电弧平均电压是通过积分环节获得的,弧长调节和恢复的动态品质较差。C.S.Wu针对一种新型的数字控制弧焊电源分析了脉冲电流波形对熔滴过渡形式的影响。结果表明,通过六个附加脉冲电流参数,可以更为精确地调节焊接过程;tp与td的比值决定了熔滴过渡的形式。......
2023-06-26
1.电信号的检测
由于焊接过程是一个相当复杂的物理化学变化过程,很多因素都能对电弧的各种参数产生影响,特别是对焊接电流电压信号产生相当大的影响,因而正确选用焊接参数检测传感器是非常重要的,一般应遵循如下的选择原则:
1)量程和精度:传感器的量程和精度是传感器的两个非常重要的技术指标。
2)频响特性:必须保证信号在测试范围内不失真。
3)输出能力:传感器要有较强的输出能力,要求输出阻抗低,其带负载和抗干扰能力强,信噪比高。
4)线性范围:任何传感器都有一定的线性范围,选择时应考虑被测物理量的变化范围,使得传感器的线性误差在允许的范围内。
5)隔离和抗干扰能力:焊接参数检测用传感器应具有较高的隔离能力和抗干扰能力,以保证强电与弱电信号无直接的物理连接,避免被检测的强电信号干扰和破坏测试系统。焊接电弧电参数检测所选用的传感器的隔离方式一般为光电隔离、电磁隔离、霍尔效应隔离。
需要采集的信号包括输出电流和电压信号。在满足以上对反馈电路的要求下,采用电流霍尔传感器采集电流信号,图5-3-12所示为电流反馈调理电路。
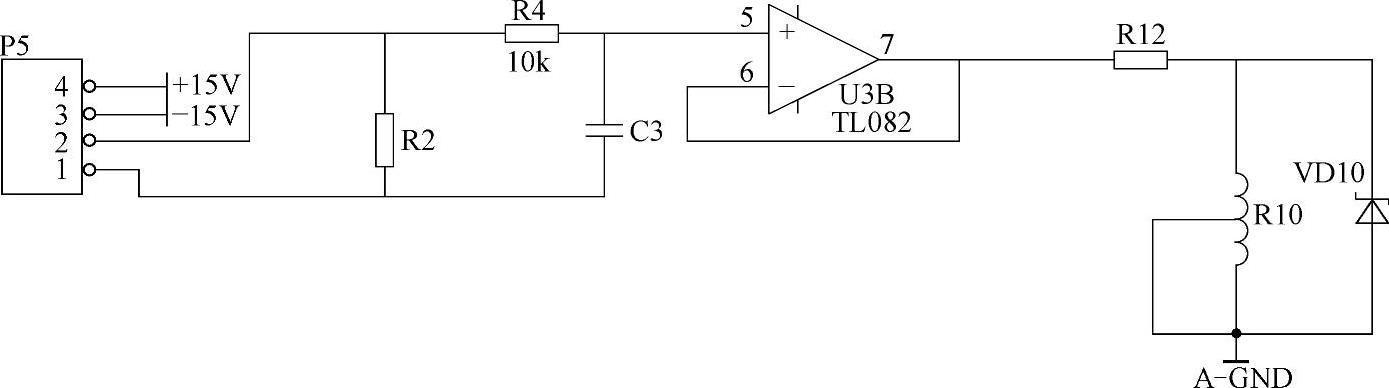
图5-3-12 电流反馈调理电路
常用的电流取样方法有两种:一种是分流器,一种是霍尔传感器。
分流器是根据电流流过电阻时在电阻两端产生电压的原理制成的。分流器主要采用锰镍铜合金制成,其额定电流时的压降是60mV,也可用75mV、100mV、120mV、150mV及300mV。它的成本比较低,但信号较弱,一般采用放大器,容易引入干扰信号,信噪比较差。
