高压水射流切割的最大特点是用非热源的高能量水射流束来进行加工,切割中无热过程,故可用来切割几乎所有的金属及非金属材料,特别适用于各种热切割方法难以加工或不能加工的材料。......
2023-06-26
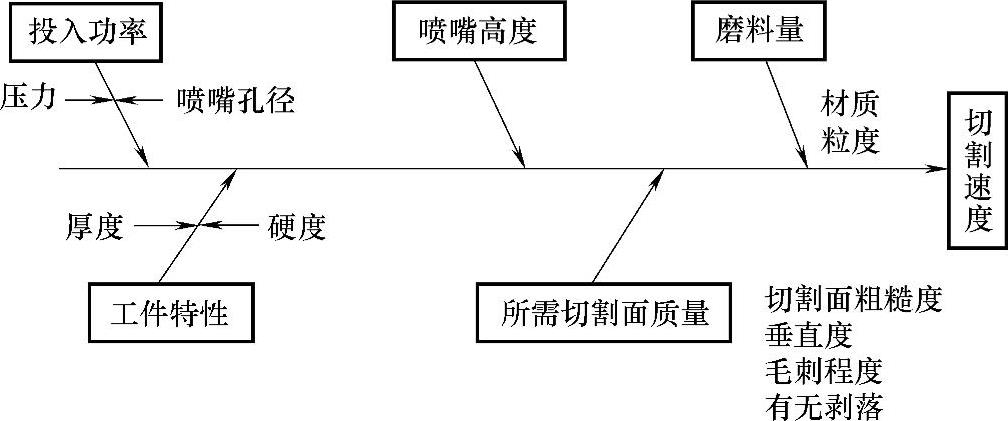
图4-4-18 影响加磨料型高压水射流切割速度的主要工艺参数
