在处理这类产品图片时,除了抠图调整背景之外,还可以通过“液化”滤镜去重新塑造商品的外形。活动实施将图片进行裁剪;将背景调整为白色;重新塑造登山包的外形。图5.1.12用导航器看图及编辑同样的道理,使用多边形继续选择不希望显示的部位,并把这些部位的蒙版填充为黑色。......
2023-08-09
热剂焊主要应用于铁路的钢轨焊接,主要介绍的热剂焊工艺为钢轨焊接工艺。
(1)准备工作要求 主要要求如下:
1)了解钢轨型号、类别,按强度等级的要求正确选择热剂。
2)施工现场前对焊接工具、材料进行清点。
3)对施工设备、可燃气瓶进行检查,确保使用安全可靠。
4)焊接钢轨两侧15m范围内必须严格按规定上紧扣件,确保焊接时轨缝间隙不得发生移动,影响焊接质量,甚至发生钢液泄漏。
(2)轨端处理 操作要点如下:
1)检查钢轨是否有损伤,母材如有缺口将使焊接合格率降低。
2)对焊接钢轨端部、两侧和轨底进行打磨除锈,打磨范围为50mm,如图4-5-3所示。
3)打磨完成后,轨头端部边缘需倒角c1。
4)必须对钢轨两端1m范围内进行烘干。
(3)钢轨的对正 操作要点如下:

图4-5-3 打磨除锈
1)预留轨缝调整,以轨脚边为基准,控制轨缝宽度为(28±1)mm。
2)尖点的调整如图4-5-4所示。
将1m直尺的中点与焊缝中点重合,用钢楔子或者对轨架进行尖点调节,使焊缝两侧0.5m处钢轨行车面与直尺的间隙为1.5~2mm。
3)水平对正:用1m直尺分别检查焊缝两端钢轨轨头、轨腰、轨底平直。如有偏差,用对轨架或钢楔子进行调节。应注意磨耗轨的焊接对轨时以行车面为准,对轨非常重要,可防止钢液泄漏。
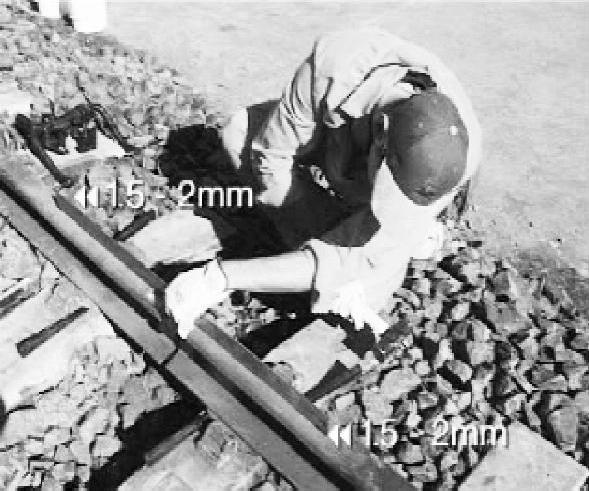
图4-5-4 尖点的调整
有关焊接方法与过程控制基础的文章

在处理这类产品图片时,除了抠图调整背景之外,还可以通过“液化”滤镜去重新塑造商品的外形。活动实施将图片进行裁剪;将背景调整为白色;重新塑造登山包的外形。图5.1.12用导航器看图及编辑同样的道理,使用多边形继续选择不希望显示的部位,并把这些部位的蒙版填充为黑色。......
2023-08-09

由于各生产厂家的电引机结构不同,电梯曳引机的故障诊断技术的要求也不尽一致,所以对具体问题的处理方法不可能公式化。下面是几种常见的与电引机有关的电梯故障及其处理方法。(六)油箱温度过高,接近或超过85℃故障原因为:1.蜗杆滑动轴承及推力轴承润滑不良,一般是因为油路堵塞或油位低。......
2023-06-15

这个文件表的下标就称之为文件描述符,将这个文件描述符存储在一个数组中des[3]={0,1,2},那么,在进程中就可以通过这个des数组下标引用文件表项。也就是说,通过文件描述符就可以访问到这磁盘文件。......
2023-11-19

图像处理算法主要负责对输入图像进行处理,比如缩放图像、灰度化图像等操作,将输入图像中不需要的部分剪裁或者对需要的信息进行强调。、是阶梯状边缘:处于图像中两个具有不同灰度值的相邻区域间;是脉冲状边缘:对应细条状的灰度值突变区域,可以看成两个背靠背的阶梯状边缘构成;图10-3图像的灰度处理是屋顶状边缘:边缘上升、下降沿都比较平缓,可以看成脉冲状边缘拉伸得到的。图10-5图像边缘提取......
2023-06-28
图1-21过已知点作已知直线的平行线1.3.2.2过已知点作已知直线的垂直线过已知点作已知直线的垂直线的方法如下。图1-22过已知点作已知直线的垂直线先使45°三角板的一直角边与BC重合,再使其斜边紧靠另一三角板,如图1-22所示。图1-25已知外接圆求作正五边形1.3.2.6作圆内接任意正多边形作圆内接任意正多边形的方法如下。......
2023-06-22

5)对形式复杂、钢筋交错密集的结构部位,应先研究逐根钢筋穿插就位的先后顺序;与木工相互配合,固定支模与钢筋绑扎的先后顺序,以保证绑扎与安装的顺利进行,以免造成不必要的返工。7)做好钢筋的除锈和运输工作。......
2023-10-06

2、书签是PDF文档快速跳跃到相关信息的辅助功能,特别在长文档中使用十分普遍。以上介绍了WPS十大文档创作工具中的一键输出PDF功能,可以将文档以PDF格式输出,当然对于PDF文件还可以进一步进行加密操作,如打印权限,阅读权限等等,操作过程简单快捷。......
2024-01-24

相关推荐