高的切割速度1200W的CO2激光切割2mm厚低碳钢板的切割速度达到0.1m/s,切割5mm厚有机玻璃的切割速度0.2mm/s;激光切割钢板生产率达到冲模下料的30%左右。试验设备和材料 其试验设备采用波长为10.6μm、功率为4kW的快速轴流CO2激光器,光束聚焦使用125mm的透镜。......
2023-06-26
1.脉冲激光切割特性
脉冲激光切割可获得宽度窄而且均一的切口、垂直而光洁的切割面,但切割速度大大低于连续激光切割,主要用于精细、高精度零件的切割加工和打孔。
脉冲激光切割的主要工艺参数是激光平均输出功率、脉冲峰值功率、脉冲频率和脉冲持续时间(脉冲宽度)、切割速度、焦点位置和辅助气体。这些工艺参数对切割质量的影响表现如下:
(1)激光平均输出功率Pa脉冲切割低碳钢时,随着Pa的增大,切口宽度也增大。因此,选择Pa要恰当,Pa选得过大,切口宽度会太大,影响切割质量。
(2)脉冲峰值功率PpPp对切割面的表面粗糙度和热影响区的宽度有明显的影响。随着Pp的增大,切割面粗糙度降低,但当Pp大于某一临界值后,表面粗糙度不再降低,并且切割面的表面粗糙度沿板厚方向也有所不同,切割面上部表面粗糙度较小而下部较粗糙,两者相差约Ra10μm。钢板越薄,切割面表面粗糙度越小,切割面上、下部的差异也越小,如厚1.2mm钢板的平均表面粗糙度均在Ra10μm以下。
(3)脉冲频率 脉冲频率影响切割面的表面粗糙度和热影响区宽度。脉冲频率的增大会使切割面的表面粗糙度降低,但频率高于一定值后,表面粗糙度反而增大;同时,随着脉冲频率的增大,切口上部热影响区宽度和中央处热影响区宽度变化不大,而下部热影响区宽度则明显增大,因此,从减小热影响区宽度而言,脉冲频率宜低一些,尤其在切割带尖角的零件时。
(4)切割速度 与连续激光切割一样,脉冲激光切割时,如切割速度过慢,切口宽度会增大;切割速度过快,切口则不整齐,切割面表面粗糙度增大。
(5)焦点位置 当离焦量为0时,上部切口宽度和下部宽度都达到最小值。
脉冲激光切割时,在正确选择切割参数的条件下,可以获得很窄的切口宽度和光滑的切割面,且尺寸精度能控制在±0.05mm以内,特别适合于细微加工。
2.脉冲激光切割应用
由于脉冲激光切割可获得宽度窄而且均一的切口、垂直而光洁的切割面,但其主要用于精细、高精度零件的切割加工,特别是在一些半导体、电子器件以及医疗器械行业中使用广泛,下面简单介绍其在医疗器械制造中的应用。
在冠心病的治疗方面,已经从药物治疗、外科手术治疗发展到了介入式治疗。在介入式治疗中使用最多的冠状动脉支架大多是采用激光精细切割制备而成的,图4-1-40和4-1-41所示分别为手工编制的支架和激光切割的支架。