高压水射流切割的工艺参数很多,如切割水压、喷嘴孔径、喷嘴高度、磨料粒度、磨料量等。这些参数对材料切割的影响机制和影响程度各不相同。加磨料型高压水射流切割,影响切割速度的主要工艺参数如图4-4-18所示,其中影响最大的因素有喷嘴孔径、由切割水压力所决定的功率及磨料供给量。因此,切割水压、喷嘴孔径、磨料以及工件的材质和厚度不同,则所能达到的最大切割厚度也不同,获得的切口质量也不相同。另外,适当增加磨料的供给量,虽然切割速度有所提高,但磨料的价格较高,使得加工成本提高,故在选用切割参数时,还应当考虑到切割的经济性因素。
1.纯水型切割工艺参数示例
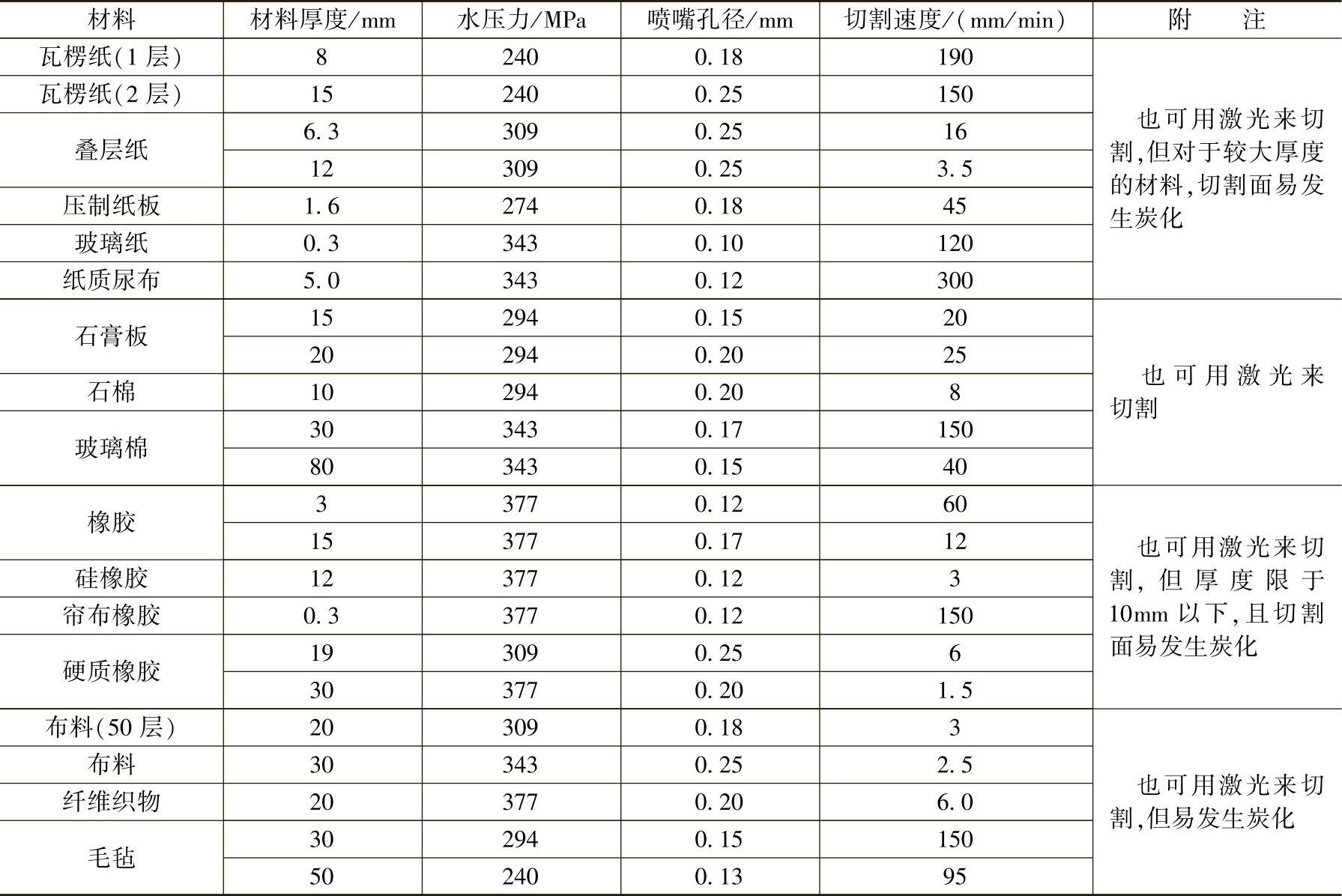
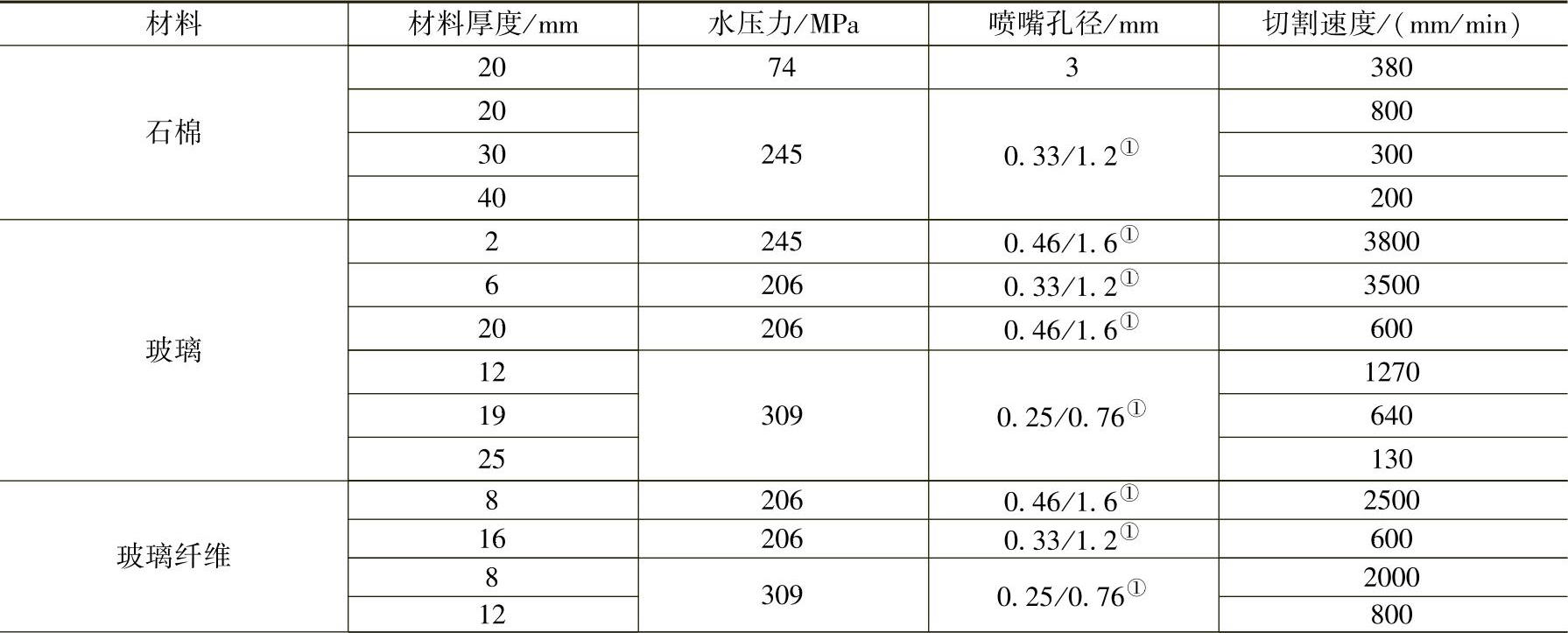
采用纯水型高压水射流来切割某些非金属材料的代表性工艺参数见表4-4-12。
表4-4-12 纯水型高压水射流切割某些非金属材料的代表性工艺参数
