下面分别以激光-TIG和激光-MIG电弧复合热源焊为例描述激光与电弧的相互作用。由于TIG焊不存在熔滴过渡对焊接熔池的影响,在激光-TIG电弧复合热源焊过程中,熔池匙孔的稳定性较好。尤其是对于CO2激光,焊接过程中的光致等离子体较多,对电弧的影响也更明显。此外,复合焊接机制的转变还与激光束和电弧的复合方......
2023-06-26
1.技术原理和工艺特点
激光热传导焊就是利用上述提到的以热传导方式,将材料表层吸收的激光能传递到材料内部,并形成熔深的原理进行激光焊。由于激光热传导焊是在激光光斑功率密度105W/cm2以下实现的,熔深的增加靠热传导来实现,其熔深必然有限,所以激光热传导焊主要用于薄(厚度<1mm)、小工件的焊接加工,且焊接速度较慢。
2.主要焊接参数及其影响
激光热传导焊采用的激光能量输出形式可以是脉冲的,也可以是连续波。以脉冲激光为热源的焊接也称为脉冲激光焊。相比而言,脉冲激光焊时涉及的工艺参数较多。连续激光焊接时通常涉及激光功率密度(或激光功率)、焊接速度、离焦量、保护气等,而脉冲激光焊接还涉及脉冲能量、脉冲宽度、脉冲波形和脉冲重复频率等脉冲方面的参数。下面以脉冲激光焊为例介绍热传导焊主要的焊接参数和其影响。
(1)功率密度 热传导激光焊中,功率密度应为104~105W/cm2。在此功率密度下,材料表面被加热至熔点和沸点之间,既保证材料充分熔化,又不至于发生汽化,因此不会产生小孔。根据热传导方程,可求出一定脉冲宽度条件下,在所确定材料的既定物性范围内达到某一温度所需的功率密度。在恒定激光强度的表面热源作用下,表面达到材料熔点的功率密度qc1为

表面达到沸点功率密度qc2为

式中 Tm——熔点温度(K);
Tv——沸点温度(K);
K——热导率[W/(m·K)];
α——热扩散系数(m2/s);
τ1——脉宽(s)。
可以看出,激光功率密度随材料熔点温度Tm、沸点温度Tv、热导率K的增加而增加,随热扩散系数α和脉冲宽度τ1的增加而减小。
(2)脉冲能量与脉冲宽度 用脉冲激光焊时,与连续激光焊时的功率密度或功率参数相类似的就是脉冲能量,当然,脉冲能量和脉冲宽度两个参数共同才决定了脉冲期间的功率值。
脉冲能量主要影响金属的熔化量,当脉冲能量增加时,熔化区的深度和直径都增加。
激光脉冲宽度是激光热传导焊接区别于材料去除的重要参数,也是决定加工设备造价及体积的关键参数。脉冲宽度主要影响熔深,多数情况下的脉宽根据熔深要求而确定。当脉冲能量一定时,脉冲宽度存在一个最优值,使熔深最大。脉冲宽度越大,焊接时间越长,热影响区大,如果对热影响区大小有严格要求,应严格控制脉宽。如果热影响区允许,适当增大脉宽有利于提高焊接过程的稳定性。
(3)激光脉冲波形 不同的激光脉冲波形,对焊接产生不同的影响。随着电子技术的发展,已经能够比较方便地获得任意波形的激光脉冲。如果要保证材料表面温度维持在熔点和沸点之间,可以通过热传导方程求出焊接材料在不同时间所需的激光功率密度,据此确定所需的激光脉冲波形。
在脉冲作用期间,初始时材料表面温度低,金属材料对激光的反射率高;随着激光能量继续照射作用,材料表面温度升高,激光反射率下降。因此,可以采用有前段尖峰的波形(见图4-1-18),这种波形可使金属表面温度迅速上升到熔点,尽快降低材料对激光的反射率,这种波形适用于高反射率金属,如有色金属。对于较低反射率的金属如某些黑色金属,则采用激光波形比较平坦。对脉冲重复率较高的焊缝,不宜采用前段尖峰脉冲,因为采用前段尖峰脉冲易出现金属高度汽化,产生飞溅和孔洞。
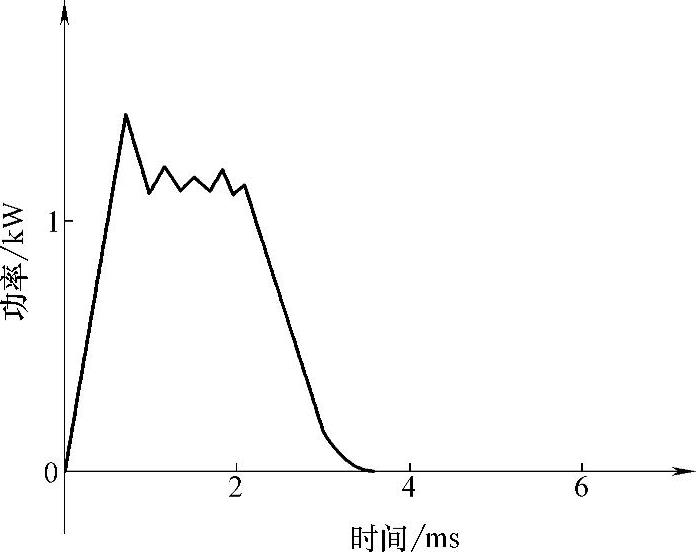
图4-1-18 带前段尖峰的激光波形示意图
(4)离焦量 当激光焦点位置位于工件表面上方时,称为正离焦;焦点位置位于工件表面下方时,即位于材料内部时,称为负离焦;刚好位于工件表面时,则称为零离焦。激光焊通常需要一定的离焦量,因为激光焦点处光斑中心的功率密度过高,容易蒸发成孔,离开激光焦点的各平面上,功率密度分布较为均匀。
当正负离焦量相等时,所对应平面上功率密度近似相同,但实质上获得的熔池形状是不同的。当负离焦时,材料内部功率密度比表面还高,易形成更强的熔化、汽化,使光能向材料更深处传递,因此获得更大的熔深。在实际应用中,要求熔深较大时,采用负离焦;焊接薄材料时,宜用正离焦或零离焦。
有关焊接方法与过程控制基础的文章