图4-1-40 手工编制的支架
冠状动脉支架一般采用的材料是316L不锈钢,合金成分为022Cr17Ni12Mo2N,管材直径为1.6mm,壁厚为0.1mm,采用Nd:YAG激光器进行切割,首先利用二维CAD软件进行结构设计,然后生成与切割机接口兼容的文件,最后用切割机软件完成激光切割轨迹的编程,进行切割即可,切割过程示意图如图4-1-42所示。
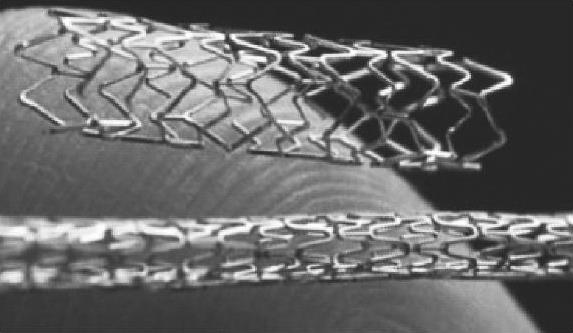
图4-1-41 激光切割的支架
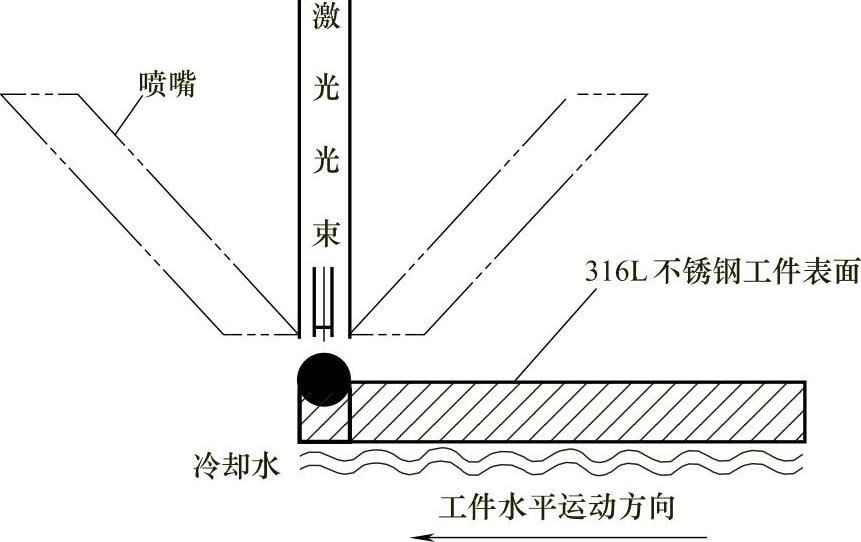
图4-1-42 冠脉支架切割过程示意图
激光切割辅助气体氧气与激光束同轴由喷嘴喷出,保护透镜免受污染并吹走激光切割区域底部熔渣,使切割过程顺利持续进行,同时有利于提高工件对激光的吸收率。氧气与奥氏体不锈钢在高温下发生铁氧反应,提供了大量热量,使切割进程加速,从而提高切割能力和质量。氧气压力为0.2~0.4MPa,速度较高,与切口材料进行充分放热反应,并有足够的动量将熔融材料喷射带走。喷射气流压力过低,吹不走切口处熔融材料;压力过高,容易在工件表面形成涡流,削弱了气流去除熔融材料的能力。氧气流速越高,燃烧化学反应和去除熔渣的速度也越快。但氧气流速不是越快越好,流速过快导致切缝出口处金属氧化物的快速冷却,对切割质量不利。喷嘴气流需与切缝处耦合。喷嘴离工件太近,产生对透镜强烈返回压力,影响对316L不锈钢切割溅射质点的驱散能力;喷嘴离工件太远,产生不必要的动能。
有关焊接方法与过程控制基础的文章

高的切割速度1200W的CO2激光切割2mm厚低碳钢板的切割速度达到0.1m/s,切割5mm厚有机玻璃的切割速度0.2mm/s;激光切割钢板生产率达到冲模下料的30%左右。试验设备和材料 其试验设备采用波长为10.6μm、功率为4kW的快速轴流CO2激光器,光束聚焦使用125mm的透镜。......
2023-06-26

图4-1-39列出了影响激光切割质量的主要材料特性。激光模式及光束质量对切割质量的影响 激光模式决定了聚焦焦点的能量分布,对切割质量影响非常大。而多模激光的能量分布是不对称的,所以不同方向的切口宽度可能不均一,质量也可能不同。......
2023-06-26

激光切割按照激光束的输出时间特性可以分为连续激光切割和脉冲激光切割。连续激光切割是重要的激光切割加工形式,主要用于各种材料的高效切割,而脉冲激光主要应用于材料的精密切割。下面以连续激光切割为对象,介绍激光切割的原理和方法分类。激光切割的原理如图4-1-38所示。......
2023-06-26

以工业领域最为常见的CO2激光切割系统为例,介绍激光切割设备的组成。CO2激光器有轴流式和横流式激光器之分,激光切割一般使用的是轴流式激光器。因此,激光切割的工艺参数主要包括光束参数、辅助气体两大类参数。单模激光的切割能力要优于多模,300W的单模激光与500W的多模激光具有同等的切割能力。研究表明,氧气纯度降低2%,切割速度会降低50%。......
2023-07-02

图2-23 激光切割自由成形机原理图激光切割自由成形机的工作过程见图2-24,成形结束后得到包含成形件和废料的叠层块,成形件被废料小网格包围,剔除这些小网格之后,便可得到三维成形件。图2-24 激光切割自由成形机的工作过程a)工作台下降一层的高度送进新一层纸 b)热粘压 c)切割轮廓线和网格线......
2023-06-15
当激光束向前运动时,小孔前移并留下一条切缝。激光汽化切割是利用高能密度的激光束加热工件,表面温度迅速上升,极短时间内达到材料的沸点,材料开始汽化并形成蒸气,在蒸气喷出的同时,材料上形成切口。只要通过加热保持均衡的温度梯度,激光束就可引导裂纹在任何所需的方向上产生,这种方法切割速度很快,并且不需要太高功率的激光,否则会引起工件表面熔化,破坏切缝边缘。......
2023-07-02

以国家产学研激光技术中心与一汽轿车股份公司合作开发“红旗”轿车顶盖的激光三维切割技术为例,介绍激光切割技术的典型应用。图8-21 “大红旗”轿车后背箱盖三维覆盖件的激光切割a)生成加工轨迹 b)实际切割件......
2023-07-02

按金属切断方式划分,热切属热切割类。3.3升华切割原理升华切割主要指激光切割,就是利用经聚焦的高功率密度激光束照射工件,使被照射的材料迅速熔化、汽化、烧蚀或达到燃点,同时借助与光束同轴的高速气流吹除熔融物质,从而实现将工件割开。......
2023-06-23
相关推荐