专家系统由知识库﹑推理机﹑数据库和人机接口组成。其中知识库、上下文和推理机是目前大多数专家系统的主要内容,知识获取机制、解释机制和专门的人机接口是所有专家系统都期望有的三个模块,但它们并不是都得到了实现,简单的专家系统不一定具备这三个模块。......
2023-06-26
PID控制是工业过程控制中应用最为广泛的一种控制方法,在弧焊过程的控制领域也同样得到焊接工作者的青睐。单片机对于焊接参数的控制,可以通过编程实现有关工艺参数的PID控制算法,利用单片机强大的逻辑功能,可以使PID控制更加灵活。
1.PID调节算法
按闭环系统误差信号的比例、积分和微分进行控制的调节器称为PID调节器。它具有结构简单、参数易于调整、应用广泛等特点。理想PID控制算式如下:
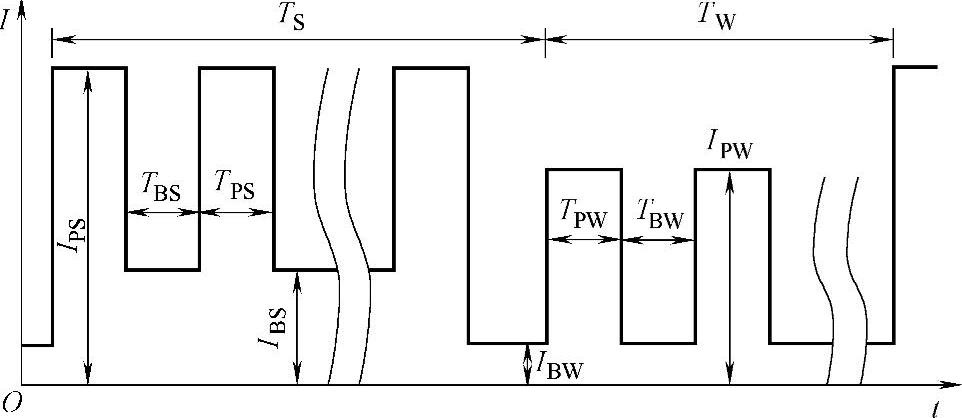
图5-1-26 典型的双脉冲焊电流波形
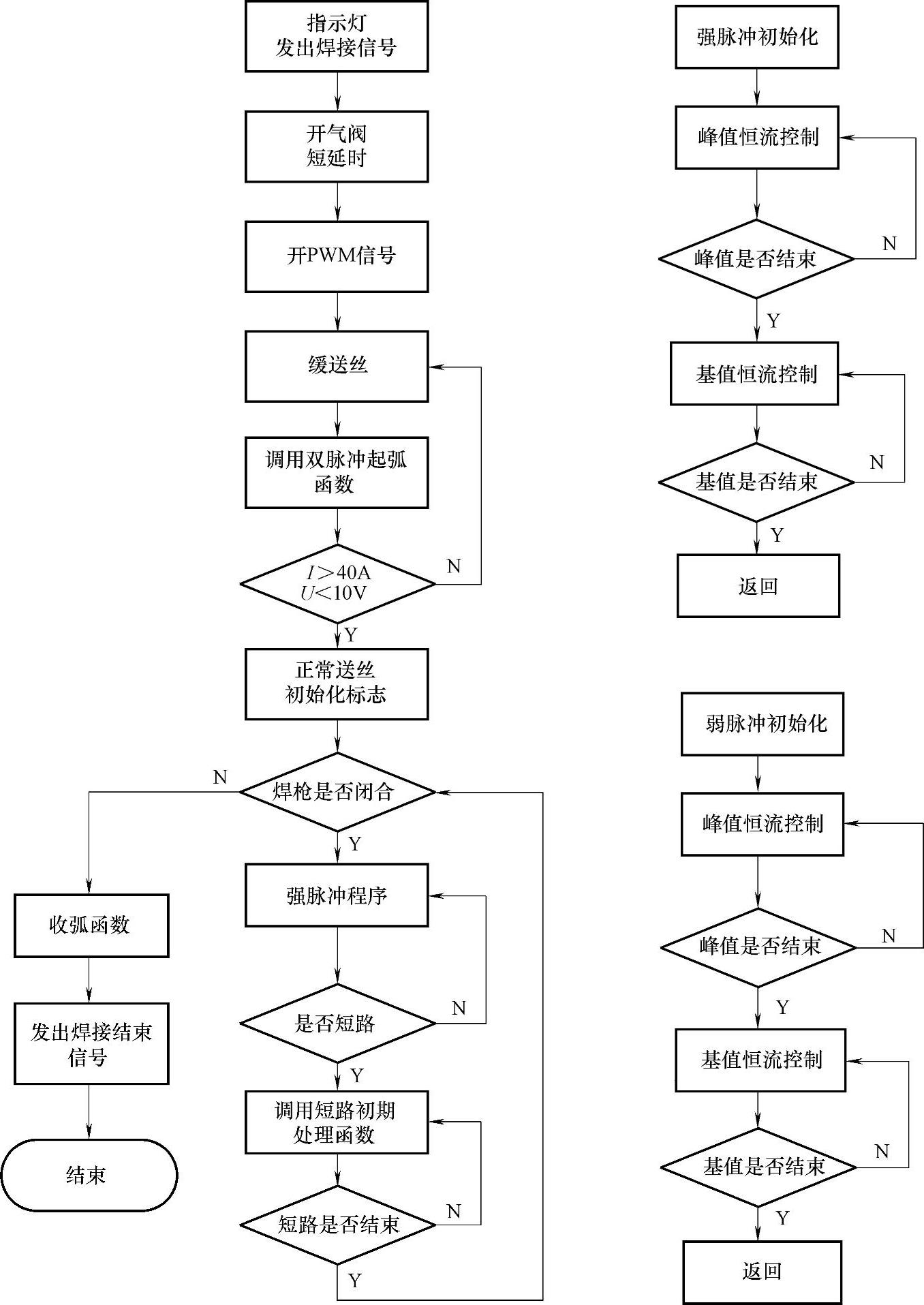
图5-1-27 双脉冲焊接流程图及强、弱脉冲子流程程序

