气体分子在振荡器中分布均匀性好,故CO2激光器的光束质量好,易获得接近衍射极限的高斯光束。通常将输出功率为300W~1kW的称为大功率CO2激光器,输出功率1kW以上的称为高功率CO2激光器。CO2激光器按其工作原理可分为多种类型,目前主要的类型有三种:快速轴流型、横流型和扩散冷却型。......
2023-06-26
在现代工业生产中,应用耐蚀镀层板材的领域越来越广。在众多的钢铁防腐方法中,镀锌是一种非常有效而且经济的方法。大量镀锌板材应用在汽车制造业、建筑业、通风和供热设施以及家具制造业等领域。锌的熔点约为420℃,汽化温度为906℃,非常不利于焊接,电弧等热源刚一接触到镀锌板,镀锌层就挥发。锌的挥发会导致气孔、未熔合及裂纹等诸多缺陷,而且大量锌的挥发会使母材的耐蚀性下降。采用激光钎焊技术,避免了镀锌层的挥发,可得到较高质量的焊缝。
1.激光钎焊原理
激光钎焊是以激光作为加热源,将钎料熔化,而基体材料本身不发生变化。钎焊所用的填充金属(即钎料)的熔点比母材金属的熔点低,通常钎料以焊丝的形式填充到钎焊缝中(见图4-1-26)。激光钎焊过程中,母材和钎料被激光热源加热至钎料熔化的温度(钎焊温度)上,利用液态钎料和母材的润湿和毛细填缝作用,填满接头间隙,并与母材金属发生相互作用,激光加热停止后,焊接部位迅速冷却,钎料凝固,从而形成可靠的焊接接头。采用激光钎焊技术代替熔焊及电弧钎焊技术,在焊接速度、热输入控制、焊接柔性化及钎焊质量上具有优势。
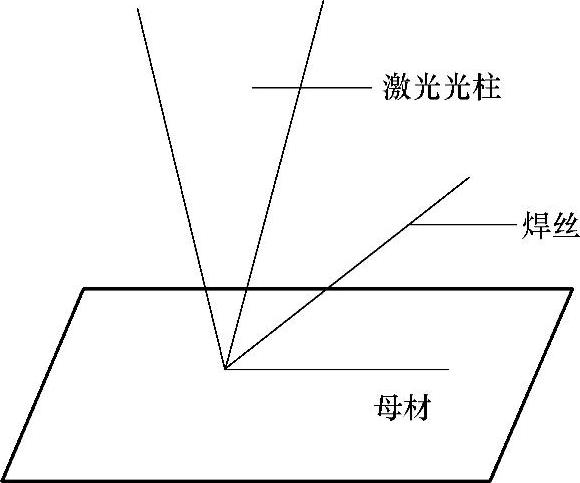
图4-1-26 激光钎焊示意图
2.激光钎焊工艺特点
激光钎焊的核心部件是激光器,激光钎焊系统的发展主要是激光器的发展。可用于焊接的激光器种类繁多,根据其种类不同,也可分为CO2、YAG固体和半导体三种激光钎焊激光器。CO2激光器产生的激光辐射一般在远红外区段,波长为10.6μm,CO2激光器辐射波不能通过光纤进行传输,为二维焊接,操作不太方便,使得CO2激光钎焊系统不能充分发挥激光钎焊系统应有的优势。YAG激光器波长为1.06μm,波长较短,有利于激光的聚焦和光纤传输,也有利于金属表面的吸收。由于YAG激光与等离子体的相互作用比CO2激光小得多,大功率、低速度YAG激光钎焊具有良好的发展前途。YAG激光钎焊在实际应用中也较广。半导体激光器又称激光二极管LD或注入型激光器,它是一类电流激励的理想的光子元器件,最常见的是GaAlAs-GaAs双异质结激光器,其输出波长为0.75~0.89μm,辐射能量更易被钎料吸收,比YAG激光效率更高,所需能量更少。
由于激光加热迅速、光斑直径较小,导致钎料与母材相互作用时间较短,焊接过程对钎焊工艺要求严格,其工艺的适应性有待提高。在此基础上,出现了双光束激光钎焊技术,双光束激光任意组合进行钎焊,对钎焊温度场的控制更加容易,能够提高钎焊工艺的适应性,改善钎料的润湿性,提高钎缝质量。另外,在激光钎焊过程中,如果焊丝先行预热(热丝激光钎焊),可以增加钎焊的填充量,从而提高钎焊速度。总之,激光钎焊相比其他钎焊方法具有如下优点:
1)速度高。
2)可精确调节热输入,控制钎料的铺展。
3)可焊接复杂的几何形状。
4)热输入低,镀锌层烧损少。
5)焊缝成形好、质量稳定,焊后仅需简单处理甚至无需处理,显著降低处理成本。
6)易实现自动化。
3.激光钎焊焊接参数影响
(1)激光功率 对于激光钎焊激光主要用于对填充金属的加热上,并对基体材料进行预热。不同激光功率的焊丝熔化度相差较大。当激光功率过低时,焊丝金属和母材金属无法形成较好的冶金相,直接影响接头强度。在允许范围内应适当选用较大的功率。
(2)离焦量 离焦量不仅影响工件表面光斑直径的大小,而且对整个激光钎焊的机理有着至关重要的影响。为了使激光产生的光热效应能充分熔化焊丝,因此激光的光斑不能太小,选用合适的离焦量才能保证足够的能量来熔化填充材料,否则就无法实现焊接。
(3)焊接速度 激光钎焊的焊接速度主要根据焊件的结构特点要求和接头实际焊接性能决定。接头单位面积上接受的热量同光束能量密度和照射时间成正比,光束强度与照射时间的乘积就是供给焊件的能量。当激光能量密度确定时,调节焊接速度可以改变接头所接受的热量。
(4)送丝速度 在单位时间能量确定时(即激光功率和焊接速度确定时),接头单位面积接受的能量取决于送丝速度。送丝速度大,则单位面积的接头受到的激光辐射能量减小,有可能造成焊丝不完全熔化;送丝速度小,则可能把激光能量过多地传递到母材上,造成镀锌钢板烧损过度。
(5)激光光斑与焊丝端部距离 在激光钎焊过程中激光光斑和焊丝端部距离是决定激光能量分配的重要参数。焊丝的主要熔化区域是在激光光斑的正下方,激光的主要能量是用来使焊丝熔化并且在一定程度上用一部分光辐射加热母材金属,从而使焊丝金属熔体和母材紧密结合。因此焊丝端部与激光光斑的距离就决定了焊丝熔化能量的来源。
总之,随着激光器制造技术的进步,激光钎焊技术也有较大提高,激光器部件和系统成本将显著下降,激光钎焊技术也将会被普遍推广应用。
有关焊接方法与过程控制基础的文章

