图4-4-18 影响加磨料型高压水射流切割速度的主要工艺参数高压水射流切割的工艺参数很多,如切割水压、喷嘴孔径、喷嘴高度、磨料粒度、磨料量等。另外,适当增加磨料的供给量,虽然切割速度有所提高,但磨料的价格较高,使得加工成本提高,故在选用切割参数时,还应当考虑到切割的经济性因素。表4-4-13 加磨料型高压水射流切割金属材料的工艺参数(续)①喷嘴孔径的值为纯水型喷嘴直径/加磨料型喷嘴直径。......
2023-06-26
1.纯水型高压水射流切割
在空气中喷出的高速水射流的结构如图4-4-17所示。喷嘴出口区附近具有不含空气的中心水流,随着离喷嘴端部距离的增大,水射流逐渐扩展,并在外围区与空气相混合。
水射流中的压力在喷嘴出口附近分布较陡,且峰值较大。随着与喷嘴端部距离的增加,压力分布逐渐平缓。当水压大于196MPa时,喷出的水射流的速度超过声速。纯水射流对材料有以下作用:
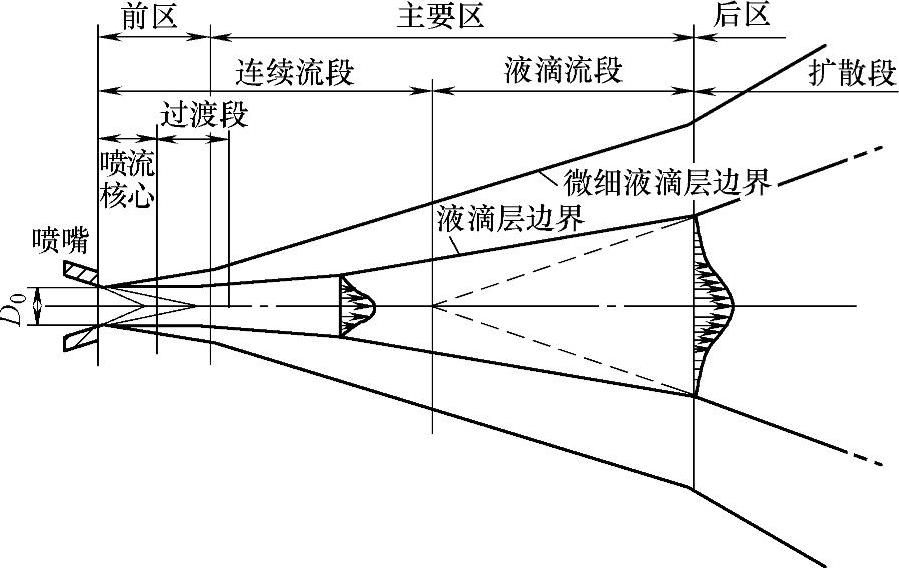
图4-4-17 在空气中喷出的高速水射流的结构示意图
1)动压作用。
2)因空泡引起的侵蚀作用(空蚀作用)。
3)因水滴的非固定撞击所引起的水冲击作用。
纯水射流切割就是借助高速水射流的上述作用来破坏材料分子间的结合,并将切口中破损的材料除去的过程。
2.加磨料型高压水射流切割
加磨料型高压水射流切割是借助水射流的动能加速磨料,利用磨料及水的动能来冲击和切割材料的过程。加磨料型高压水射流切割过程是由三种作用共同完成的:第一种是固体颗粒及液滴的冲蚀作用;第二种是带磨料的水射流沿工作界面的剪切破断作用(切削作用);第三种是切割面上磨料还起到微机械加工的作用。
高压水射流切割的最大特点是用非热源的高能量水射流束来进行加工,切割中无热过程,故可用来切割几乎所有的金属及非金属材料,特别适用于各种热切割方法难以加工或不能加工的材料。此外,高压水射流切割还具有以下一些特点:
1)由于水的冷却作用,被切割工件的温升很小,切口(包括切割面)的温度低于100℃,不产生热变形及热影响区,因此不会改变被切割材料的材质及性能,对于合金钢、有色金属(如钛、锆等)等热敏感性强的材料的切割尤为合适,还可直接制备金相检验用的试件。
2)切口质量高,没有毛刺、挂渣,切割面垂直、平整、光洁程度高,而且也没有撕裂或应变硬化等现象。切割薄金属板时,切割边不发生卷口现象。
3)切口宽度较小。纯水型切割时,水射流的直径通常在0.1~0.5mm,加磨料型的喷嘴孔径为1.2~2.5mm,在切割套料时有利于提高材料的利用率。
4)可以从工件上的任意一点开始或中止切割,而且加工零件内部的开孔也比较容易。
5)由于切割中反作用力小,割炬可用机器人来操纵,能用来切割三维曲面的工件。
6)不产生对人体健康有害的气体、粉尘等,对石棉、毛织物及各种纤维合成材料的加工尤为合适。
7)在严禁明火作业的区域,如海洋石油钻井及采油平台、炼油厂、大型油气储罐区以及油气输送管道等场合均可实现安全切割。
相对而言,高压水射流切割存在以下一些缺点:
1)设备成本比其他切割方法高。
2)切割硬质材料时的切割速度较低。
3)切割精度与机械加工相比稍差。
4)在某些切割场合,需对废水进行处理。
5)加磨料型的操作成本较高。
有关焊接方法与过程控制基础的文章

