因此,进行水下焊接与切割作业时,必须切实遵守水下焊接和切割的安全规定,确保施工安全。水下焊接与切割时,要注意保护作业人员的眼睛。水下焊接舱内不能放置涂料、熔剂等可能放出有毒或刺激性气体的物质。局部干法水下焊接的安全防护要求与湿法水下焊接的要求相同。......
2025-09-29
激光热传导焊时,金属材料只是在激光照射下产生熔化和形成熔池,熔池不出现明显的汽化现象。对于一般金属,液态表面张力随温度升高而降低,热传导焊的熔池中心与四周的温差大,熔池内因温度分布不均匀所造成的表面张力差将驱使熔液从低张力区流向高张力区,即由熔池中心向四周流动,导致中心液面下凹,由此使液面产生的高度差将进一步形成重力梯度。这一重力梯度又将驱使溶液在熔池下部由四周向中心回流,进而完成熔池中的对流循环。
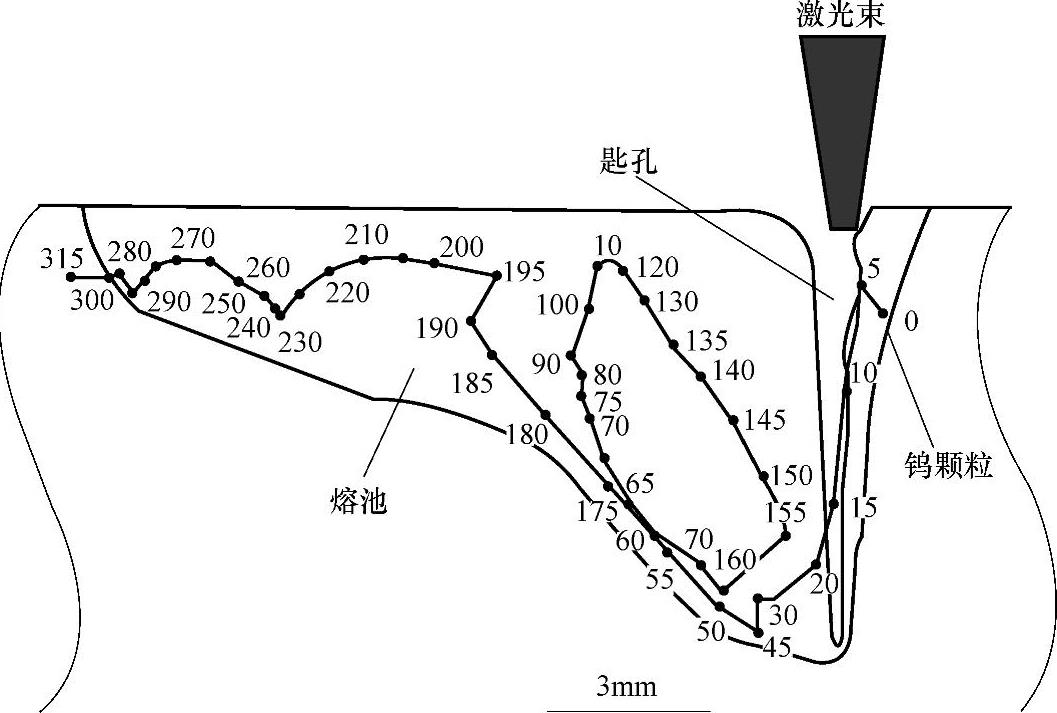
图4-1-17 激光深熔焊熔池中的钨颗粒流动轨迹图(https://www.chuimin.cn)
当激光深熔焊过程中匙孔随激光束移动时,匙孔前方形成一个倾斜的烧蚀前沿。在这个区域,匙孔周围存在压力梯度和温度梯度。在压力梯度的作用下,熔化材料绕匙孔的周边由前沿向后沿流动。温度梯度沿匙孔的周边建立了一个前面大后面小的表面张力分布,这进一步促使熔融材料绕匙孔周边由前沿向后沿流动,并最后在匙孔后方凝固形成焊缝。日本大阪大学接合所的Matsunawa等人所做的钨颗粒显示熔池流动的试验(见图4-1-17)发现,在激光深熔焊的熔池中存在旋转的涡流构造,且能量较大,有强烈的搅拌力作用。熔池底部产生的较大气泡,并不完全依靠上浮力排出熔池,而且也会靠金属的流动带出熔池。
相关文章

因此,进行水下焊接与切割作业时,必须切实遵守水下焊接和切割的安全规定,确保施工安全。水下焊接与切割时,要注意保护作业人员的眼睛。水下焊接舱内不能放置涂料、熔剂等可能放出有毒或刺激性气体的物质。局部干法水下焊接的安全防护要求与湿法水下焊接的要求相同。......
2025-09-29

目前,高压干法焊接技术是国内外海洋工程主要结构和管道修复中使用最广泛的技术,本节主要介绍高压干法水下焊接。恒压焊接电源不适合实心或药芯焊丝高压干法焊接。......
2025-09-29

为保证一定的Uf,要求Uf随If增大而增大。根据生产经验规定Uf与If的关系为一缓升直线,把它作为规定负载特性,以便确定弧焊电源的If或Uf调节范围。1)焊条电弧焊和埋弧焊的负载特性。2)TIG焊和等离子弧焊的负载特性。通常要求如下:Ifmax/Ie≥1.0,Ifmin/Ie≤0.20。其中,Ie为额定焊接电流。在等速送丝MIG/MAG/CO2焊时,If主要由送丝速度决定,与电压无关。......
2025-09-29

在确定整个焊接结构的生产工艺过程时,应根据该焊接结构的生产特点和工艺特点,尽量采用现代化焊接技术,并结合现有条件,采取必要措施解决生产技术问题。焊接结构生产的工艺过程包括以下内容。2)在脆性转变温度以下工作的焊接结构,在焊后应进行消除应力回火处理,以减小结构产生脆性破坏的可能性。在制定钢结构的生产工艺时,同时要制定出检验内容和检验程序。......
2025-09-29
某乙烯工程中有13种规格尺寸的纯钛管需进行全位置焊接,且与直管连接的弯管无直线段,使保护拖罩制作和焊接操作都比较困难。罩轨是由铸造黄铜车削而成的两个半圆体,以铰链和螺栓连接。罩轨共三块,其中的两块用于焊直管,一块与弯管相匹配。当钛管直径大于100mm时可用不带罩轨的保护拖罩。钛管手工TIG焊的焊接参数见表5-36。图5-25 钛管焊接起弧点及收弧点的位置示意图......
2025-09-29

完整质量要求中对焊接质量管理体系的要求,主要包括以下要素:1.合同评审合同内容应包括焊接工艺、工艺评定、质量控制、施工环境人员资格、焊缝检验及工艺评定应用的标准等要求。......
2025-09-29
相关推荐