气割的主要设备包括氧气瓶、减压器、燃气瓶、割炬、回火保险器等,如图8-2所示。氧气瓶瓶体漆成天蓝色,并印有黑色“氧气”字样。必须注意的是,生产中所使用的氧气气瓶必须使用符合国家相关安全规程并经过定期检查。气体减压器的压力也应该进行定期检查,以保证其正常工作。国家标准规定,乙炔瓶内压力在15℃时不得大于1.52MPa。目前,通用的半自动气割机主要有手扶式、小车式和仿形式等。......
2023-07-02
(1)氧气瓶 氧气瓶是储存高压氧气的容器,容积为40L,储氧的最大压力为15MPa,形状如图4-4-8所示。按规定氧气瓶外表漆成天蓝色,并用黑漆标明“氧气”字样。氧气在高温下遇到油脂,就会有自燃爆炸的危险。必须正确地使用和保管氧气瓶:氧气瓶不应与其他气瓶混在一起;气焊工作地点与其他火源要距氧气瓶5m以上;禁止撞击氧气瓶;严禁沾染油脂等。氧气瓶口装有瓶阀,用以控制瓶内氧气进出,手轮逆时针方向旋转则可打开瓶阀,顺时针旋转则关闭。
(2)减压器 减压器的作用是将高压氧气瓶中高压氧气减压至焊炬所需的工作压力(0.1~0.3MPa)供焊接使用;同时减压器还有稳压作用,以保证火焰能稳定燃烧。减压器的构造和工作原理如图4-4-9所示。使用减压器时,先缓慢打开氧气瓶阀门,然后旋转减压器的调节手柄,待压力表指示值达到所需要压力时为止;在停止工作时,先松开减压阀的调节螺栓,再关闭氧气瓶阀门。
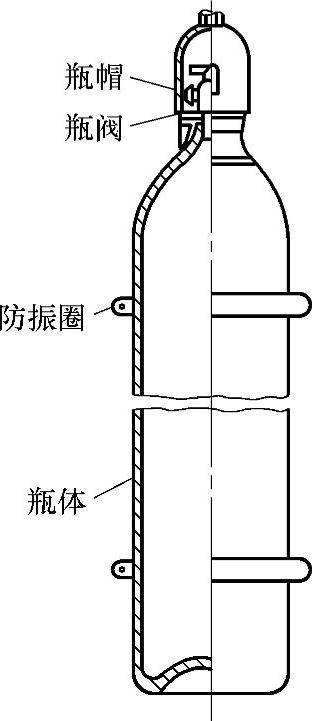
图4-4-8 氧气瓶形状
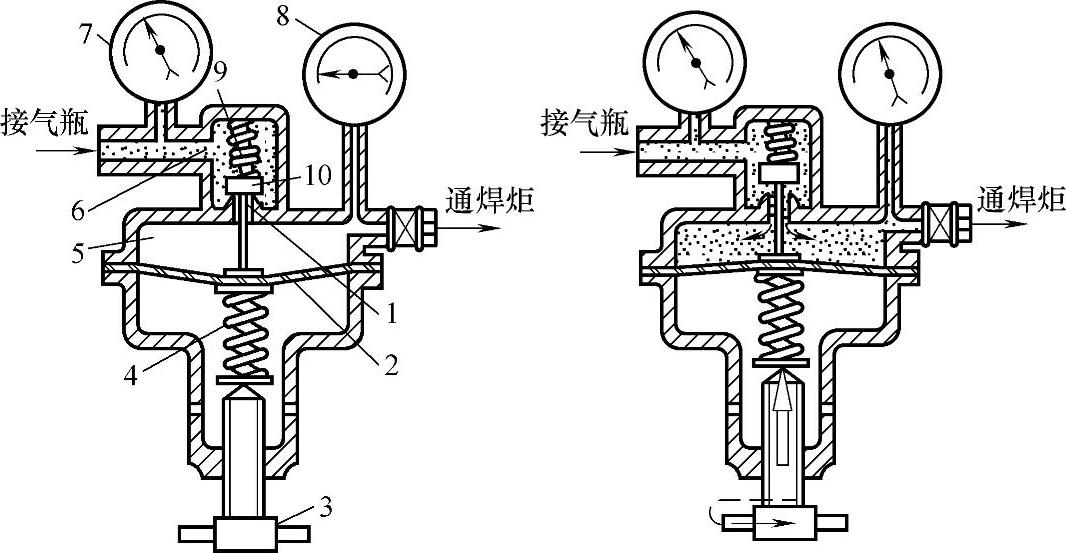
图4-4-9 减压器的构造和工作原理
1—通道 2—薄膜 3—调压手柄 4—调压弹簧 5—低压室 6—高压室 7—高压表 8—低压表 9—活门弹簧 10—活门室