式中 u——调节器输出控制量;
Kp——比例系数;
e——给定量与反馈量之间的偏差;
Ti、Td——分别为积分常数和微分常数。
单片机系统是离散控制系统,因此,理想PID必须进行离散化,经过离散化的PID调节器成为数字PID调节器。其算式如下:

式(5-1-2)在任何瞬时的控制量输出u都对应于执行机构,如调节阀的位置,故称此式为位置型算式。在采样时间t=kT(T为采样周期)时刻,实际数字PID调节器的控制规律如下:

式中 u(k)、Kp、e(k)、Ti、Td——分别与上式对应物理量的说明相同;
u(0)——控制常量。
那么:

因为:

可以得出:

式(5-1-6)被称为增量式PID算式。采用这种算法,算式只与最近几次采样有关,不易引起误差积累,可以降低出现机器故障的可能性。
在PID调节器中,比例、积分和微分常数,需要根据不同的控制对象选择不同的数值,还需要经过现场调试才能获得较好的效果。
2.数字PID调节参数选择
PID调节器是一种线性调节器,系统的给定值和反馈值的差成为偏差,对偏差进行的比例、积分、微分线性组合构成控制量式(5-1-3)。它们在PID调节器中的作用如下:
1)比例调节作用:按照比例反应系统的偏差,系统一旦出现了偏差,比例调节立即产生调节作用以便减少偏差。比例作用大,可以加快调节,减少误差,但是过大的比例,使系统的稳定性下降,甚至造成系统的不稳定。
2)积分调节作用:使系统消除稳态误差,提高无差度。因为有误差,积分调节就进行,直至无差,积分调节就停止。积分作用的强弱取决于积分时间常数Ti,Ti越小,积分作用就越强。反之,Ti大则积分作用弱,加入积分调节可使系统稳定性下降,动态响应慢。积分作用常与另两种调节规律结合,组成PI调节或PID调节器。
3)微分调节作用:微分作用反映系统偏差信号的变化率,具有预见性,能预见偏差变化的趋势,因此能产生超前的控制作用,在偏差还没有形成之前,已被微分调节作用消除。因此,可以改善系统的动态性能。在微分时间选择合适情况下,可以减少超调,减少调节时间。微分作用对噪声干扰有放大作用,因此过强的微分调节,对系统抗干扰不利。此外,微分反映的是变化率,而当输入没有变化时,微分作用输出为零。微分作用不能单独使用,需要与另外两种调节规律相结合,组成PD或PID控制器。
一般来说,被控对象的精确数学模型很难建立,PID调节参数的选择需要反复调试才能找到比较理想的参数值,对不同的控制系统,也没有参考值可循,但是可以根据上述PID调节作用原理,对参数进行选择。
如果输出能迅速达到目标值,但是过冲很大,可能原因是比例系数过大,或者微分作用较弱,对对象的反应不敏感。
如果输出达不到目标值,小于目标值的时间较多,可能原因是比例作用较小,或者积分作用较小,对偏差补偿不足。
如果输出能够基本控制在目标值上,但是上下偏差过大,经常波动,可能原因为积分作用过大,引起系统不稳,或者微分作用过小,对即时变化反应不够快,也可能是调节周期短,系统调节频率过大。
如果系统受工作环境影响较大,对外部干扰敏感,可能原因是微分作用太大,或者是调节周期过长,不能及时修正。
3.带死区的数字PID控制算法
焊接过程是一种非线性系统,采用PID调节的控制算法,由于积分饱和、系统干扰等原因,控制量的超调可能很大,为了避免控制量的过大或者过小,在应用中,设置控制量的死区,对控制量进行限制。

