焊接电弧电参数检测所选用的传感器的隔离方式一般为光电隔离、电磁隔离、霍尔效应隔离。图5-3-15 机器视觉系统原理3.电信号与图像信号的同步检测系统硬件部分由焊接试验平台、弧焊电源、电信号采集与小波分析仪、高速摄像机以及激光背光光路系统构成。......
2025-09-29
1.弧焊电信号动态处理
在脉冲MIG焊(P-GMAW)和双脉冲焊(DP-GMAW)过程中,弧长是在实时变化的。如何实现对P-GMAW和DP-GMAW焊接过程中弧长进行实时控制也是P-GMAW和DP-GMAW的研究热点之一。传统的电弧长度控制方法有以下几种。
(1)Synergic控制法Synergic控制系统是英国焊接研究所发明的一种方法,是目前已发展的脉冲MIG控制系统中应用最为广泛的一种方法。其原理是:弧焊电源外特性采用恒流控制,通过两根恒流外特性的切换实现脉冲焊接,焊接参数的控制利用送丝速度作为信号,按照一定的数学模型来控制电弧的脉冲规范参数,以便使电弧在任何送丝速度下均获得最佳的弧长和最佳的熔滴过渡方式,实现了脉冲MIG焊的单旋钮控制,如图5-3-17所示。其设计基于两个准则:一是保证熔化速度和送丝速度相等以维持恒定的弧长,二是保证一个脉冲至少过渡一个熔滴。具体的调节过程是:仅调节送丝速度(平均电流),然后根据输入的焊接条件(被焊材料种类、焊丝直径或自设定的规范)和送丝速度同脉冲频率的关系,自动设置脉冲峰值电流、峰值时间和脉冲周期,其特点是响应速度快,输出脉冲频率宽;缺点是:该控制方法实质上属于开环控制方式,所以该系统的抗弧长干扰能力差。当遇到除送丝速度以外的干扰时,弧长将改变,熔滴的喷射过渡将会受到破坏。