减压器的工作原理:如图4-4-9所示,松开调压手柄3(逆时针方向),活门弹簧9闭合活门室10,高压气体就不能进入低压室5,从氧气瓶来的高压气体停滞在高压室6内,高压表7指示出高压室气体的压力,即氧气瓶内气体的压力。拧紧调压手柄(顺时针方向),使调压弹簧4顶压低压室内的弹性薄膜2,并通过传动杆顶开高压室与低压室间通道1的活门,使高压室内的高压气体进入低压室,于是高压气体体积膨胀,压力下降,此时低压表8指示出低压室气体的压力,低压室气体从出气口橡胶管流向焊炬。如果低压室气体压力偏高了,向下的总压力大于调压弹簧向上的力,则压迫弹性薄膜和调压弹簧,而使活门开启的程度变小,进入低压室的高压气体量减小,低压室气体压力下降;相反,低压室的气体压力偏低了,向下的总压力小于调压弹簧向上的力,此时弹性薄膜上鼓,使得活门开启程度变大,进入低压室的高压气体量增加,于是低压室的气体压力升高;活门的开启程度取决于调压螺栓的行程,当进入低压室的高压气体流量与低压室输出气体的流量相等时,即输出气体稳定在设定的压力值,减压器能自动维持低压气体的压力。通过调压螺栓的行程来调节调压弹簧压力,就能调整气焊和气割所需的气体压力。
(3)乙炔瓶 乙炔瓶是储存溶解乙炔的容器,其外形与氧气瓶相似,如图4-4-10所示,但其表面涂成白色,并用红漆写上“乙炔”字样。在瓶的顶部装有阀门,供开闭气瓶和安装减压器、橡胶气管,并用瓶帽保护;在瓶内装有浸满丙酮的多孔性填充物(活性炭、木屑、硅藻土等),丙酮对乙炔有良好的溶解能力,可使乙炔稳定、安全地储存于钢瓶内。使用时打开阀门,溶解在丙酮中的乙炔就分离出来。通过乙炔瓶阀流出,而丙酮仍留在瓶内,以便溶解再次压入的乙炔;在瓶阀下面的填充物中心部位的长孔内放置石棉绳,其作用是促使乙炔与填充物分离。
(4)焊炬 焊炬是气焊的主要工具。燃气和氧气通过焊炬以一定的比例进行混合后由喷嘴孔喷出。按燃气和氧气的混合方式的不同,焊炬分为射吸式和等压式两类。
1)射吸式焊炬:氧气通过喷嘴以很高的速度射入射吸管,将低压燃气吸入射吸管。氧气与燃气以一定的比例在混合管内混合后流出,点燃后形成供焊接使用的火焰。燃气压力不大时,也能保证正常使用(一般燃气压力大于0.001MPa即可)。其构造原理如图4-4-11所示。