2.加磨料型切割工艺参数示例
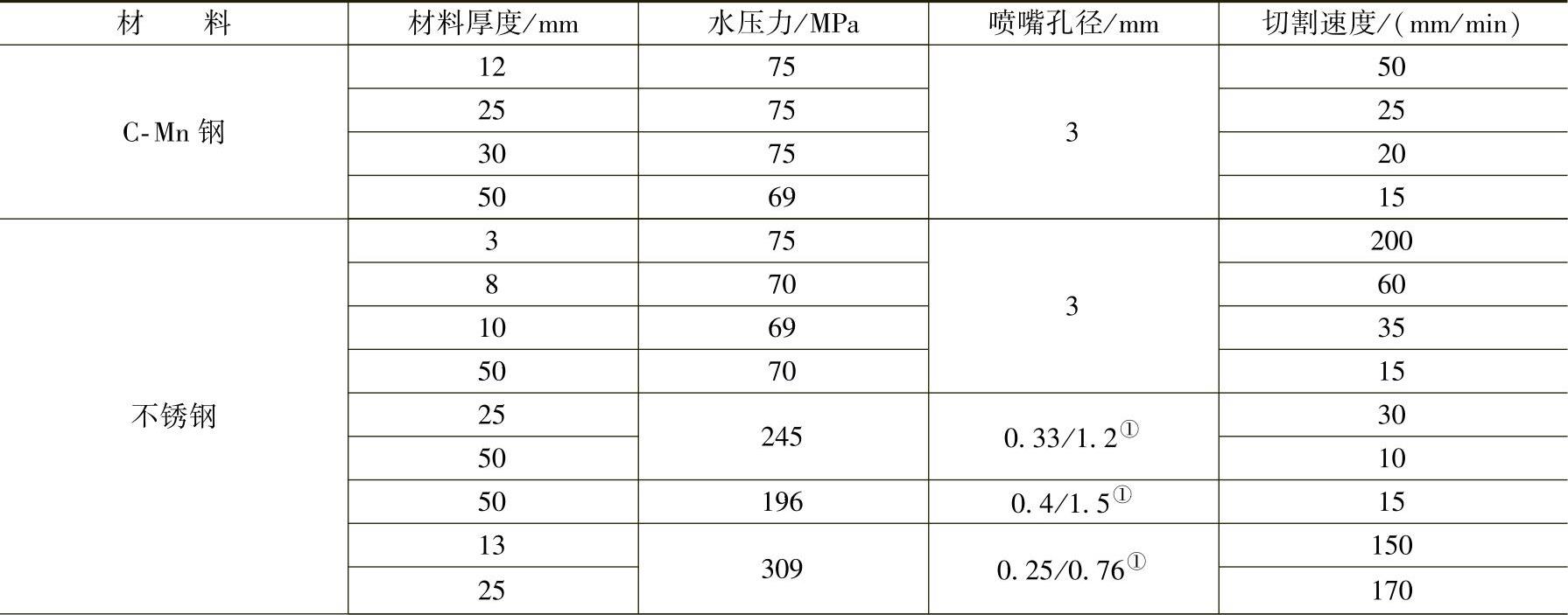
采用加磨料型高压水射流切割某些金属与非金属材料的工艺参数见表4-4-13、表4-4-14。
表4-4-13 加磨料型高压水射流切割金属材料的工艺参数
(续)
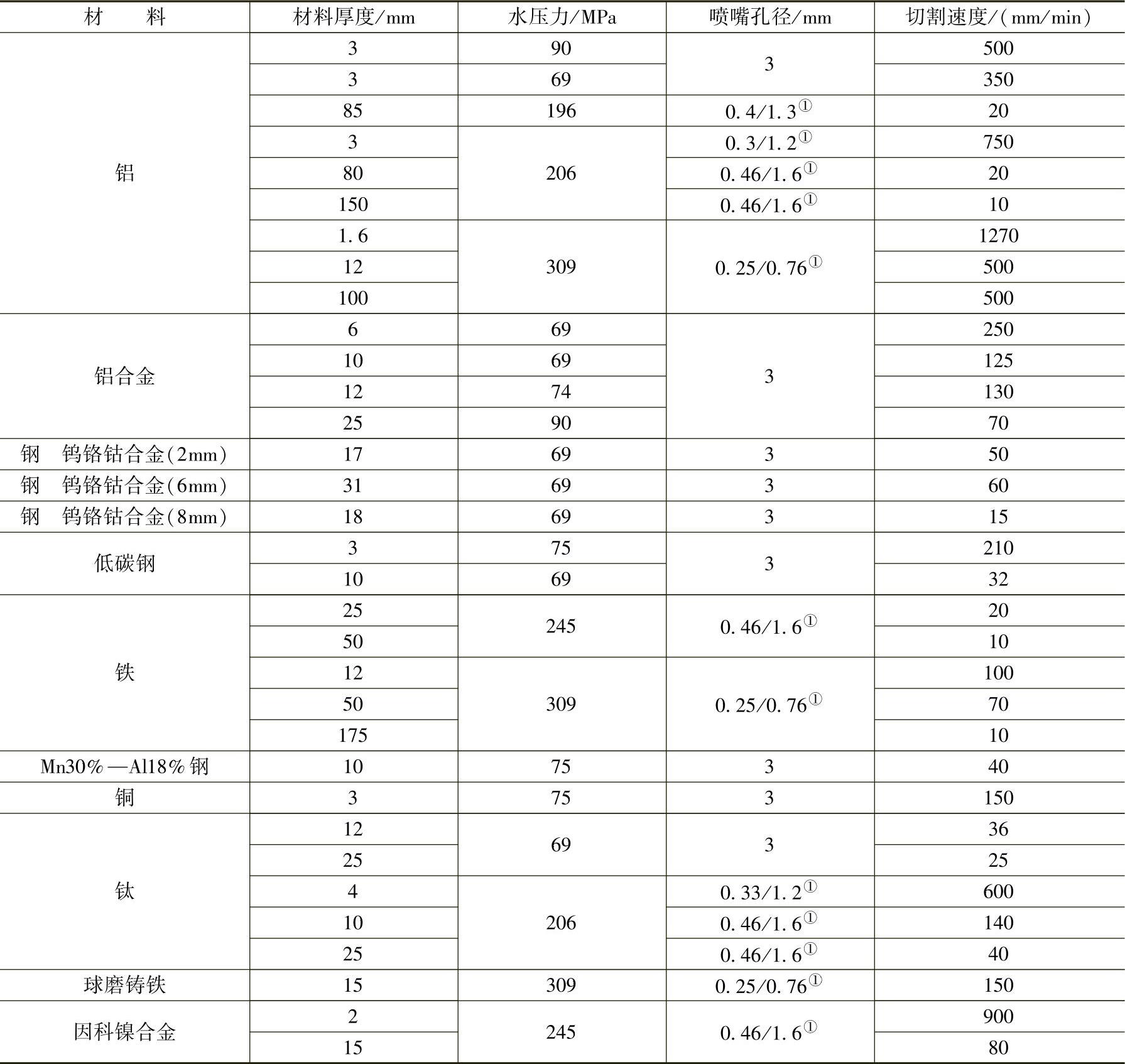
①喷嘴孔径的值为纯水型喷嘴直径/加磨料型喷嘴直径。
