本例主要讲述对蜗壳结构网格拓扑的划分。图4.1-22 蜗壳初始块的创建2.块的拉伸及剖切及点的合并1)在功能栏里选择→→。2)将蜗壳出口圆柱段部分进行O形网格剖分;环形部分进行C形网格剖分,如图4.1-24所示。设置全局网格尺寸,并调整节点位置。图4-1-23 整个流道块的创建图4.1-24 块的剖分图4.1-25 隔舌处块结构放大图图4.1-26 隔舌处点的合并图4.1-27 蜗壳网格生成......
2023-06-26
斯太尔汽车后桥壳中段与半轴的装焊结构如图4-2-26所示。桥壳中段材质为Q345(16Mn),轴头材质为30Mn2,状态是调质态;内部衬环采用20钢,对异种钢的焊接起一个过渡作用,减少焊缝下沉、咬边和焊接裂纹缺陷。
工艺试验在德国制造EBW15/60-701型真空电子束焊机上进行,焊机的加速电压为60kV,焊室容积701L,最大焊接速度50mm/s。
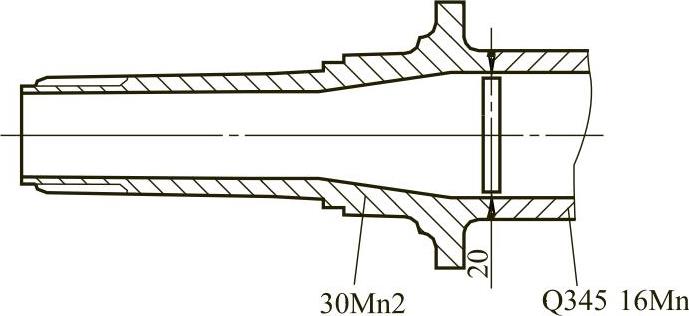
图4-2-26 汽车后桥壳中段与半轴的装焊结构
Q345(16Mn)钢碳当量为0.41%,30Mn2钢碳当量为0.58%,30Mn2钢的碳当量高,淬硬倾向大,对焊接冷裂纹敏感。对于Q345(16Mn)和30Mn2异种钢焊接,采取了如下工艺措施:
1)控制热输入,减小热影响区软化。
2)采用焊前预热和焊后缓冷,以降低接头区的冷却速度,可减少冷裂纹的产生。预热温度200~250℃。
3)为了防止产生气孔,降低焊缝氢含量,焊前对焊接处进行严格清理,装配前用砂纸将氧化膜及锈迹打磨干净,露出金属光泽,用汽油洗去油污,最后用丙酮清洗干净,放入烘箱进行200~250℃预热,保温待焊。
4)真空电子束焊焊接参数:加速电压60kV,电子束流120mA,焊接速度1.99mm/s,聚焦电流488mA,真空度2×10-2Pa;
焊接接头经解剖检验,焊缝中未发现气孔、夹渣;对焊缝进行外观检查以及超声波和100%X射线探伤,均未发现焊接裂纹;对焊接桥壳进行载荷为18.75t,重复80万次的疲劳试验,焊缝未出现疲劳裂纹。
有关焊接方法与过程控制基础的文章

本例主要讲述对蜗壳结构网格拓扑的划分。图4.1-22 蜗壳初始块的创建2.块的拉伸及剖切及点的合并1)在功能栏里选择→→。2)将蜗壳出口圆柱段部分进行O形网格剖分;环形部分进行C形网格剖分,如图4.1-24所示。设置全局网格尺寸,并调整节点位置。图4-1-23 整个流道块的创建图4.1-24 块的剖分图4.1-25 隔舌处块结构放大图图4.1-26 隔舌处点的合并图4.1-27 蜗壳网格生成......
2023-06-26

焊接工装是焊接设备为满足产品结构要求确保正常运转的关键手段,是保证生产有序开展的重要环节。根据TSGG0001《锅炉安全技术监察规程》中第4.3.2条规定的焊接工艺评定范围:“锅炉产品焊接前,施焊单位应当对以下焊接接头进行焊接工艺评定:①受压元件......
2023-07-02

因此,进行水下焊接与切割作业时,必须切实遵守水下焊接和切割的安全规定,确保施工安全。水下焊接与切割时,要注意保护作业人员的眼睛。水下焊接舱内不能放置涂料、熔剂等可能放出有毒或刺激性气体的物质。局部干法水下焊接的安全防护要求与湿法水下焊接的要求相同。......
2023-06-26

2焊接或气割场地应无火灾隐患。控制装置应能可靠地切断设备最大额定电流。7露天工作的焊机应设置在干燥和通风的场所,其下方应防潮且高于周围地面,上方应设棚遮盖和有防砸措施。......
2023-06-25
内罐由X7Ni9钢焊制。单台罐内罐纵焊缝长度801m,环焊缝长度约2600m。为此,采取以下技术措施,以保证内罐的焊接质量。3)根据公司LNG储罐施工经验,严格控制焊接顺序,特别是SAW可以最大限度地减少焊接裂纹。表16-15 PQR试验记录表16-16 项目WPS数据统计7.焊工资格控制按照EN287-1焊接资格考试、EN1418自动焊工焊接资格考试的要求,对所有进入项目的焊工进行现场考试,合格后方能上岗工作,以确保内罐的焊接质量。......
2023-07-02

为保证一定的Uf,要求Uf随If增大而增大。根据生产经验规定Uf与If的关系为一缓升直线,把它作为规定负载特性,以便确定弧焊电源的If或Uf调节范围。1)焊条电弧焊和埋弧焊的负载特性。2)TIG焊和等离子弧焊的负载特性。通常要求如下:Ifmax/Ie≥1.0,Ifmin/Ie≤0.20。其中,Ie为额定焊接电流。在等速送丝MIG/MAG/CO2焊时,If主要由送丝速度决定,与电压无关。......
2023-06-25

激光热传导焊时,金属材料只是在激光照射下产生熔化和形成熔池,熔池不出现明显的汽化现象。在这个区域,匙孔周围存在压力梯度和温度梯度。在压力梯度的作用下,熔化材料绕匙孔的周边由前沿向后沿流动。日本大阪大学接合所的Matsunawa等人所做的钨颗粒显示熔池流动的试验发现,在激光深熔焊的熔池中存在旋转的涡流构造,且能量较大,有强烈的搅拌力作用。......
2023-06-26

渗碳焊接齿轮在加热或淬火冷却时开裂倾向很大,因此应尽可能将内外圈和辐板处焊缝的拉应力减小到最低限度。实例1 大型焊接齿轮,齿圈选用低碳优质合金钢20CrNi2MoA;轮辐和筋板采用Q235AF钢;轮毂采用ZG35铸钢。齿轮渗碳淬火畸变情况检验见表5-66。齿轮渗碳淬火后略呈椭圆和喇叭状,其圆度为1.51mm,锥度平均为1.8mm。图5-9 大型焊接齿轮渗碳工艺曲线图5-10 大型焊接齿轮高温回火工艺曲线图5-11 大型焊接齿轮淬火工艺曲线图5-12 随炉试样有效硬化层硬度梯度曲线......
2023-06-29
相关推荐