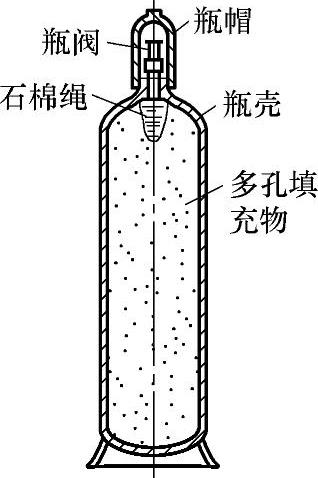
图4-4-10 乙炔气瓶的外形

图4-4-11 射吸式焊炬的构造原理图
2)等压式焊炬:氧气和燃气各以一定的压力和流量进入混合室混合后由焊嘴喷出,点燃后形成气焊火焰。等压式焊炬与射吸式焊炬相比结构简单,只要进入焊炬的气体压力不变,就可以保证火焰的稳定。等压式焊炬由于燃气压力较高,所以回火的可能性比射吸式焊炬小。
焊炬所使用的可燃气体主要以乙炔燃气为主。由于以丙烷、丙烯等石油气体为主的新型燃气的出现,目前开发出了丙烷焊炬和焊嘴。丙烷焊炬和乙炔焊炬在外形上是一样的,内部结构略有不同。丙烷焊嘴和乙炔焊嘴结构差别较大。由于丙烷等石油气体与乙炔气相比火焰温度低、燃烧速度慢、耗氧量大,效果不如乙炔,故仅用于铜、铝等有色金属气焊、钎焊和薄板(厚2mm以下)碳钢的气焊。
(5)割炬 割炬是进行火焰切割的主要工具。割炬分为手工割炬和机用割炬,机用割炬主要用于各种切割机。无论是手工割炬还是机用割炬,按工作原理可分为射吸式割炬和等压式割炬。
1)手工割炬。可分为如下三种:
①射吸式割炬。其结构如图4-4-12所示。当氧气以很高的速度射入射吸管时,将低压燃气吸入射吸管。氧气与燃气以一定的比例混合后从割嘴混合气体孔中流出,点燃后形成所需的预热火焰。通过燃气阀门和预热氧阀门可将预热火焰调节至合适的长度,用以加热被切割处的金属。当被切割处金属预热到燃烧温度后,打开切割氧阀门,提供高速切割氧流,移动割炬形成切口,实现切割。
射吸式割炬对燃气压力要求不高,可采用低压燃气,也可采用中压燃气。射吸式割炬是应用最广的通用型手工割炬。
②等压式割炬。等压式割炬的燃气、预热氧分别由单独的管路进入割嘴内混合。由于燃气是靠自身的压力进入割炬,所以它不适用于低压燃气,而须采用中压燃气。等压式割炬具有气体调节方便、火焰燃烧稳定、不易回火等优点,其应用越来越普遍。其结构如图4-4-13所示。
