气阀钢是在高温下使用的热强钢类,它对钢的冶金质量有较严格的要求。这将对气阀钢的高温强度、韧性和耐热腐蚀等性能产生显著的影响。硅是平衡钢中含氧量的主要脱氧元素。......
2025-09-29
影响激光切割的因素很多,主要包括三个方面:材料特性、激光光束特性以及工艺参数等。这些因素共同作用形成切口,主要以最大切割速度、热影响区大小、切口宽度和表面粗糙度的外在指标来评价切割加工质量。
1.材料对切割质量的影响
切割材料本身的特性对切割质量起着至关重要的作用,因为它们直接影响材料对光束能量的吸收率,最终决定着激光加工的能量利用率。图4-1-39列出了影响激光切割质量的主要材料特性。
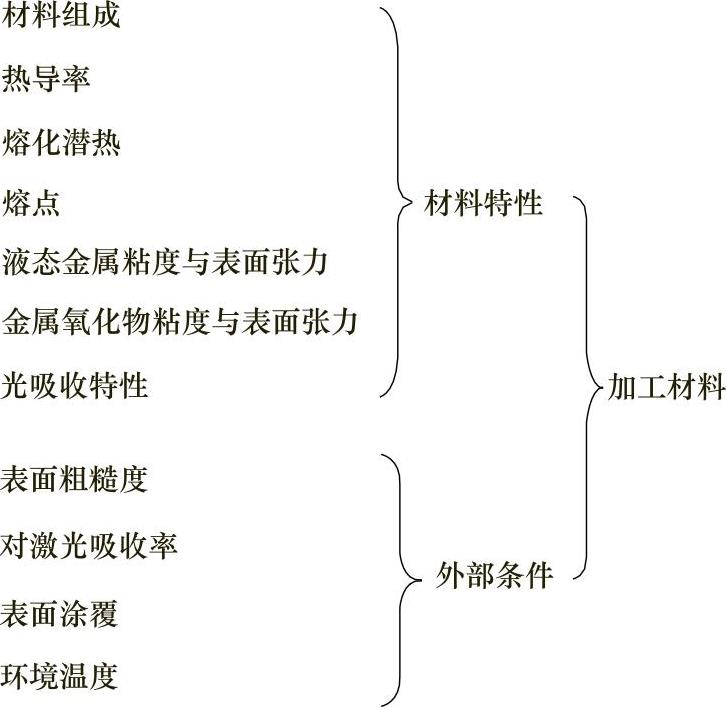
图4-1-39 材料对切割质量的影响
2.激光光束特性对切割质量的影响
(1)激光光束能量对切割速度与切割质量的影响激光光束的能量特性对激光切割的影响主要为在其他参数一定的情况下,切割速度随最大切割板厚的增加而减小,随激光功率的增加而增加。
(2)激光模式及光束质量对切割质量的影响 激光模式决定了聚焦焦点的能量分布,对切割质量影响非常大。一般来讲,激光切割应选用单模或准单模激光,多模激光只能用于热处理或焊接应用。由于单模激光不仅可以聚焦到很小的焦点,使切口很窄,而且单模激光能量分布为中心对称,所以切割不同方向的割缝质量相同。而多模激光的能量分布是不对称的,所以不同方向的切口宽度可能不均一,质量也可能不同。激光光束质量的好坏可以采用光束远场发散角、光束参数积BPP和衍射极限因子M2或光束传输因子K来表示。对小功率激光器,工作物质均匀稳定,一般可以实现基模输出,其光束横截面能量分布为高斯分布,且在传输过程中保持不变,光束质量较好。而对大功率激光器,一般不易获得基模输出,输出往往为多模激光束,激光光束质量变差。
3.工艺参数对切割质量的影响
影响激光切割质量的主要工艺参数有喷嘴结构、气流压力、辅助气体、切割速度、焦点位置、焦点大小、景深、穿孔和程序设计等。(https://www.chuimin.cn)
(1)辅助气体及气流压力 由于金属表面的激光反射率高达95%,使激光能量不能有效地射入金属表面,通过喷吹辅助气体可提高材料对激光的吸收率。辅助气体通常采用氧气、氮气、惰性气体或压缩空气等。采用氧气能够促使金属表面氧化,提高切割的效率;通过增加吹氧压力还可使切口减小,并防止熔化材料再粘结。切割易燃材料时,可采用惰性气体,能有效防止材料燃烧。切割带有金属夹层的易燃材料时,宜采用压缩空气。在一定压力范围内,增加辅助气体的压力,可增大切割厚度,提高切割效率。
在激光切割中采用氧气作为辅助气体时,氧化反应供给切割过程的热量约占激光切割所需能量的60%以上,其反应方程式为
2Fe+O2=2FeO+514J/mol (4-1-17)
若喷嘴为圆形时,流过的气流量为L=Kd2Pn,其中,K为比例常数,d为喷嘴出口直径,Pn为喷嘴内腔的滞止压力。
当激光功率和切割速度一定时,氧气压力大,氧气流量大,则氧化反应速度加快,氧化发热量大,使切口变宽,切口条纹深而粗,切割断面粗糙;当氧气压力减小时,氧气流量降低,则氧化速度减小,切口变窄,切口断面的表面粗糙度会得到改善。当氧气压力降低到某一数值时,切口材料将不完全氧化,切口下表面粘附有较多熔融物,被切割材料甚至不能被切透。
(2)喷嘴结构 通过喷嘴的设计,可以控制气体压力、工件在气流中的位置,从而影响切口的质量。喷嘴设计的总体要求就是使作用在工件表面的气流压力(切割压力)最大。
(3)切割速度 当激光功率和辅助气体压力一定时,切割速度与切口宽度保持一种非线性反比关系。当切割速度升高时,则切口宽度减小;若切割速度降低时,切口宽度将会增大。切割速度与切口表面粗糙度呈现一种抛物线关系,随着切割速度低的降低,表面粗糙度迅速增加;随着切割速度的增加,表面粗糙度得到改善,当切割速度超过某一最佳值后随切割速度增大,表面粗糙度改善较为缓慢;当激光切割速度进一步增加到某数值后,将切不透材料。
(4)焦点位置 聚焦光束的发散角一般都很大,光板尺寸在焦点位置变化比较大,这样不同的焦点位置将使作用在材料表面的激光功率密度变化很大,从而对切口的影响就很大。
相关文章

