分形理论的诞生才不过20多年,但它对多种科学产生了巨大的影响。分形理论长期以来一直被认为是对病态的、奇形怪状的、不规则的等一大类自然现象提供一种极其简洁的数学描述方法。目前,分形理论已被广泛应用于自然科学与社会科学的众多领域,在图像处理方面已经被应用于图像边缘检测、图像编码、图像压缩等领域。因此,采用分形这种非线性的图像处理算法对焊接图像进行预处理。......
2023-06-26
在直缝、环形焊缝的自动焊接和焊接工位的自动转换,以及生产线的工件传输控制中广泛采用位置传感器。在直缝自动焊接中,在焊缝的两端采用两个位置传感器,来确定焊炬行走的位置,从而实现直缝的自动焊接。在焊接工位自动转换控制中,位置传感器固定在焊接机头上,焊件在装卸工件工位安装固定后,转盘带动焊件旋转,当传感器检测到定位块时,转盘停转,焊件到达焊接位置。焊接时,在装卸工件工位进行焊件的更换,焊接完成后,再进行工位的转换。
1.接触式位置传感器
在自动化焊接中,接触式传感器主要有两类应用:一是用于自动化焊接生产线上的大量的限位开关(行程开关)、微动开关;二是用于焊缝跟踪中的触杆接触式传感器。常见限位开关的结构形式如图5-2-2所示。
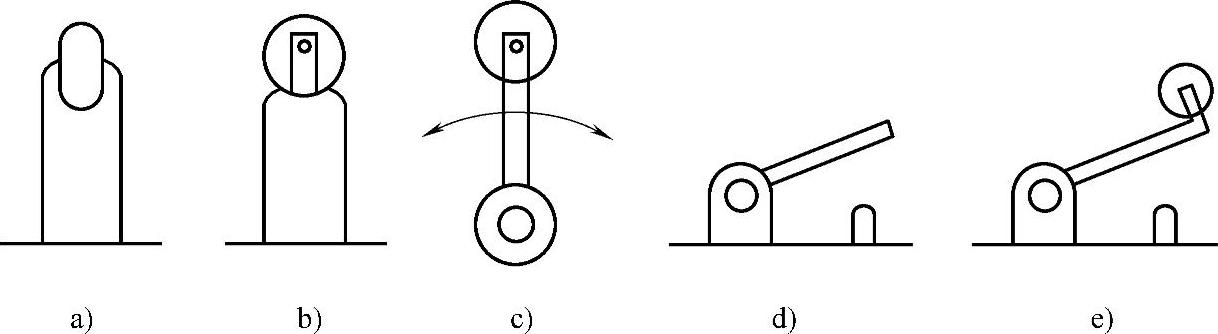
图5-2-2 限位开关的结构形式
a)撞针式 b)滚轮撞针式 c)滚轮摆杆式 d)铰链杠杆式 e)滚轮铰链杠杆式
如图5-2-3所示,一般的限位开关大多都具有一个以上的常开或常闭触头,也称为动合触头和动断触头,当物体与限位开关接触,压下开关时,限位开关的动断触头断开,动合触头闭合,当物体离开限位开关时,触头恢复常态。
2.触杆接触式传感器
触杆接触式传感器是将触杆输出的距离信号转变成电信号,用于检测坡口形状,从而实现焊缝跟踪控制,可以进一步分为机械式和机械电子式。图5-2-4所示为机械触杆式传感器的结构形式,这类传感器靠对导杆形成的强制力来导向从而控制焊缝形状。图5-2-5所示为机械电子式传感器,这类传感器是通过电子装置发出信号,进行控制,实现自动跟踪。按机-电信号转换方式分为开关式、微分差动式和光电式。开关式是用微电装针式限位开关输出开/关信号,微分差动式由滑动铁心和变压器组成,输出与距离成正比的模拟信号,光电式是通过两个光电管接受发光二极管发出的光束,进行调节。