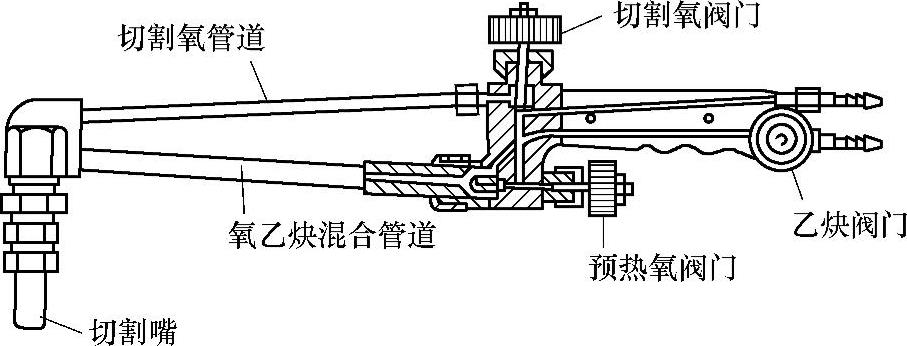
图4-4-12 射吸式割炬结构
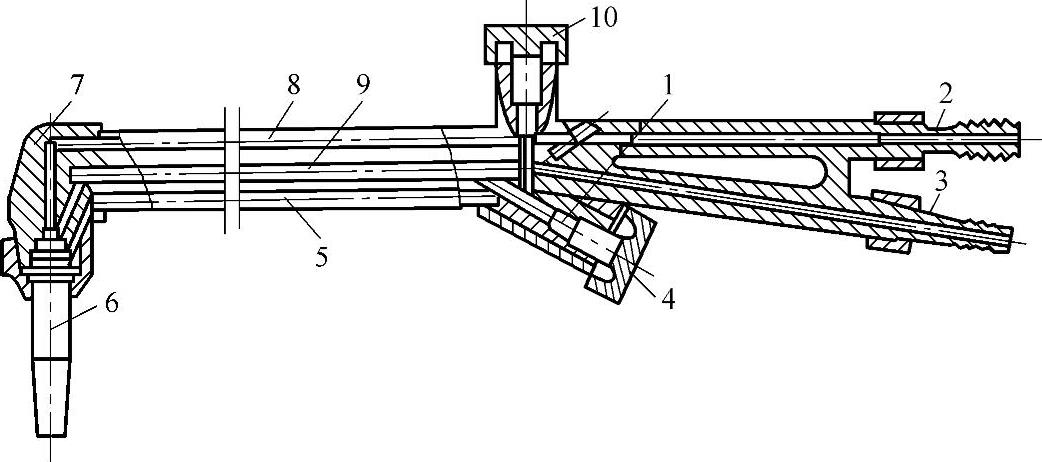
图4-4-13 等压式割炬结构
1—主体 2—氧气接头 3—燃气接头 4—预热氧阀门 5—预热氧气管 6—割嘴 7—割嘴接头 8—切割氧气管 9—燃气管 10—切割氧调节阀
③焊割两用炬。焊割两用炬既可以用作焊炬,又可以用作割炬,在通常情况下是装配成割炬形式的,当需要用作焊炬时,需拆下连接在主体上的切割氧气管、混合气管及割嘴,换上适合于焊接用的混合气管和焊嘴,切断切割氧气源,关紧切割氧调节阀,就变成焊炬,可进行气焊工作。
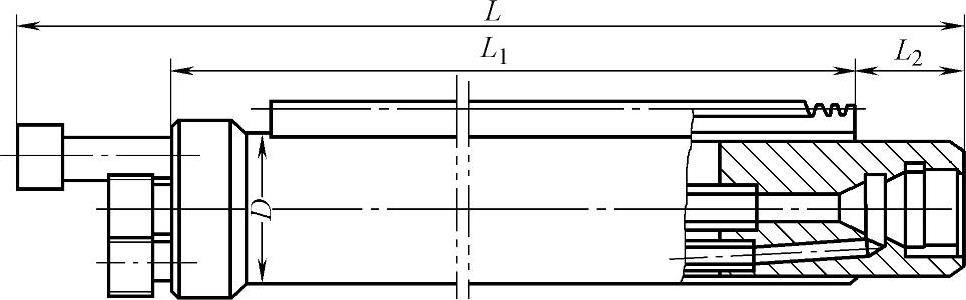
图4-4-14 机用射吸式割炬结构
2)机用割炬。机用割炬主要是用于各种数控、门架式、光电、仿形、小车式的自动或半自动切割机。按使用的割嘴不同,也分为射吸式和等压式两种结构,分别如图4-4-14和图4-4-15所示。
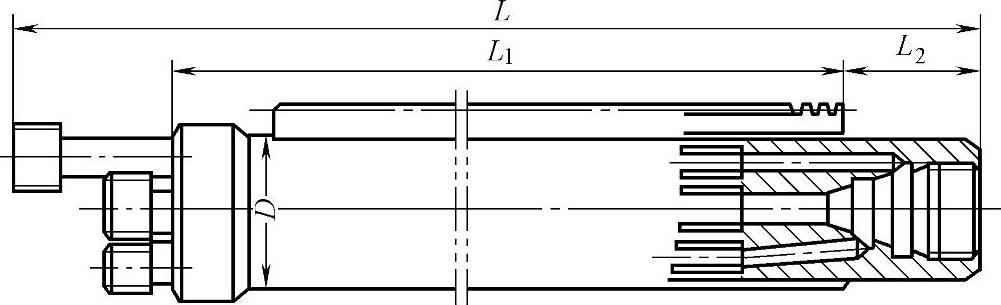
图4-4-15 机用等压式割炬结构
(6)辅助器具与防护用具 辅助器具有通针、橡皮管、点火器、钢丝刷、锤子、锉刀等。防护用具有气焊眼镜、工作服、手套、工作鞋、护脚布等。
有关焊接方法与过程控制基础的文章

气割的主要设备包括氧气瓶、减压器、燃气瓶、割炬、回火保险器等,如图8-2所示。氧气瓶瓶体漆成天蓝色,并印有黑色“氧气”字样。必须注意的是,生产中所使用的氧气气瓶必须使用符合国家相关安全规程并经过定期检查。气体减压器的压力也应该进行定期检查,以保证其正常工作。国家标准规定,乙炔瓶内压力在15℃时不得大于1.52MPa。目前,通用的半自动气割机主要有手扶式、小车式和仿形式等。......