下面分别以激光-TIG和激光-MIG电弧复合热源焊为例描述激光与电弧的相互作用。由于TIG焊不存在熔滴过渡对焊接熔池的影响,在激光-TIG电弧复合热源焊过程中,熔池匙孔的稳定性较好。尤其是对于CO2激光,焊接过程中的光致等离子体较多,对电弧的影响也更明显。此外,复合焊接机制的转变还与激光束和电弧的复合方......
2023-06-26

上海交通大学激光制造实验室选用了ER4043焊丝对厚度为1.8mm的6061-T6铝合金进行了激光填丝焊。图4-1-28 CO2激光焊接法兰盘-管子焊接完成的部件外观及其焊缝横截面宏观照片图4-1-29 激光填丝焊典型焊接接头的表面及截面形貌通过工艺试验,确定了焊接参数范围,并给出了特定激光功率下焊接速度与送丝速度的匹配关系。......
2023-06-26

TIG-激光复合焊在高速焊接条件下,可以得到稳定的电弧,焊缝成形美观,减少了气孔、咬边等焊接缺陷的产生。尤其是低电流、高焊接速度和长弧焊时,TIG-激光复合焊的速度可达到激光焊的两倍以上。图1-6-31 TIG-激光复合焊原理a)旁轴复合 b)同轴复合图1-6-32所示为激光焊与TIG-激光复合焊获得的焊缝截面对比。TIG-激光复合焊可以提高焊缝的桥接能力、增大焊接熔深。......
2023-06-26

激光进行焊接和切割时激光束辐照在工件上,通过与工件材料的相互作用,使工件受热、熔化甚至进而蒸发,金属蒸气可在激光束的进一步辐照下产生电离。根据激光束的辐照强度,激光与材料的相互作用过程可以分为无热光学作用、固体加热、表面熔化、气化与光致等离子体四个过程,如图4-1-14所示。在激光能量密度很低时,与普通光相同,激光束辐射到材料表面时将被材料反射、透射和吸收。图4-1-14 激光与材料的相互作用过程......
2023-06-26

目前国内激光-MIG复合焊技术的应用程度较低,相关的研究及报道较少,而国外已实现船用钢板T形接头激光-电弧复合焊。上海交通大学激光制造实验室利用引进的高功率CO2激光焊接设备采用激光-MIG电弧复合焊工艺实现了T形接头的双面焊接成形。图4-1-32 激光-MIG复合焊实验装置图4-1-33 T形接头双面焊焊接接头的横截面宏观形貌......
2023-06-26
在20世纪90年代,双光束激光焊成为了激光焊的一个新的研究方向。在串联式和并列式两种双光束焊接工艺之间的焊接机理和对激光焊结果影响的区别被认为是微小的。以串联式排布的双光束激光焊为例,根据光斑间距的不同,存在三种类型,如图4-1-25所示。......
2023-06-26

激光跟踪仪三维控制网的建立过程一般是,激光跟踪仪首先设站测量全局控制点,移动跟踪仪到新的站位,再次测量全局控制点,逐次转站直至完成整体测量任务。利用激光跟踪仪每个测量站位下对全局控制点的共同观测,通过相应的配准算法,可以完成激光跟踪仪所有站位的方位定向。从而得到最优旋转矩阵R,再根据式计算出相应的平移矩阵T,进而得到激光跟踪仪所有站位间的定向关系。......
2023-06-23

相关推荐