊接过程中,有很多的干扰因素存在,如果仅用固定参数的PID控制算法,控制效果不一定会很理想,因此,在PID控制算法的基础上,引入了模糊逻辑,构成了模糊PID控制算法。该控制算法采用模糊控制规则,对每次的PID控制参数变量进行在线修改,这样就可以保证得到的控制参数才是最佳的,从而提高整个系统的控制精度,控制效果自然也就很好。试验中采用的是参数自调整的模糊控制,以使系统具有自适应性。同时为了提高稳态精度,采用将偏差的积分与模糊控制并联的结构。控制结构框图如图5-3-34所示。
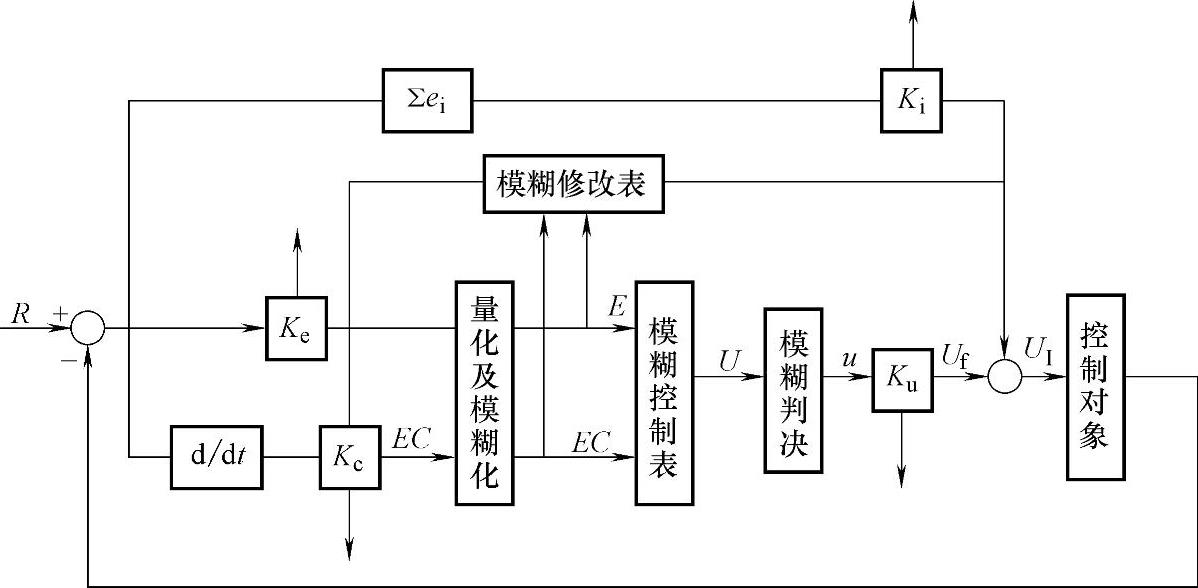
图5-3-34 参数自调整模糊PID控制结构框图
设E,EC和U分别为误差e,误差变化率Δe和控制量的模糊语言变量。E、EC和U分别规定为以下模糊子集:
E={NB,NM,NS,0,PS,PM,PB}
EC={NB,NM,NS,0,PS,PM,PB}
U={NB,NM,NS,0,PS,PM,PB}(https://www.chuimin.cn)
其中:NB表示负大,NM表示负中,NS表示负小,0表示零,PS表示正小,PM表示正中,PB表示正大。
E、EC和U的论域分别为
E={-6,-5,-4,-3,-2,-1,0,1,2,3,4,5,6}
EC={-6,-5,-4,-3,-2,-1,0,1,2,3,4,5,6}
U={-6,-5,-4,-3,-2,-1,0,1,2,3,4,5,6}
各模糊子集的隶属度分别见表5-3-1、表5-3-2、表5-3-3,控制经验规则采用模糊控制中常用的Mamdani规则,如图5-3-34所示。根据这些控制规则,再按照模糊控制推理合成规则进行运算,采用最大隶属度方法进行模糊判决,经过多次的试验和修改,得到最终的模糊控制表。
对于输入量E和EC的隶属度函数,在E或EC变化小时,选用高分辨率的隶属度函数以提高系统响应的灵敏度;而在偏差与偏差变化率比较大时,选用分辨率不太高的隶属度函数以增强系统响应的鲁棒性。
模糊PID控制参数自调整的算法是:先以原来的Ke和Kc对ei和Δei进行量化,查修改表得出参数应该调整(放大或缩小)的倍数N,计算Ke=KeN,Kc=KcN,Ki=KiN,Ku=Ku/N。然后用新参数对ei和Δei进行量化,再查控制表,求出U再与Ki∑ei叠加,输出作用于对象。







相关推荐