TIG-激光复合焊在高速焊接条件下,可以得到稳定的电弧,焊缝成形美观,减少了气孔、咬边等焊接缺陷的产生。尤其是低电流、高焊接速度和长弧焊时,TIG-激光复合焊的速度可达到激光焊的两倍以上。图1-6-31 TIG-激光复合焊原理a)旁轴复合 b)同轴复合图1-6-32所示为激光焊与TIG-激光复合焊获得的焊缝截面对比。TIG-激光复合焊可以提高焊缝的桥接能力、增大焊接熔深。......
2025-09-29
目前国内激光-MIG复合焊技术的应用程度较低,相关的研究及报道较少,而国外已实现船用钢板T形接头激光-电弧复合焊。上海交通大学激光制造实验室利用引进的高功率CO2激光焊接设备采用激光-MIG电弧复合焊工艺实现了T形接头的双面焊接成形。
T形接头采用了厚14mm的船用钢,焊缝为熔透型焊缝。激光-MIG复合焊实验装置如图4-1-32所示:MIG焊枪与底板夹角为45°,激光与底部面板夹角为7°~10°,激光光束与MIG电弧采用旁轴复合。具体的焊接参数为:开I形坡口,激光距离腹板的距离为1mm左右,双面焊接的激光功率分别为9kW和12kW,焊接速度为1.0~1.2m/min;MIG焊丝伸出长度为16mm,送丝速度为11.5m/min,光弧间距为3~5mm。其他焊接参数还包括:侧吹气体为纯He,流量为30L/min,MIG焊保护气体为He75%+Ar25%(体积分数),流量为30L/min。所获得的焊缝成形美观,表面平整、均匀,且基本无明显飞溅。
焊接接头的横截面宏观形貌如图4-1-33所示,可见,T形接头双面焊缝末端叠在一起,没有出现未焊透,角焊缝外形呈现凹形,有利于减小应力集中,提高疲劳强度。相比一般的电弧焊接,其变形量很小。对焊缝质量检测表明,焊缝无裂纹、气孔和夹渣等焊接缺陷。
 (https://www.chuimin.cn)
(https://www.chuimin.cn)
图4-1-32 激光-MIG复合焊实验装置
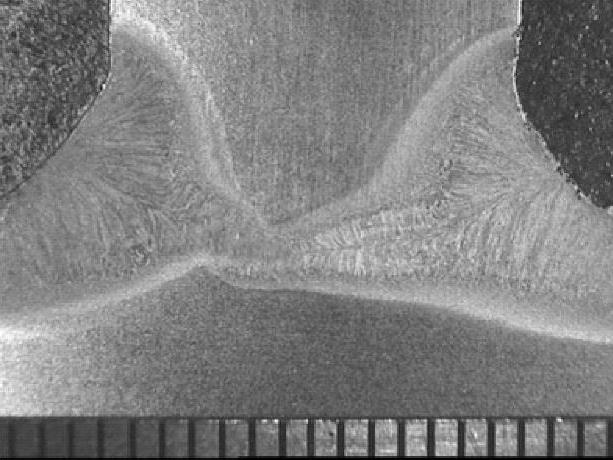
图4-1-33 T形接头双面焊焊接接头的横截面宏观形貌
相关文章

TIG-激光复合焊在高速焊接条件下,可以得到稳定的电弧,焊缝成形美观,减少了气孔、咬边等焊接缺陷的产生。尤其是低电流、高焊接速度和长弧焊时,TIG-激光复合焊的速度可达到激光焊的两倍以上。图1-6-31 TIG-激光复合焊原理a)旁轴复合 b)同轴复合图1-6-32所示为激光焊与TIG-激光复合焊获得的焊缝截面对比。TIG-激光复合焊可以提高焊缝的桥接能力、增大焊接熔深。......
2025-09-29

T形接头和搭接接头的焊缝均是角焊缝,埋弧焊时,一般采用平角焊和船形焊两种方式。图1-4-20 平角焊示意图图1-4-21 船形焊示意图a)T形接头 b)搭接接头2.船形焊法船形焊法主要用于焊件易于翻转的场合。它是将角焊缝的两边置于与垂直线成45°的位置,如图1-4-21所示。这时接头处在相当于90°坡口平焊的位置,焊缝成形最有利,焊接效率高、容易保证焊缝质量,钢结构工字梁的角焊缝埋弧焊采用这一方法是最典型的工艺。......
2025-09-29

其主要思想是采用实心焊丝进行单丝高速焊接,焊接过程中采用强制短弧及高效的喷射电弧。熔化极气体保护双弧焊接方法的应用最早出现在1955年,但由于当时弧焊电源技术的落后,限制了其发展。......
2025-09-29
图1-5-46 窄间隙熔化级气体保护电弧焊的工作原理示意图a)细丝窄间隙焊 b)粗丝窄间隙焊1—喷嘴 2—导电嘴 3—绝缘导管 4—焊丝 5—电弧 6—母材 7—衬垫窄间隙焊主要用于焊接低碳钢、低合金钢、高合金钢、铝合金及钛合金等,可以全位置焊,焊接板材厚度范围为30~300mm。......
2025-09-29

大焊丝伸出长度意味着提高电阻热,采用高电弧电压、大电流的结果是提高其熔敷效率和保持焊缝宽度不会因提速而变窄,并在大电流的MAG焊禁区开创了新的应用领域。......
2025-09-29

以脉冲激光为热源的焊接也称为脉冲激光焊。下面以脉冲激光焊为例介绍热传导焊主要的焊接参数和其影响。激光脉冲宽度是激光热传导焊接区别于材料去除的重要参数,也是决定加工设备造价及体积的关键参数。......
2025-09-29

上海交通大学激光制造实验室选用了ER4043焊丝对厚度为1.8mm的6061-T6铝合金进行了激光填丝焊。图4-1-28 CO2激光焊接法兰盘-管子焊接完成的部件外观及其焊缝横截面宏观照片图4-1-29 激光填丝焊典型焊接接头的表面及截面形貌通过工艺试验,确定了焊接参数范围,并给出了特定激光功率下焊接速度与送丝速度的匹配关系。......
2025-09-29
表7-24 T91钢管焊接材料焊接设备 ZX5—400型弧焊整流器1台,氩气瓶,氩弧焊焊枪。表7-25 T91钢管对接水平固定手工TIG焊打底、焊条电弧焊盖面单面焊双面成形的焊接参数2)焊接过程采用短弧焊接为好,注意控制焊接速度。7)盖面焊接前,应仔细地打磨填充层表面,保持待焊层表面平整,填充层焊缝表面与焊件表面距离1.5~2mm。......
2025-09-29
相关推荐