图5-2-3 限位开关的内部结构
1—顶杆 2—弹簧 3—动断触头 4—动合触头

图5-2-4 机械触杆式传感器的结构形式
a)用导轮接触间隙 b)用导杆以焊道与坡口交点为基准 c)用导杆以坡口中心为基准 d)用双导杆以焊件表面为基准
3.电极接触式传感器
图5-2-6所示的电极接触式传感器主要用于机器人和自动焊接设备,在焊丝与母材接触时,检测焊接电流和电压,从而在机器人或自动焊接设备的坐标系中获取接触点位置的坐标,通常称为接触点传感器。通过焊丝的自动切断装置可预定伸出长度,也可与参考点比较来确定伸出长度。
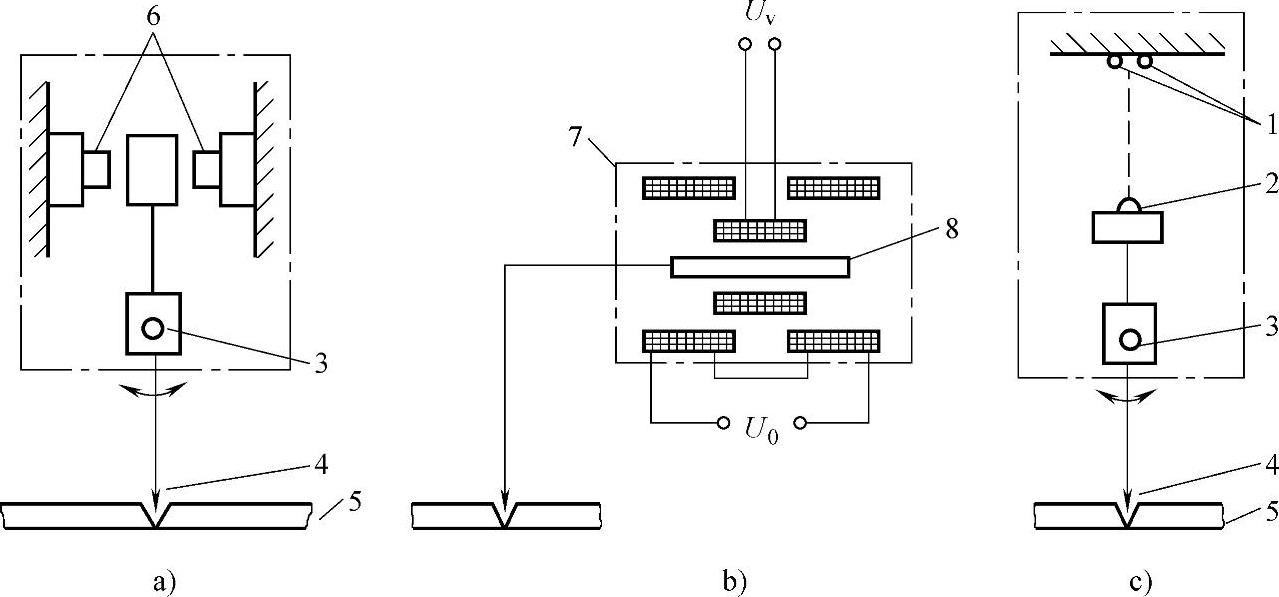
图5-2-5 机械电子式传感器
a)开关式 b)微分差动式 c)光电式 1—光电管 2—发光二极管 3—杠杆轴 4—跟踪探头 5—焊件 6—微动开关 7—位移传感器 8—铁心
有关焊接方法与过程控制基础的文章

分形理论的诞生才不过20多年,但它对多种科学产生了巨大的影响。分形理论长期以来一直被认为是对病态的、奇形怪状的、不规则的等一大类自然现象提供一种极其简洁的数学描述方法。目前,分形理论已被广泛应用于自然科学与社会科学的众多领域,在图像处理方面已经被应用于图像边缘检测、图像编码、图像压缩等领域。因此,采用分形这种非线性的图像处理算法对焊接图像进行预处理。......
2023-06-26

磁性会消退,粘贴磁铁能应急 凡是电磁感应式曲轴位置传感器,其内部都有磁体,该磁体在高温作用下磁性会逐渐减弱,容易导致信号电压降低或者不稳定。检查曲轴位置传感器的外观,没有发现损伤。拆开曲轴位置传感器的插接器,测量其线圈的电阻为1.28kΩ,正常。借来一个原厂曲轴位置传感器,替换后试车,能够顺利起动。于是确定故障原因是曲轴位置传感器的磁性变弱。分析原因,是在长期使用过程中,曲轴位置传感器磁性逐渐消退的缘故。......
2023-08-30

焊接机器人是提高焊接过程自动化、智能化,保证焊接质量稳定性,解决恶劣劳动条件下从事焊接施工的重要方向。从目前的实际应用情况来看,水下焊接主要是由潜水焊工来完成。为此,研究开发了水下机器人的焊接工作。4)水下机器人控制方式采用手动控制、预编程、局部自治等。首先,水流、水压及水的阻力会给水下机器人在水下定位和焊接等工作造成困难。焊缝空间位置的检测、跟踪,以及水下焊接质量的控制。......
2023-06-15

则B正比于Ui,霍尔器件的Uo正比于B。此角位移测量仪可以改造为霍尔电压传感器,测量直流电压。图3-14所示为霍尔传感器测量转速方法的示意图。在铁心上开一与霍尔传感器厚度相等的气隙,将霍尔线性器件紧紧地夹在气隙中央。......
2023-06-22

同时良导体阻尼器也在磁路系统气隙中运动,感应产生涡流,形成系统的阻尼力,起衰减固有振动和扩展频率响应范围的作用。图2-45磁电式扭矩传感器工作原理图图2-45磁电式扭矩传感器工作原理图当被测转轴有扭矩作用时,轴的两端产生扭角,两个传感器输出一定附加相位差的感应电压U1和U2,这个相位差与扭角成正比。这样,传感器就把扭矩引起的扭转角转换成相应变化的电信号。......
2023-06-22
离散检测开关和电晶体传感器具有3个主要特点:使用一个输入或者一个设定点来触发器件改变输出状态;器件的输出只有两种状态——开或关;它是循环工作和流水线自动化系统中最主要的传感器类型。电晶体传感器通过电路来实现检测功能,它们的输出类型为电触点,用两个电压值指示输出状态的开关状态。......
2023-06-25

小波变换是迄今为止最有效的信号分析方法,它在时频平面上,同时具有很好的时间和频率分辨能力,能够分辨多尺度特征信号的细节部分。小波变换在信号处理、计算机视觉等领域发挥越来越大的作用。小波分析兼具处理空间和频率信息的特点。小波分析在弧焊图像降噪、边缘特征信息提取、视觉跟踪等方面具有重大的潜在优势。......
2023-06-26

从上述内容可见,焊接自动化专用设备是一个机械、电子、控制、焊接相结合的复杂系统。焊接自动化专用设备在设计上有特殊性,其设计流程如图5-4-29所示。焊接自动化专用设备的设计基本思路和原则如下:图5-4-29 焊接自动化专用设备的设计流程焊接工艺先行 首先要确定自动焊接工艺,包括工件结构、材料、板厚、接头形式、焊接方法、焊接参数等,这些是很重要的。下面以一个轨道式管道全位置焊接专机的设计为例来说明。......
2023-06-26
相关推荐