高压水射流切割作为一项高新技术在某种意义上讲是切割领域的一次革命,有着十分广阔的应用前景,随着技术的成熟及某些局限的突破,对其他切割工艺是一种完美补充。而便携式超高压水切割弹药销毁系统,应用超高压水射流“冷态切割”这一高新技术,将弹体切开,并利用高压水冲洗使炸药和弹体分离,再分别销毁和回收钢材和炸药。......
2023-06-24
高压水射流切割法按所用的工作介质分为高压水射流(纯水型)切割和在水中加入各种磨料的磨料高压水射流切割两种类型,如图4-4-16所示。目前正在研究一种空泡(流体中因局部压力降低,液体内形成气相的现象)型水射流,主要是利用空泡对工件的侵蚀作用来提高纯水型高压水射流切割的切割能力,但尚未达到实用阶段。
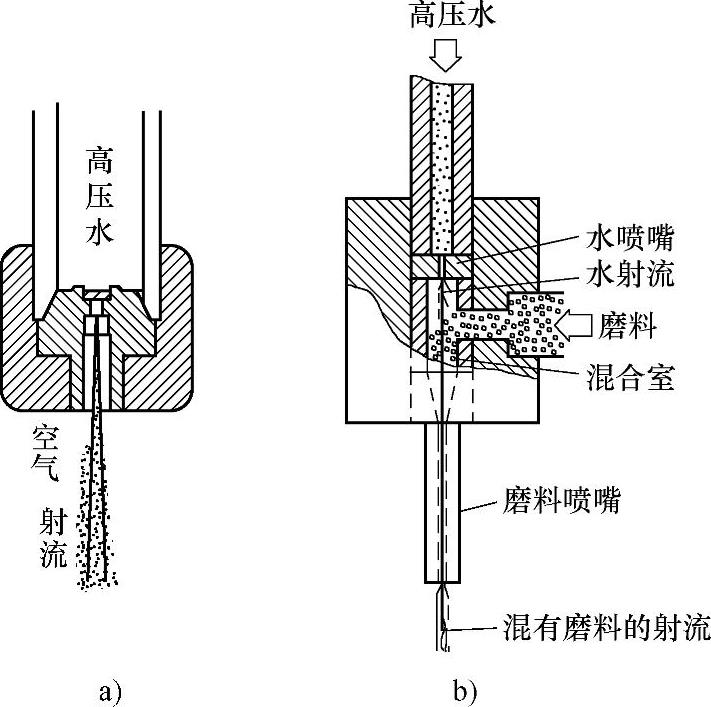
图4-4-16 高压水射流切割的两种类型
a)纯水型 b)加磨料型
1.纯水型
纯水型高压水射流切割法,水压为20~400MPa,由于仅仅利用从喷嘴孔喷出的高速高压水射流进行切割,与加磨料水射流切割相比,切割能力相对较低,但设备简单,消耗物品少,操作成本低。
2.加磨料型
加磨料型高压水射流切割法,因在水中掺入磨料,大大增强了水射流的冲击作用,故其切割能力比纯水型切割法大为提高,但设备较复杂,操作成本高。
加磨料型水射流切割,按掺入磨料的方式和水压高低可分为高压磨料水射流切割和低压磨料水射流切割两种。后者是近年才开发的一种新技术,具有很多优点,所以是一种很有发展前途的切割方法。
(1)高压加磨料型 高压加磨料型水射流切割是将高压水和磨料分别用管道输送至割炬,在割炬的混合室内混合后,磨料随高压水从喷嘴中喷出,故也称挟带式水射流切割。切割所用的水压通常在100~400MPa,近年来也有使用水压低于100MPa的。由于水压力很高,水从高压泵至割炬采用刚性的管子输送(柔性管仅在短时间内能承受250MPa的压力),切割工作只能在高压泵附近进行,所以大多数高压加磨料型水射流切割是固定式的。
(2)低压加磨料型 低压加磨料型水射流切割是将水和磨料预先在加压储罐内进行混合,然后把混合好的、带磨料的液浆用管子输送至割炬,从喷嘴中喷出进行切割,所以也称为直接注入式水射流切割。所使用的水压较低,通常在20~100MPa。由于水压相对较低,液浆可利用柔性管子输送到割炬,故割炬能远离高压泵装置,可在300~500m范围内实施切割,甚至能在距离高压泵500m处的进行切割和水下切割。与高压加磨料型水射流切割相比,低压加磨料型水射流切割具有以下优点:
1)由于使用的水压力较低,水泵的成本低。
2)结构简单,可以采用柴油机驱动整个机组。而柴油机不需要外部电源,因此机组可随意移动。
3)因水压力低,可使用柔性管,割炬可远离水泵装置。
4)能以和高压型相同的速度进行切割加工。
5)由于磨料悬浮在水中并用软管输送至喷嘴,消除了高压型因干料受潮致使磨料在管路中阻塞的问题。
6)因浆液中水量大于磨料量,喷嘴的消耗大为减少。
7)对水源的质量无特别要求,咸水或淡水都可使用。
8)对设备的要求不像高压型要求的那样严格,且对工件的不平整也不太敏感。
9)喷嘴结构简单,而高压型的喷嘴需精确对中,以免喷嘴过快磨损。此外,必要时可更换喷嘴,整个设备也可用于喷砂作业。
有关焊接方法与过程控制基础的文章