电流霍尔传感器是应用霍尔效应制成的电流测定元件,具有很好的线性度,并且和被测电流完全隔离。它输出的电压与被测电流产生的磁场有良好的线性关系,输出电压直接反应被测导线中的电流大小。霍尔传感器分为两类:一类是开环(直测式、直检式);另一类是闭环(零磁通式、磁平衡式),相比于分流器,它反馈的信号比较强,一般是100A的电流对应1V的电压信号,所以它的抗干扰能力比较强,而且不需要串联在主电路中,不会对主电路参数产生任何影响。因此在本设计中采用的是开环霍尔传感器(工作电压为±15V)作为电流的取样方式,使得当焊接电流从0~500A变化时,反馈电路处理后的信号变化范围是0~5V。再经过分压、滤波、限压等调整后送给ADC。
图5-3-13所示为电压反馈调理电路。该电路直接对输出端电压进行取样,经过低通滤波去除信号中的高频信号,再经过运放、线性光耦隔离,调理成0~5V的直流电压信号,最后再通过分压和限压送给ADC。
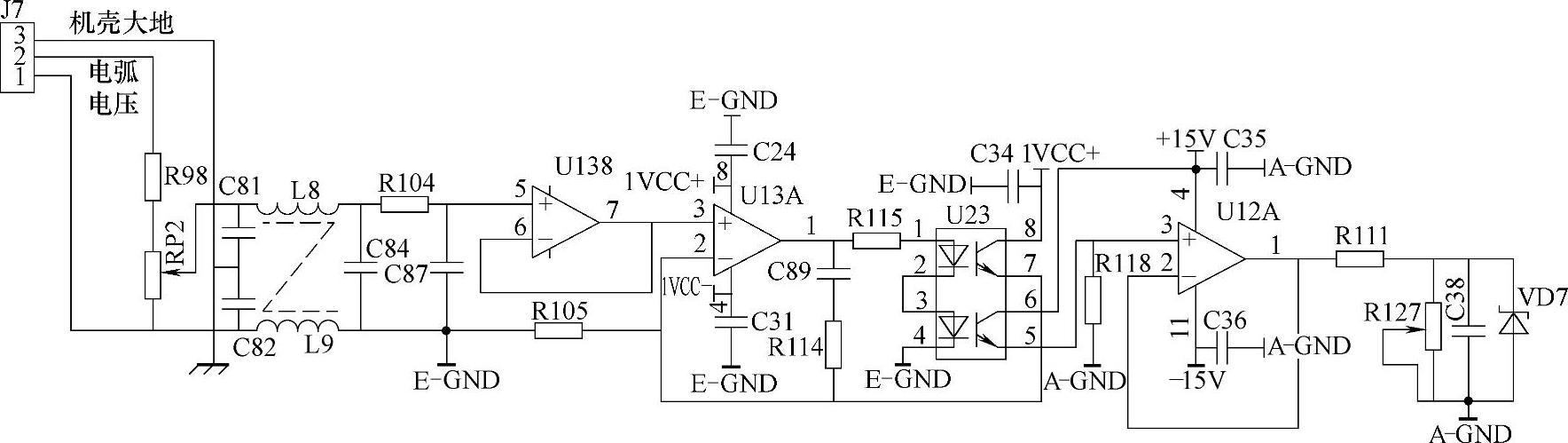
图5-3-13 电压反馈调理电路
2.图像信号的检测
如图5-3-14所示,基于图像视觉的焊缝跟踪系统,由三个部分组成:视觉传感器、图像处理系统和焊缝跟踪控制。视觉传感器获得焊缝的图像信息,并将数字图像信息传输到计算机,通过图像预处理系统减少图像中的噪声污染,由图像识别算法提取焊缝特征信息,获得焊缝与电弧偏差信息。以此偏差作为焊缝跟踪控制系统的输入信号,依据控制算法获得驱动信号控制焊炬运动,实现焊缝跟踪的实时控制。
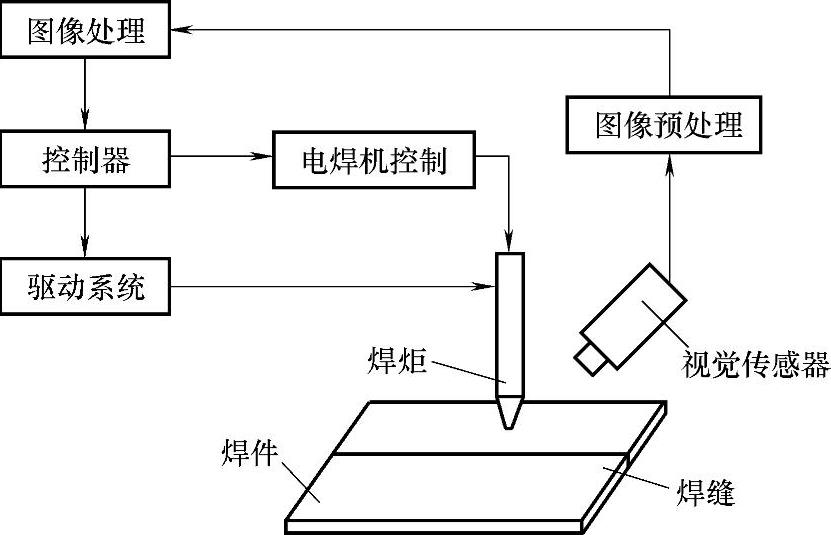
图5-3-14 焊缝图像跟踪控制系统
焊缝视觉图像传感采集的方法有被动光视觉和主动光视觉法,被动视觉法不使用辅助光源,直接用CCD拍摄在弧光或普通光源背景下的焊接区图像。主动光视觉通常使用激光辅助光源,向工件焊缝区投射特种光束、光面或编码图形,然后用CCD拍摄焊缝区图像,获取焊缝图像信息。机器视觉系统原理如图5-3-15所示。
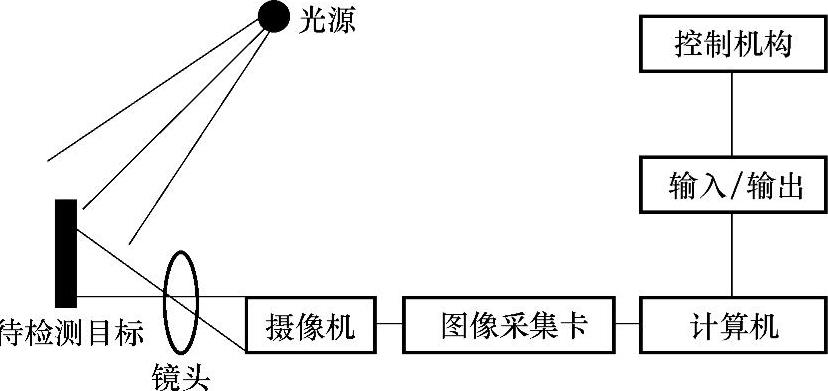
图5-3-15 机器视觉系统原理
3.电信号与图像信号的同步检测
系统硬件部分由焊接试验平台、弧焊电源、电信号采集与小波分析仪、高速摄像机以及激光背光光路系统构成。测试分析系统的基本结构如图5-3-16所示。