(2)QH—ARC控制法 清华大学潘际銮教授等人在20世纪80年代发明了QH-ARC控制法,建立在晶体管式弧焊电源基础上,其外特性为“口”字形。这种控制方式通过外特性控制来保证焊接过程的稳定,经过三次改进,QH-ARC103为其最佳的控制法,是气保焊控制方法的一大创新。该法通过动态响应性能极好的弧焊电源,实现弧焊电源外特性的实时切换,电弧长度在两个设定点之间变化,系统具有很好的调节性能。但这些控制方法具体针对某些焊接工艺而研究,在实际应用中还需进一步改进。
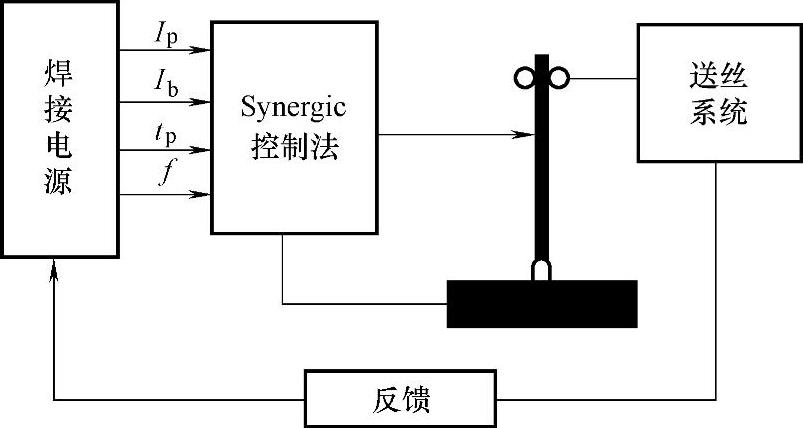
图5-3-17 Synergic控制方法原理框图
(3)弧长反馈闭环控制系统 关于此法,国内外已做了大量研究,其基本原理是利用弧长信号闭环反馈控制脉冲参数。如日本三菱电气公司采用了开环控制和闭环控制并用的方法控制MIG脉冲电弧。该控制方法首先根据送丝速度按照一定的数学模型来控制脉冲频率,再引入电弧平均电压的负反馈来调整脉冲参数以适应条件的变化和随机干扰。但是由于闭环反馈信号取自电弧平均电压,当遇到弧长干扰电流变化时,电弧电压并不代表弧长。电弧平均电压是通过积分环节获得的,弧长调节和恢复的动态品质较差。
其他可用于P-GMAW控制的方法还有QH-ARC103控制法、在线自动优化法、广义预测控制法等。日本OTC公司新研制的GMA脉冲电源Digital Pulse,采用IGBT作为功率控制器件来提高功率主电路的控制性和可靠性、应用微机进行焊接程序控制和焊接参数预处理。采用软件程序来完成电流波形的灵活精密控制和弧长的高速稳定调节,其原理框图如图5-3-18所示。
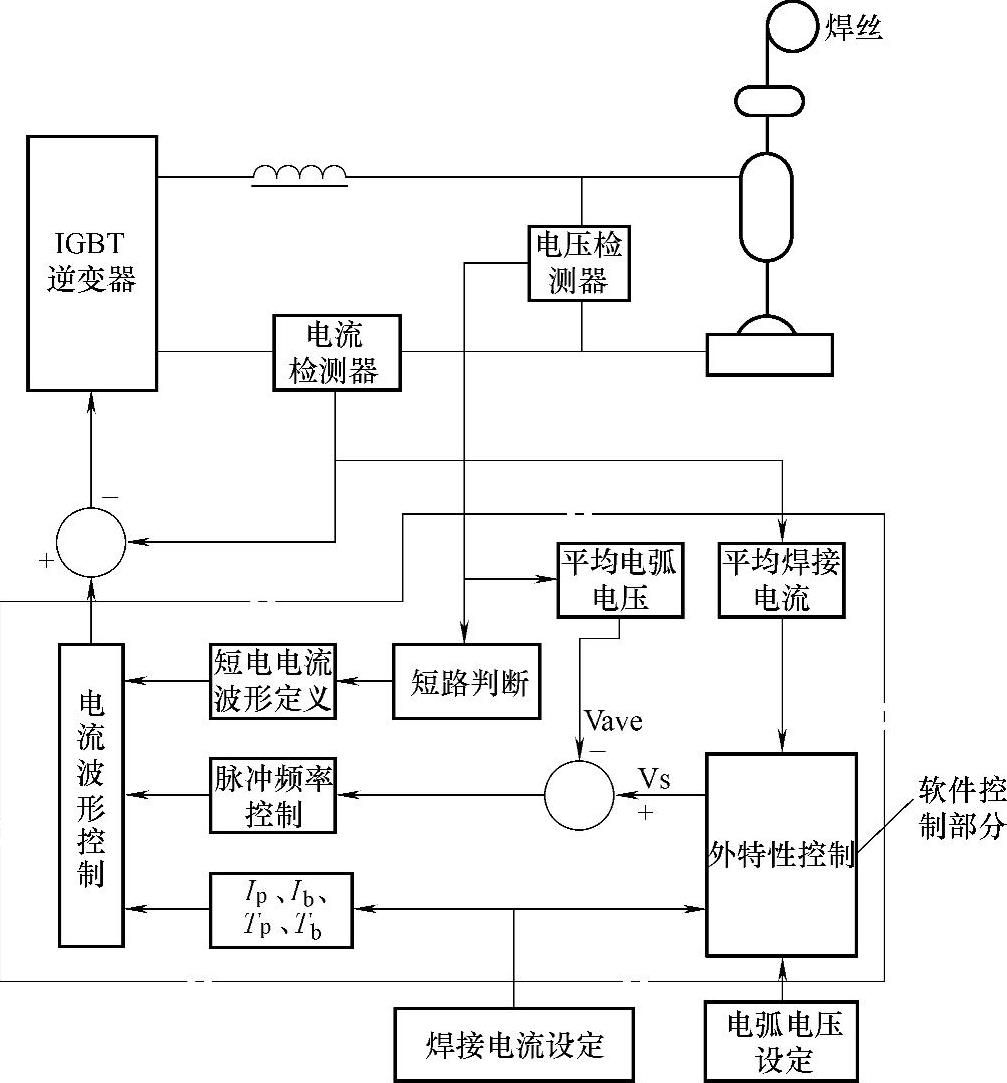
图5-3-18 OTC公司的脉冲电源Digital Pulse的原理框图
采用基于动态队列的平均电压闭环控制算法,并通过脉冲变频技术调整波形,可以克服传统闭环控制中弧长调节和恢复的动态品质差的问题。