表4-4-14 加磨料型高压水射流切割非金属材料的工艺参数
(续)
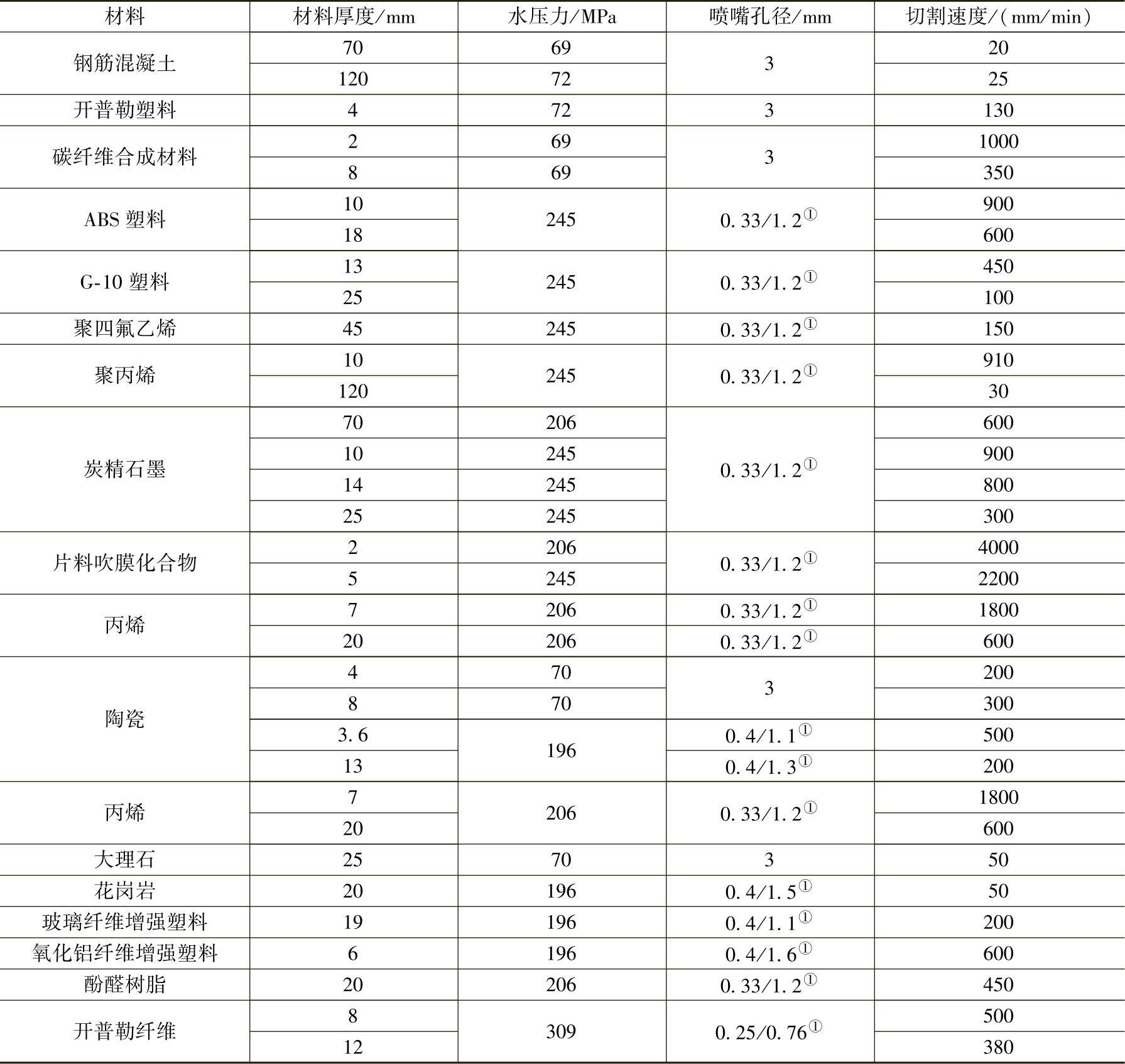
①喷嘴孔径的值为纯水型喷嘴直径/加磨料型喷嘴直径。
有关焊接方法与过程控制基础的文章

高压水射流切割的最大特点是用非热源的高能量水射流束来进行加工,切割中无热过程,故可用来切割几乎所有的金属及非金属材料,特别适用于各种热切割方法难以加工或不能加工的材料。......