在式(5-1-7)算式中对控制量设置了范围,避免了系统过量的超调,增加了稳定性。
有关焊接方法与过程控制基础的文章

专家系统由知识库﹑推理机﹑数据库和人机接口组成。其中知识库、上下文和推理机是目前大多数专家系统的主要内容,知识获取机制、解释机制和专门的人机接口是所有专家系统都期望有的三个模块,但它们并不是都得到了实现,简单的专家系统不一定具备这三个模块。......
2023-06-26

控制系统软件设计的基本要求就是能够良好地接收并响应信号。焊接电流的大小及变化率既控制焊丝的熔化,熔滴过渡过程,又影响飞溅的产生和焊缝成形。图5-1-24为脉冲MIG焊电流波形参数,脉冲MIG焊工艺是一种焊接质量比较高的熔化极气体保护焊方法。由于低频脉冲电流IAV1和IAV2的值不同,在焊接过程中对熔池产生一定的搅拌作用,促使熔池中的气体排出,减少了焊缝中气孔的形成,进而提高了焊接质量,弥补了单脉冲MIG焊的不足。......
2023-06-26

J.J.Buckly等人研究了专家模糊控制理论。国内外焊接界的专家学者较早认识到模糊控制在焊接过程中有着广阔的应用前景,积极将模糊控制用于焊缝跟踪、焊接质量及弧焊电源、设备的控制中。解模糊化则是将模糊控制子集转变为确切的控制量输出。语言变量的确定 以CO2焊接过程的电流波控为例来分析焊接过程模糊控制的特点。表5-1-4为模糊控制状态表。......
2023-06-26

功能块PULSEGEN和功能块CONT_C一起,可实现具有脉冲输出的控制器,用于控制比例执行器。在参数分配期间,用户可以激活或取消激活PID控制器的子功能,以使控制器适合实际的工艺过程。......
2023-06-18
PI控制器在频率较低时主要起积分器的作用,而在高频时主要起线性比例放大器的作用。如果输入信号为单位阶跃信号时,其单位阶跃响应为其中,Kp=-R1/R0,PID控制器比例系数;Ti=R1C1,PID控制器积分时间常数;Td=R2C2,PID控制器微分时间常数。随着C2充电,反馈到输入端的电压逐渐增大,控制器输出电压逐渐降低。图4-7 PID控制器a)原理图 b)响应曲线......
2023-06-30
连续控制系统中的PID控制规律为式中 KP——比例系数;TI——积分时间常数;TD——微分时间常数;e——偏差;u——控制量。一个线性连续系统的模拟PID控制系统原理框图如图10-36所示。图10-36 模拟PID控制系统原理框图一个PID调节器的比例系数、积分时间常数和微分时间常数一旦确定,该控制器的性能随之确定。比例控制可以迅速反应误差,并减小稳态误差。积分控制的作用:积分控制可以对系统误差进行积分,输出控制量,以消除误差。......
2023-08-30

PID功能块提供了比例、积分和微分形式的计算控制。PID运算是非迭代或ISA标准的算法。只要偏差存在,PID功能将对偏差进行积分运算,即将输出向纠正偏差的方向进行。图7-16 PID控制算法功能块PID1.正向和反向作用通过选项参数CONTROL_OPTS中的“Direct acting”位来设置运动的正向或反向作用。若TRK_IN_D或TRK_VAL状态为不可用,输出跟踪功能将关闭,PID状态将回到正常操作状态。......
2023-11-22

图5-2-31 软件系统总体程序流程框图弧焊过程熔透控制系统的功能包括图像数据采集、图像数据存储、图像的预处理、提取图像边缘、检测偏差量、偏差调节和模糊PID控制算法等主要功能以及焊接过程图像回显等辅助分析功能。......
2023-06-26
相关推荐