对于P-GMAW和DP-GMAW而言,电流波形对于熔滴过渡的形式以及焊缝的成形有着重要的影响。有很多学者对此展开了大量的研究工作。对于给定的焊丝直径、焊接材料和送丝速度,不同形式的脉冲电流波形,均可以得到稳定的电弧和熔滴过渡,但是为了满足不同条件、不同应用场合,需要选择合适的脉冲电流波形,通常可以从以下几个方面来考虑:热输入;熔化速度;焊缝形状;焊接时的污染,如噪声、烟尘等。对于脉冲电流波形中基本电流参数如基值电流、峰值电流,可以采用恒流控制方式得到。
A.Joseph选用的焊机为Lincoln公司生产的Power wave 455/R系列焊机,对四种脉冲电流波形在不同的送丝速度条件下进行平板堆焊试验,分析了脉冲电流波形对焊缝形状的影响。结果表明,随送丝速度的增加,由于电流密度和电弧力的增大,焊缝的熔深、母材稀释率均有所增加;相同送丝速度下,随着峰值电流增加,焊缝的熔深和母材稀释率会有所降低。
C.S.Wu针对一种新型的数字控制弧焊电源分析了脉冲电流波形对熔滴过渡形式的影响。该焊接电源输出的脉冲电流波形由四个基本参数(Ib、Ip、tb、tp)和六个附加参数(初始脉冲电流上升斜率、电流上升斜率、脉冲电流初始下降斜率、电流下降斜率、熔滴过渡电流Id、熔滴过渡时间td),如图5-3-19所示。为了获得可控的热输入和均匀的熔滴尺寸以及规则的熔滴过渡,峰值时间tp、熔滴过渡时间td和熔滴过渡电流Id是三个最为重要的参数。结果表明,通过六个附加脉冲电流参数,可以更为精确地调节焊接过程;tp与td的比值决定了熔滴过渡的形式。通过合理地选择Id和td,可以在较宽的平均电流范围内,以较低的热输入获得理想的、稳定的一脉一滴熔滴过渡形式。
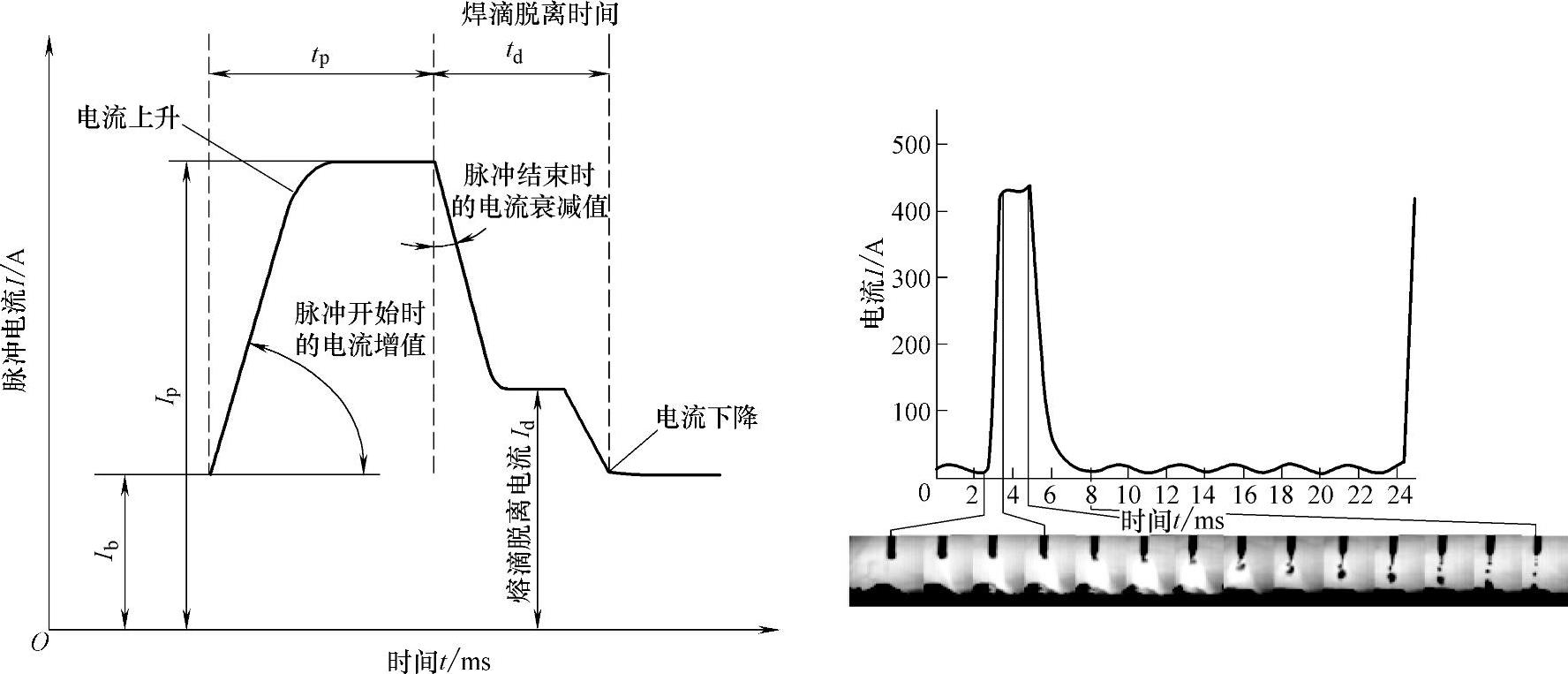
图5-3-19 脉冲电流波形及焊缝形状图