气阀钢是在高温下使用的热强钢类,它对钢的冶金质量有较严格的要求。这将对气阀钢的高温强度、韧性和耐热腐蚀等性能产生显著的影响。硅是平衡钢中含氧量的主要脱氧元素。......
2025-09-29
图2.24活性药型罩锥角对活性射流头部速度的影响活性药型罩锥角不同时,活性射流速度分布及温度分布数值模拟结果如图2.25和图2.26所示。此外,从图2.25和图2.26中还可看出,活性药型罩锥角对活性射流成形形貌也有较大影响。其主要原因在于,活性药型罩锥角的增加可降低活性射流速度梯度,从而提高活性射流的凝聚性以及连续性。......
2025-09-29

分析研究影响年径流量的因素,对年径流量的分析与计算具有重要的意义。这些因素主要从两方面影响年径流量,一方面通过流域蓄水变量ΔW影响年径流量的变化;另一方面,通过对气候因素的影响间接地对年径流量发生作用。所以,高程的增加对降水和蒸发的影响,一般情况下将使年径流量随高程的增加而增大。这些人类活动在改变年径流量的同时也改变了径流的年内分配。......
2025-09-29

工艺焊接性是通过金属材料焊接性试验来实现,而使用焊接性则通过焊接工艺评定来实现。例如,钛金属在焊接过程中,400℃以上的区域都要用惰性气体保护,否则,该温度区域的钛金属氧化,力学性能变差,因此,焊接钛金属比焊接低碳钢要难得多。如钛金属用真空电子束焊接方法很容易获得高质量的焊缝,而用氩弧焊方法焊接,需要设计一套保护装置,在焊接过程中,将400℃以上的区域进行氩气保护,防止钛金属的氧化。......
2025-09-29
由杨氏方程可知,任何使三相表面张力发生变化,从而使接触角θ发生变化(减少)的因素都将影响钎料对母材的润湿性。从物理意义上说,如使σLV减小,意味着液体内部原子对表面原子的吸引力减弱,液体原子容易克服本身受到的引力趋向液体表面,使液体的表面积增大,钎料容易铺展。而σSV增大,说明固体的内部原子对表面原子的吸引力增大,表面原子处于高能态。......
2025-09-29

图5-13 焊接变形的种类(一)纵向收缩变形工件沿焊缝长度方向的收缩叫纵向收缩变形。这种变形是由于坡口不对称,厚度方向上的热输入不同,金属填充量不同,使横向收缩变形在厚度方向上分布不均造成的。在对接、搭接、堆焊、T形接头的焊接时往往会产生角变形。弯曲变形可由焊缝的纵向收缩和横向收缩共同作用引起或单一作用引起。......
2025-09-29
激光切割按照激光束的输出时间特性可以分为连续激光切割和脉冲激光切割。连续激光切割是重要的激光切割加工形式,主要用于各种材料的高效切割,而脉冲激光主要应用于材料的精密切割。下面以连续激光切割为对象,介绍激光切割的原理和方法分类。激光切割的原理如图4-1-38所示。......
2025-09-29

纤维素纺丝工艺的选择与纺丝液的黏度直接相关,而纺丝液的黏度又与诸多因素相关联,例如,溶液中的纤维素含量、纤维素的聚合度、纺丝液温度等都会影响纺丝液的黏度。低含量纤维素或低聚合度纤维素制成的纺丝液具有较低的黏度,它有利于纺丝,但经济性不佳。因此,人们总是希望在确保纺丝工艺顺利进行的同时,尽可能地提高纺丝液中纤维素的含量。......
2025-09-29
相关推荐