高压水射流切割作为一项高新技术在某种意义上讲是切割领域的一次革命,有着十分广阔的应用前景,随着技术的成熟及某些局限的突破,对其他切割工艺是一种完美补充。而便携式超高压水切割弹药销毁系统,应用超高压水射流“冷态切割”这一高新技术,将弹体切开,并利用高压水冲洗使炸药和弹体分离,再分别销毁和回收钢材和炸药。......
2023-06-24

高压水射流切割的最大特点是用非热源的高能量水射流束来进行加工,切割中无热过程,故可用来切割几乎所有的金属及非金属材料,特别适用于各种热切割方法难以加工或不能加工的材料。......
2023-06-26

图4-4-18 影响加磨料型高压水射流切割速度的主要工艺参数高压水射流切割的工艺参数很多,如切割水压、喷嘴孔径、喷嘴高度、磨料粒度、磨料量等。另外,适当增加磨料的供给量,虽然切割速度有所提高,但磨料的价格较高,使得加工成本提高,故在选用切割参数时,还应当考虑到切割的经济性因素。表4-4-13 加磨料型高压水射流切割金属材料的工艺参数(续)①喷嘴孔径的值为纯水型喷嘴直径/加磨料型喷嘴直径。......
2023-06-26

高压水切割为冷加工,没有热影响区,不会发生变形和烧蚀现象。高压水切割可以沿直线、曲线或数控切割,或开孔等,应用范围广。高压水切割速度快、切缝窄,切缝整齐无毛刺、效率高。喷嘴磨损后,射流严重扩散,不能再进行切割。图10-23人造蓝宝石喷嘴的形状加砂的高压水射流又称磨料水射流,它是在高压水切割技术上发展形成的一种新型切割工艺方法。......
2023-07-18

激光切割按照激光束的输出时间特性可以分为连续激光切割和脉冲激光切割。连续激光切割是重要的激光切割加工形式,主要用于各种材料的高效切割,而脉冲激光主要应用于材料的精密切割。下面以连续激光切割为对象,介绍激光切割的原理和方法分类。激光切割的原理如图4-1-38所示。......
2023-06-26

本节前述已介绍了热切割最常见的有气体火焰切割、等离子和激光切割三种。下面再介绍几种典型的管材热切割设备。而数控管子相贯线切割机正是针对这一要求而设计研发的进行管道相贯线切割的专有的自动化设备。管道数控相贯线切割机可有效地提高切割效率、切割质量,减轻操作者地劳动强度。......
2023-06-23
高压直流输电根据联络线的不同,大致可分为单极联络线、双极联络线、同极联络线。图4-1 单极HVDC联络线2.双极联络线双极HVDC联络线的结构如图4-2所示,由一正一负两根输电导线构成,每端有两个为额定电压换流站的阀串联在直流侧,两个换流阀之间的连接点接地。图4-3 同极HVDC联络线接地电流将对HVDC系统接地电极周围几千米范围内的油、气管道带来影响。上述各种HVDC系统结构通常均有串联的换流器组,每个......
2023-06-23
相关推荐