相比P-GMAW,DP-GMAW的波形控制还需要控制低频脉冲的频率,以及强弱脉冲峰值电流、基值电流之间的差值。如图5-3-20a所示,采用了峰值电流恒定,调整基值电流的波控方法。结果
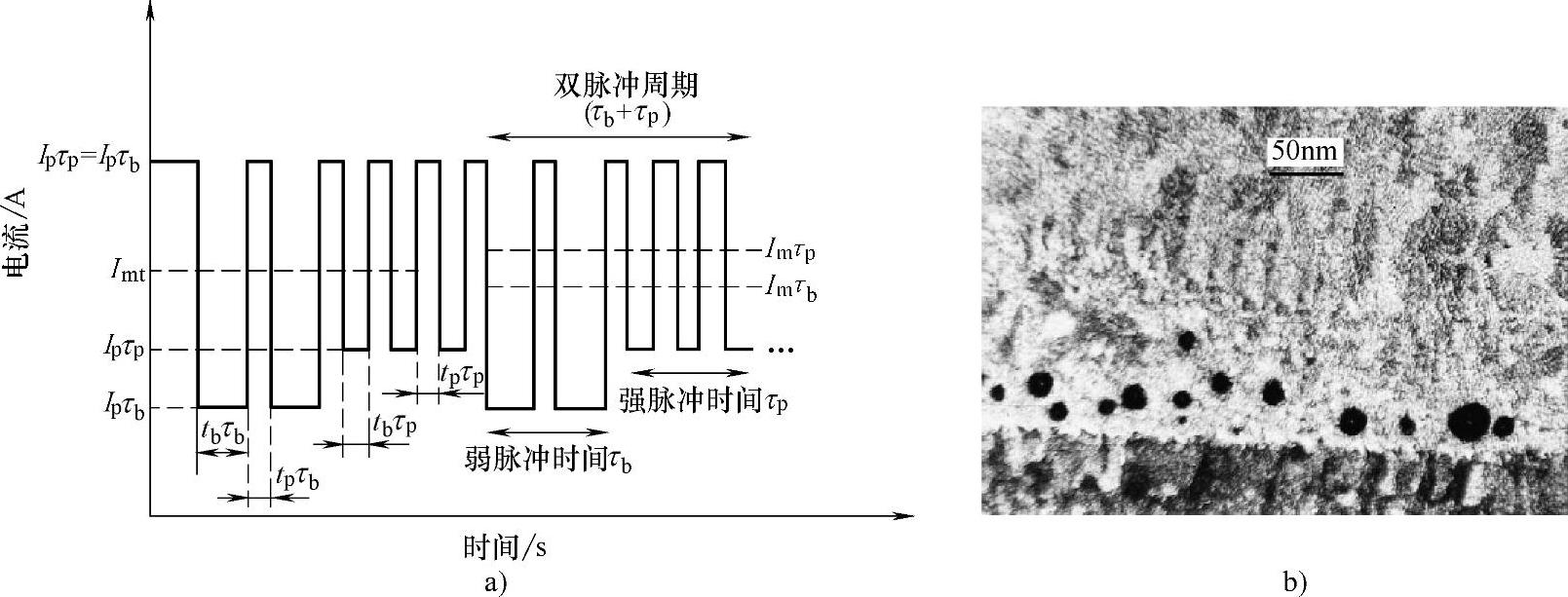
图5-3-20 双脉冲波形和气孔测试结果
表明,这种DP-GMAW对于减少气孔的产生没有实质性的作用,同时也强调可能是送丝速度不稳定所造成的(见图5-3-20b)。
如图5-3-20所示,DP-GMAW电流大小、高频频率、低频调制频率、焊接速度对焊缝质量的影响,以及焊接速度、频率综合变动对鱼鳞纹宽度的影响。结果表明当强弱脉冲峰值电流相差40 A左右,高频频率为250Hz时可得到漂亮的焊缝成形。电流和高频频率改变对鱼鳞纹宽度的影响并不明显。在一定范围内,其他条件不变的情况下,随着低频频率的提高鱼鳞纹宽度减少,而随着焊接速度提高鱼鳞纹宽度明显增大。一般在低频调制频率为3~5Hz,焊接速度为0.55~0.90m/min的范围内,通过合理的参数匹配可获理想的鱼鳞纹外观。
2.图像信号处理
空域变换是基于图像中像素的处理(也叫点处理)。可以通过点运算来改变图像数据占据灰度的范围。常用的直接灰度变换有以下几种:
(1)图像求反 就是将原图灰度值翻转。在具体变换时,将图像中每个像素的灰度值根据变换规则进行映射。(https://www.chuimin.cn)
(2)对比度增强 即增强原图的各部分的反差。实际中,往往是通过增强原图里的某两个灰度值之间的动态范围来实现的。例如在一些焊接图像中,感兴趣的特征仅占整个灰度级相当窄的一个范围,通过点运算可以扩展感兴趣特征的对比度使之占据可以显示灰度级的更大部分。增强对比度的代价是细节的丢失,但如果这些细节不是用户感兴趣的部分,就无关紧要了。