气体分子在振荡器中分布均匀性好,故CO2激光器的光束质量好,易获得接近衍射极限的高斯光束。通常将输出功率为300W~1kW的称为大功率CO2激光器,输出功率1kW以上的称为高功率CO2激光器。CO2激光器按其工作原理可分为多种类型,目前主要的类型有三种:快速轴流型、横流型和扩散冷却型。......
2023-06-26

所谓激光器就是激光自激振荡器。它通常由以下三部分组成:产生激光的工作物质、能够使工作物质处于粒子数反转分布状态的激励源(泵浦源)、能够完成频率选择及反馈作用的光学谐振腔。其结构如图3-79所示。......
2023-06-22
不同类型的激光器的光束方向性有很大的区别,这和激光工作物质的均匀性和种类、谐振腔、激励方式等有关。而激光的单色性相当好,以单频的氦氖激光为例,其谱线宽度已达10-7nm数量级。已知太阳光的辐射亮度约为103W/,而以一个输出功率为100mW、发射面积为1mm2、发散角为0.1mrad的氦氖激光器为例,其激光亮度为105W/,约为太阳光的100倍。光的相干性是指光波场在空间不同位置上瞬时的或统计的相位相关性质。......
2023-06-26

图3-2-14 航空发动机感应钎焊管接头感应钎焊可分为手工、半自动和自动三种方式。半自动感应钎焊,焊件的装卸和通电加热仍靠人工操作,但钎焊过程的断电结束是自动控制的。自动感应钎焊使用的感应线圈是盘式或隧道式。感应钎焊在工业生产中应用得越来越多,其操作与防护主要体现在电器设备、所含的腐蚀钎剂、热的材料、在控制气氛钎焊中潜在爆炸危险、在清洗和工艺中使用的化学品等方面。......
2023-06-26

而对于交流输电系统而言,虽然无须结构复杂、造价高昂的换流站,但随着输电距离的增加,由于稳定性和过电压等方面的要求,需要另外设置中间开关站。由此可见,直流输电系统中,换流站的投资比重较大,而交流输电系统中,输电线路的投资占主要部分。譬如,直流输电系统中换流站的结构复杂、造价高、损耗大、运行费用高、可靠性较差。......
2023-06-23
图2所示为测量系统原理图。它主要由激光—傅里叶光学系统、CCD光电转换及模拟处理系统、DMA高速数据采集与计算机数据处理系统和被测物体缺陷探测系统四大部分组成。傅里叶光学系统和CCD摄像机对被测物体实现并行采样和光电变换。测量时,机械系统带动光学系统进行横向扫描。从图中可看出:1)当a/T=0时,各次谐波分量振幅均为零,直流分量也为零。偶次谐波分量振幅均为零,只有奇次谐波分量存在并都处于峰值状态。......
2023-06-23

火焰钎焊夹具应能适应钎焊组件加热后的膨胀。火焰钎焊中常用的钎料系统是BAg、BCuP和RBCuZn。尽量不要把火焰直接作用在钎料上以及缝隙处的钎剂上,直接加热钎焊材料容易使它们过热、出现烟气,甚至导致钎焊材料失效。......
2023-06-26

表1-2-1畜禽屠宰时的电击晕条件2.CO2 麻醉法丹麦、德国、美国、加拿大等国家采用该法。禽只在放血完毕进入烫毛槽之前,其呼吸作用应完全停止,以避免烫毛槽内的污水吸进禽体肺脏而污染屠体。......
2023-06-15
相关推荐