由于焊丝及熔滴均处于极强的电弧光包围之中,直接拍摄得到的画面为电弧的形态变化,看不见电弧中心熔滴的状态和运动行为。因此,采用背光阴影法来拍摄熔滴过渡行为,背光阴影法是使用正逆光拍摄的方法。由图5-3-16可见,在待拍摄的焊接电弧背后,用另一个强光源照射,可以衬托出焊丝和熔滴的形态;同时在摄像机物镜前,用合适的滤光片以及小孔光阑等将焊接电弧的弧光滤掉一部分,从而拍摄到焊丝及熔滴的阴影像。图中各光学元件的中心应严格位于同一条直线上,这样才能保证熔滴的影像画面亮度均匀。
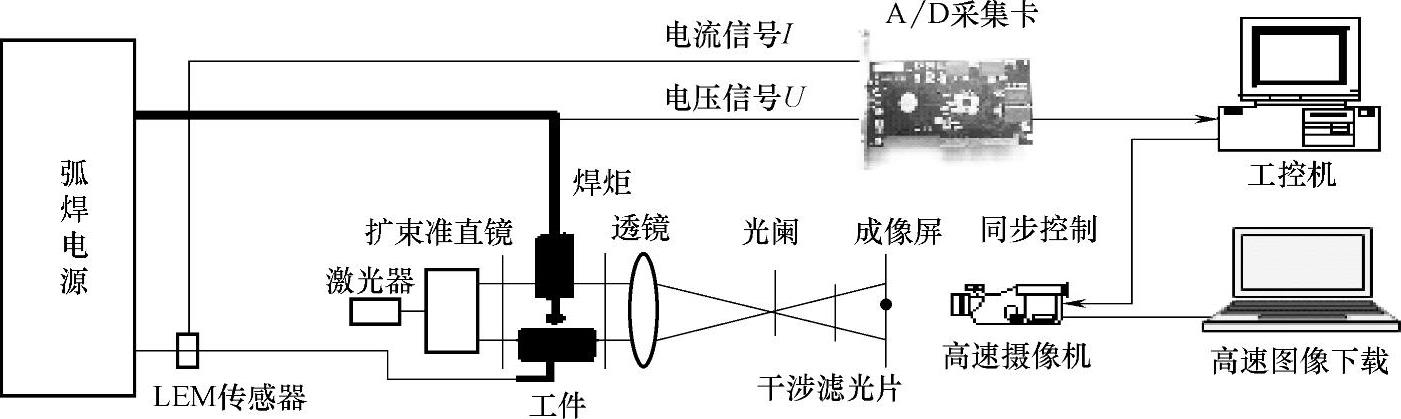
图5-3-16 测试分析系统的基本结构
氦氖激光器具有连续输出激光的能力,输出光束的相干性及方向性很强,居各类激光器之首。本装置选用氦氖气体激光器(He-Ne)作为背光光源,光束发散角小于0.75mrad,激光器长约1m,输出激光波长为632.8nm,波长的稳定度高达10-10量级,光斑直径为1~3mm,输出功率大于25mW,工作电流为14~18mA。由于激光光源对焊接熔滴过渡过程高速摄像效果有较大影响,所以选择激光器既要考虑激光器的功率大小,也要注意到波长、光束直径和激光器价格等因素。
焊接电弧的辐射主要来自于等离子体电弧、熔池和焊丝电极,从熔化的焊丝和熔池金属表面上发出的辐射含较多的可见光,但这些可见光的强度小于电弧等离子体发出的光的强度,焊接等离子体发出的主要为蓝紫光(波长大约为440nm),为了清晰地拍摄焊丝熔滴过渡,可以通过合理选择滤光片滤除大部分电弧光,因此选择输出波长为632.8nmHe-Ne激光器作为背光光源。
激光器的输出功率由焊接过程电弧及烟尘特性、光路设计、激光波长、高速摄像机性能、信号处理方法等因素决定,焊接电弧的辐射是由一系列不连续的特征波长的峰组成,波长与保护气体的种类关系较大,所选激光器功率至少要比同波长电弧辐射大一个数量级。激光背光强度较大一些,可以有效消除焊接电弧光辉,把电弧中各细小物体如飞溅显示出来,背光强度的控制可以通过调整激光光源的聚焦程度来实现。
有关焊接方法与过程控制基础的文章