(3)灰度切分 通过点运算可以控制图像的灰度范围,在灰度范围之内的像素值保持不变,而不在这个灰度范围内的像素灰度值则大大降低。它的目的其实与增强对比度类似,也是要将某个灰度值范围变得比较突出。
(4)显示标定 黑白CCD采集的图像有能使图像视觉特征突出的优选灰度范围。用这样的显示设备时,焊接图像中具有相同对比度的较暗的和较亮的特征,在显示时却不能同样地表现出来。在这种情况下,可以利用点运算让感兴趣的所有特征显示同样的突出。将点运算和显示非线性组合起来相互抵消,以保持在显示图像时的线性关系。
(5)直方图均衡化 这个方法的基本思想是把原始图的直方图变换成均匀分布的形式,这样可以增加图像灰度值的动态范围,从而使图像的整体对比度增强。
灰度直方图是图像灰度级的函数,描述的是图像中具有某灰度级的像素的个数。一个256个灰度级的图像,其灰度统计直方图是一个0~255级的离散函数:
p(sk)=nk/n k=0,1,…,255(5-3-1)式中,sk为图像f(x,y)的第k级灰度值;nk是f(x,y)中具有灰度值sk的像素的个数;n是图像像素的总数。因为p(sk)给出了对sk出现概率的一个估计,所以直方图提供的是原图的灰度值分布情况。
积累分布函数qk表示为

上述计算qk的公式实质上是建立了一个变换,它能将非均匀分布变成均匀分布。在得到变换函数值qk之后,就可以建立新的灰度级映射的对应关系(k→[qk×255]),这就是直方图的均衡化。
原始TIG焊和MAG焊过程熔池图像分别进行均衡化以后的焊接熔池图像如图5-3-21所示。此外,图像的二值化、三值化和多图像之间的运算等也是运用图像的点运算来实现的。
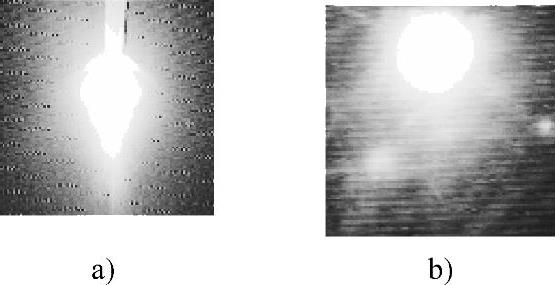
5-3-21 直方图均衡化后的焊接熔池图像
a)TIG焊熔池 b)MAG焊熔池