2023-06-26

高压水射流切割作为一项高新技术在某种意义上讲是切割领域的一次革命,有着十分广阔的应用前景,随着技术的成熟及某些局限的突破,对其他切割工艺是一种完美补充。而便携式超高压水切割弹药销毁系统,应用超高压水射流“冷态切割”这一高新技术,将弹体切开,并利用高压水冲洗使炸药和弹体分离,再分别销毁和回收钢材和炸药。......
2023-06-24

高压水射流切割法按所用的工作介质分为高压水射流(纯水型)切割和在水中加入各种磨料的磨料高压水射流切割两种类型,如图4-4-16所示。目前正在研究一种空泡型水射流,主要是利用空泡对工件的侵蚀作用来提高纯水型高压水射流切割的切割能力,但尚未达到实用阶段。......
2023-06-26

由图18-1可知,珩磨速度是磨石圆周速度与轴向往复速度的合成,即式中v——珩磨速度;vr——磨石圆周速度;vf——磨石轴向往复速度。粗珩时取较大珩磨压力;精珩则相反。表18-6 珩磨压力3.珩程及越程量的调整由图18-5可知,珩磨头的珩程可按下式计算L=Lw+2a-Lt式中 L——珩程;Lw——工件孔的长度;a——越程量;Lt——磨石长度。......
2023-06-28

以工业领域最为常见的CO2激光切割系统为例,介绍激光切割设备的组成。CO2激光器有轴流式和横流式激光器之分,激光切割一般使用的是轴流式激光器。因此,激光切割的工艺参数主要包括光束参数、辅助气体两大类参数。单模激光的切割能力要优于多模,300W的单模激光与500W的多模激光具有同等的切割能力。研究表明,氧气纯度降低2%,切割速度会降低50%。......
2023-07-02

电弧喷涂的主要工艺参数有:喷涂电压、喷涂电流、雾化空气压力和流量、喷涂距离。由此可见,电弧电压对喷涂质量影响很大,在保证电弧稳定燃烧的前提下,应选择尽可能低的喷涂电压值。表2-7 常用材料的喷涂工作电压2.工作电流用于电弧喷涂的电源应具有平特性或略带上升的外特性,喷涂过程中,电弧电压保持不变,工作电流随送丝速度的增大而增大。......
2023-06-18
等离子弧切割设备主要由切割电源、高频发生器、控制箱、供气系统、割炬等部分组成。割炬是产生等离子弧并施行切割的关键部件,直接决定了切割效率和质量。等离子弧切割用的割炬大体上与等离子弧焊枪相似,其割炬的具体结构形式取决于切割的电流等级,小电流的割炬多采用风冷结构,利用高压气流对喷嘴及枪体进行冷却。对于水再压等离子弧切割系统需要供给喷射水的,需要配置高压泵。几种工作气体在等离子弧切割中的适用性见表8-8。......
2023-07-02

尽量选择已有的模具进行变形工艺的编制。热测尺寸的控制还与成品的内径与壁厚有关。应根据不同的规格,确定不同的热测尺寸。冷拔管的材质对钢管最终冷却尺寸也有影响。......
2023-06-23
相关推荐