电弧平均电压是通过积分环节获得的,弧长调节和恢复的动态品质较差。C.S.Wu针对一种新型的数字控制弧焊电源分析了脉冲电流波形对熔滴过渡形式的影响。结果表明,通过六个附加脉冲电流参数,可以更为精确地调节焊接过程;tp与td的比值决定了熔滴过渡的形式。......
2023-06-26

在CO2焊接研发方面,唐山松下对我国CO2焊接技术的发展有很大的影响。对于恒压特性的CO2焊接工艺而言,在短路过渡时,过渡频率f(1/T)对于焊接过程的稳定和焊缝成形以及焊接质量有直接的影响。焊机系统的动态特性与系统控制参数有直接关系,根据工艺要求和动态性能指标进行PID参数设计的内容。......
2023-06-26

图5-2-31 软件系统总体程序流程框图弧焊过程熔透控制系统的功能包括图像数据采集、图像数据存储、图像的预处理、提取图像边缘、检测偏差量、偏差调节和模糊PID控制算法等主要功能以及焊接过程图像回显等辅助分析功能。......
2023-06-26

焊接过程传感信号通常以电信号方式输出,电信号首先经过模拟电路进行预处理,然后经过数模转换为数字信号,再由微处理器或计算机系统加以监测和控制。图5-2-26 有源滤波器a)一阶有源滤波器 b)二阶低通滤波器4.信号转换电路传感器输出的电量形式有电阻、电感、电容、电流、电压、频率以及相位等多种形式,在焊接自动化系统中,通常需要对传感器输出的信号进行转换,以便达到系统控制所要求的信号,这就需要信号转换电路。......
2023-06-26

图5-2-28 焊缝跟踪控制系统总体流程框图初始检测模块主要完成运动机构的初始化以及跟踪起始点坐标定位、焊接距离设定、跟踪速度设定等,该部分是完成焊缝跟踪任务的基础。焊接时借助强烈弧光照亮焊枪行走方向前端的一段焊缝,CCD视觉传感器就可以采集到比较清晰的图像。......
2023-06-26

随着功率器件、微电子、计算机以及工业与其他科学技术的发展,焊接技术不断创新和发展。本书除介绍成熟或比较成熟的焊接技术外,将简单介绍焊接技术的新发展及其趋势。......
2023-06-25
一是测量VIPER22A的5~8脚和1脚的300V电压,二是检测VIPER22A的电压和对地电阻,三是检查副电源稳压控制电路中的U3、Q808和负载电路控制系统是否发生严重短路故障。表4-20氩弧焊用钢焊丝的化学成分图6-6 TCL液晶彩电ON37A开关由于各种不锈钢焊接用的氩弧焊丝当前尚未产生,故暂以气体不锈钢焊丝代替,但其化学成分含量应选择比母材稍高一些为宜。“TIG”表示钨极氩弧焊用的焊丝,“R”表示用来焊接珠光体耐热钢的焊丝,“31”表示化学成分等级。......
2023-06-24

3.装配过程在线检测与监控技术建立可覆盖装配全过程的数字化测量与监控网络,通过传感器、RFID、MES、泛在物联工业网络等实时感知、监控、分析、判断装配状态,实现装配过程的描述、监控、跟踪和反馈。......
2023-06-23
相关推荐