(6)中值滤波 中值滤波的优点是运算简单,速度较快,在滤除叠加的白噪声和长尾噪声方面有很好的性能,而且中值滤波器在去除噪声(尤其是脉冲噪声)的同时能很好地保持信号的细节信息(如边缘和锐角等)。焊接过程中的熔池原始图像上存在着大量的非常强烈的弧光干扰和飞溅噪声,而采用线性平滑模板进行滤波去除噪声的效果并不理想,因此在熔池图像的预处理过程中主要采用非线性的中值滤波方法。
对TIG焊过程和MAG焊过程的熔池图像进行试验,试验中所用中值滤波模板为3×3模板。试验表明:中值滤波的处理效果较好,可以滤去大部分飞溅、噪声干扰。试验结果如图5-3-22所示。
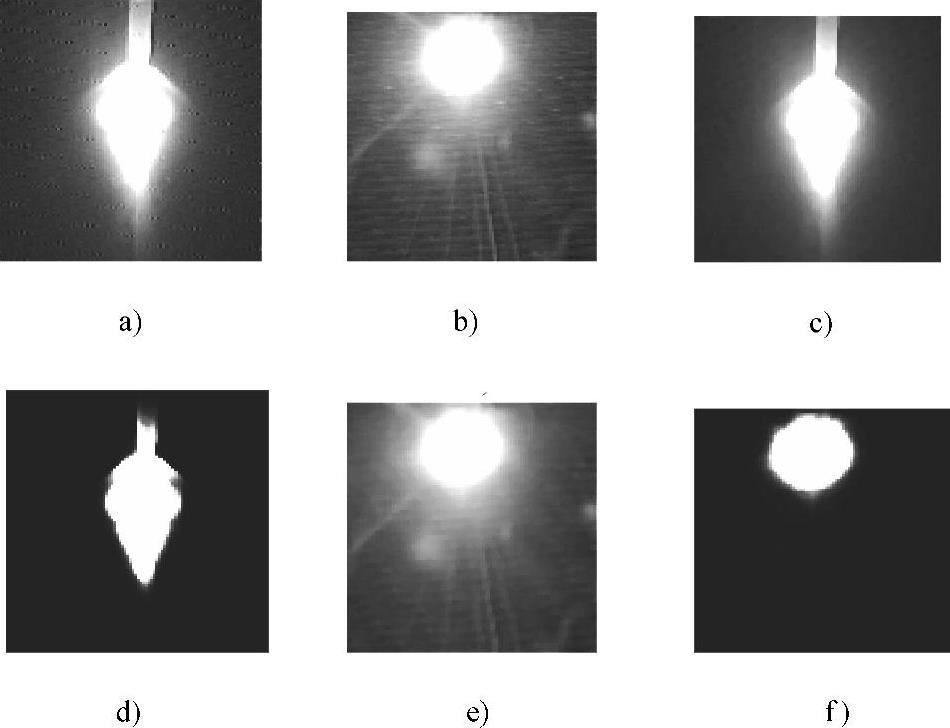
图5-3-22 TIG焊和MAG焊熔池原始图像及滤波自乘后的试验结果
a)原始TIG焊熔池 b)原始MAG焊熔池 c)中值滤波后TIG焊熔池 d)中值滤波加三次自乘 e)中值滤波后MAG焊熔池 f)中值滤波加三次自乘
图5-3-22所示为经过中值滤波和自乘处理后的TIG焊过程和MAG焊过程的熔池图像。从图5-3-22c和图5-3-22e中可以看出,在仅进行中值滤波后,熔池图像周边仍然存在很多光晕和飞溅,处理效果并不理想。为了进一步消去噪声信号,采用像素自乘的算法。
灰度值自乘算法为

式中,f(x,y)为像素的灰度值。
图5-3-22d和图5-3-22f为经过三次自乘处理后的熔池图像,可见,TIG焊过程和MAG焊过程中产生的强弧光和大量飞溅噪声基本被去除。
相关文章

焊接电弧电参数检测所选用的传感器的隔离方式一般为光电隔离、电磁隔离、霍尔效应隔离。图5-3-15 机器视觉系统原理3.电信号与图像信号的同步检测系统硬件部分由焊接试验平台、弧焊电源、电信号采集与小波分析仪、高速摄像机以及激光背光光路系统构成。......