图4-4-18 影响加磨料型高压水射流切割速度的主要工艺参数高压水射流切割的工艺参数很多,如切割水压、喷嘴孔径、喷嘴高度、磨料粒度、磨料量等。另外,适当增加磨料的供给量,虽然切割速度有所提高,但磨料的价格较高,使得加工成本提高,故在选用切割参数时,还应当考虑到切割的经济性因素。表4-4-13 加磨料型高压水射流切割金属材料的工艺参数(续)①喷嘴孔径的值为纯水型喷嘴直径/加磨料型喷嘴直径。......
2023-06-26

高压水射流切割作为一项高新技术在某种意义上讲是切割领域的一次革命,有着十分广阔的应用前景,随着技术的成熟及某些局限的突破,对其他切割工艺是一种完美补充。而便携式超高压水切割弹药销毁系统,应用超高压水射流“冷态切割”这一高新技术,将弹体切开,并利用高压水冲洗使炸药和弹体分离,再分别销毁和回收钢材和炸药。......
2023-06-24

高压水射流切割法按所用的工作介质分为高压水射流(纯水型)切割和在水中加入各种磨料的磨料高压水射流切割两种类型,如图4-4-16所示。目前正在研究一种空泡型水射流,主要是利用空泡对工件的侵蚀作用来提高纯水型高压水射流切割的切割能力,但尚未达到实用阶段。......
2023-06-26
高压水切割为冷加工,没有热影响区,不会发生变形和烧蚀现象。高压水切割可以沿直线、曲线或数控切割,或开孔等,应用范围广。高压水切割速度快、切缝窄,切缝整齐无毛刺、效率高。喷嘴磨损后,射流严重扩散,不能再进行切割。图10-23人造蓝宝石喷嘴的形状加砂的高压水射流又称磨料水射流,它是在高压水切割技术上发展形成的一种新型切割工艺方法。......
2023-07-18

当激光束向前运动时,小孔前移并留下一条切缝。激光汽化切割是利用高能密度的激光束加热工件,表面温度迅速上升,极短时间内达到材料的沸点,材料开始汽化并形成蒸气,在蒸气喷出的同时,材料上形成切口。只要通过加热保持均衡的温度梯度,激光束就可引导裂纹在任何所需的方向上产生,这种方法切割速度很快,并且不需要太高功率的激光,否则会引起工件表面熔化,破坏切缝边缘。......
2023-07-02

下面介绍几种常用的等离子弧切割方法。由于空气是地球上最易得到和最廉价的气体,因此,等离子弧空气切割法是最经济的金属切割方法之一,也是目前应用量最大的等离子弧切割方法。表1-7-6 等离子弧切割参数电流和电压 切割电流和电压是最重要的切割工艺参数,电流、电压提高时,等离子弧功率提高。等离子弧切割设备通常有比较高的空载电压和工作电压,在使用电离能高的气体如氮气、氢气或空气时,稳定等离子弧所需的电压会更高。......
2023-06-26

以工业领域最为常见的CO2激光切割系统为例,介绍激光切割设备的组成。CO2激光器有轴流式和横流式激光器之分,激光切割一般使用的是轴流式激光器。因此,激光切割的工艺参数主要包括光束参数、辅助气体两大类参数。单模激光的切割能力要优于多模,300W的单模激光与500W的多模激光具有同等的切割能力。研究表明,氧气纯度降低2%,切割速度会降低50%。......
2023-07-02

等离子弧切割设备主要由切割电源、高频发生器、控制箱、供气系统、割炬等部分组成。割炬是产生等离子弧并施行切割的关键部件,直接决定了切割效率和质量。等离子弧切割用的割炬大体上与等离子弧焊枪相似,其割炬的具体结构形式取决于切割的电流等级,小电流的割炬多采用风冷结构,利用高压气流对喷嘴及枪体进行冷却。对于水再压等离子弧切割系统需要供给喷射水的,需要配置高压泵。几种工作气体在等离子弧切割中的适用性见表8-8。......
2023-07-02
相关推荐