2023-07-02

气割广泛应用在各种碳钢和低合金钢的钢板下料、开焊接坡口及铸件浇冒口等领域,切割厚度可达300mm以上。乙炔瓶在使用时必须垂直放置,温度应控制在40℃以下;严禁剧烈振动或撞击气瓶。6)护目镜气焊、气割时,操作者应佩戴护目镜,以保护眼睛不受火焰亮光的刺激,防止飞溅金属伤害眼睛。......
2023-06-27
气焊设备主要包括氧气瓶、乙炔气瓶、减压器、焊炬、软管等,如图4-11所示。一般情况下,应禁止使用平放的氧气瓶。高压气体经过减压活门5减压后流入低压室7,此时气体体积增大、压力降低,由出气口8供给气焊使用。......
2023-06-24

切割的实质是被切割的材料在氧气中燃烧的过程,并且与借助切割氧的流动而排除熔渣的物理过程相结合。目前最常见的气体火焰切割是氧-乙炔火焰切割和氧-丙烷切割。2)金属的燃点比熔点低,否则不能实现氧气切割而变成熔化切割。铝材虽然氧化反应热很高,但是其氧化物的熔点远高于铝的熔点,并且材料燃点与熔点接近,也属于不可气割的金属。表8-2 常见金属及其氧化物的熔点、燃烧热及其气割性......
2023-07-02

气割工艺参数 气割工艺参数主要包括割炬型号和切割氧压力、切割速度、预热火焰能率、割嘴与工件间的倾斜角、割嘴离工件表面的距离等。切割速度由操作者根据切口的后拖量自行掌握。图4-4-5 氧气纯度对气割时间和氧气消耗量的影响曲线1—对切割时间的影响 2—对氧气消耗量的影响在气割时,后拖量总是不可避免的,尤其气割厚板时更为显著。......
2023-06-26
乙炔完全燃烧的化学反应方程式如下:C2H2+2.5O2==2CO2+H2O+1302.7kJ/mol 对在焊嘴出口处形成的气焊火焰来说,基本按以下化学反应方程式进行燃烧。当氧与乙炔的混合比例小于1.1时,火焰变成碳化焰。内焰处在焰心前2~4mm部位,燃烧激烈,温度最高,可达3100~3150℃。气焊时,一般利用这个温度区域进行焊接,因而称为焊接区。火焰能率的大小由焊炬型号和焊嘴号码大小决定。......
2023-06-26
实际操作中,气割的工艺参数包括预热火焰功率、氧气压力、切割速度、割嘴到工件的距离及切割倾角等。高度过低会使切口上线发生熔塌及增碳,飞溅时易堵塞割嘴。手工曲线切割时,割嘴垂直于工件。气割时一般应调整火焰至中性焰,一般不采用碳化焰。当到达终点时,应迅速关闭切割氧气的阀门并将割炬抬起,然后关闭燃气阀门,最后关闭预热氧气阀门。......
2023-07-02
相关推荐