2025-09-29

随着功率器件、微电子、计算机以及工业与其他科学技术的发展,焊接技术不断创新和发展。本书除介绍成熟或比较成熟的焊接技术外,将简单介绍焊接技术的新发展及其趋势。......
2025-09-29

焊接过程传感信号通常以电信号方式输出,电信号首先经过模拟电路进行预处理,然后经过数模转换为数字信号,再由微处理器或计算机系统加以监测和控制。图5-2-26 有源滤波器a)一阶有源滤波器 b)二阶低通滤波器4.信号转换电路传感器输出的电量形式有电阻、电感、电容、电流、电压、频率以及相位等多种形式,在焊接自动化系统中,通常需要对传感器输出的信号进行转换,以便达到系统控制所要求的信号,这就需要信号转换电路。......
2025-09-29

按MDI面板的功能键选择CNC系统显示模式后,可通过PMC维修扩展软功能键〖PMCMNT〗,显示如下PMC维修信息。图10.2-4 I/O综合诊断显示I/O信号综合诊断页各栏的含义如下。图10.2-5 PMC报警显示图10.2-6 PMC数据输入/输出显示〖设定〗:进行输入/输出的设定。......
2025-09-29

图5-2-28 焊缝跟踪控制系统总体流程框图初始检测模块主要完成运动机构的初始化以及跟踪起始点坐标定位、焊接距离设定、跟踪速度设定等,该部分是完成焊缝跟踪任务的基础。焊接时借助强烈弧光照亮焊枪行走方向前端的一段焊缝,CCD视觉传感器就可以采集到比较清晰的图像。......
2025-09-29

但是,当废水中含有高浓度的硫酸盐时,则对有机物的厌氧生物处理带来极为不利的影响,它会改变和抑制有机物的代谢过程。目前,有效的解决方式是利用两相厌氧生物处理工艺中的产酸相先期还原硫酸盐,从而避免硫酸盐还原对产甲烷过程的影响。......
2025-09-29

化学热处理通常可分为分解、吸收和扩散三个基本过程,三个过程是互相联系而又互相制约的。实际上化学热处理过程中,渗剂的分解过程往往不只是发生一种化学反应,而是几种化学反应连续或交叉发生。这种情况也说明了化学热处理要在加热条件下进行,加热可使原子获得活力,如果温度低于某个限度,原子将失去活力而不能进入钢中。整个化学热处理过程的速度受扩散速度所控制。......
2025-09-29

在确定整个焊接结构的生产工艺过程时,应根据该焊接结构的生产特点和工艺特点,尽量采用现代化焊接技术,并结合现有条件,采取必要措施解决生产技术问题。焊接结构生产的工艺过程包括以下内容。2)在脆性转变温度以下工作的焊接结构,在焊后应进行消除应力回火处理,以减小结构产生脆性破坏的可能性。在制定钢结构的生产工艺时,同时要制定出检验内容和检验程序。......
2025-09-29
相关推荐